Molde para modelar un contenedor a obtener a partir de una preforma de material plástico y su correspondiente método.
Molde (1) para modelar un contenedor (2) a obtener a partir de una preforma (3) de material plástico,
quecomprende:
- dos semimoldes (4);
- medios (5) para mover dichos semimoldes (4) entre una posición de cierre, en la cual dichos semimoldes (4)definen una cavidad (6) para alojar la preforma (3) o el contenedor (2) modelado, y una posición de apertura, en lacual dichos semimoldes (4) se hallan alejados entre sí para permitir la extracción del contenedor (2) modelado de lacavidad (6) o la introducción de otra preforma (3) dentro de dicha cavidad (6);
- dos quijadas (7) móviles entre una configuración de vinculación y una configuración de desvinculación con lapreforma (3) o el contenedor (2) situado en dicha cavidad (6),
- dichos semimoldes (4) definiendo una porción interna (9) del molde (1) configurada de manera complementaria conel perfil externo (10) de las quijadas (7) de manera que dichas quijadas (7) queden rodeadas, al menosparcialmente, por dichos semimoldes (4), dicha porción interna (9) del molde (1) estando dispuesta en una secciónde extremidad (1a) de dicho molde (1), dicha sección de extremidad (1a) estando configurada de modo de recibir uncuello (11) de la preforma (3) o del contenedor (2),
caracterizado por el hecho que además comprende tenacillas (14) definidas por dichas quijadas (7), la cuales sehallan articuladas en un fulcro (8), y por dos brazos de accionamiento (15) articulados en dicho fulcro (8) ydispuestos opuestos a dichas quijadas (7) con respecto a dicho fulcro (8), dichas tenacillas (14) estando provistas deun primer órgano elástico (16) móvil desde una condición de carga, en la cual las quijadas (7) se hallan en laconfiguración de vinculación, hasta una condición de reposo, en la cual las quijadas (7) se hallan en la configuraciónde desvinculación.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2009/053976.
Solicitante: GEA PROCOMAC S.P.A.
Nacionalidad solicitante: Italia.
Dirección: VIA FEDOLFI, 29 43038 SALA BAGANZA (PR) ITALIA.
Inventor/es: Dordoni,Claudio, TROADEC,BERNARD.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C49/42 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto. › Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
PDF original: ES-2390753_T3.pdf
Fragmento de la descripción:
Molde para modelar un contenedor a obtener a partir de una preforma de material plástico y su correspondiente método.
Campo Técnico y Antecedentes de la Invención
La presente invención se refiere a un molde para modelar un contenedor a obtener a partir de una preforma de material plástico y a su correspondiente método. En particular, dicho molde halla aplicación en el sector de embotellado, por ejemplo en máquinas de moldeo por insuflación de carruseles rotativos o lineales.
Como es bien sabido, el proceso de moldeo por insuflación tiene inicio con la introducción de la preforma dentro del molde abierto y termina con la extracción del contenedor ya modelado desde dicho molde. Esas etapas de transferencia son sumamente críticas puesto que tanto la preforma como el contenedor deben ser sostenidos de manera apropiada.
Tradicionalmente, esas transferencias se efectúan por medio de dos ruedas tipo estrellas de transferencia (una para la transferencia de las preformas y la otra para la transferencia de los contenedores) provistas de varias estaciones, cada estación estando equipada con una pinza dedicada para apretar la preforma o el contenedor. Por ejemplo, durante la transferencia de la preforma desde la rueda tipo estrella hasta el molde (o la transferencia del contenedor desde el molde hasta la rueda tipo estrella) , la respectiva velocidad y el respectivo recorrido del eje de la pinza deberían coincidir con la velocidad y el recorrido del eje de simetría del molde (lo que significa el eje de la preforma o del contenedor dentro del molde) sobre el punto tangente entre la trayectoria de pinzas y moldes. Teóricamente, esta coincidencia tiene lugar en un único punto y dura un intervalo de tiempo infinitesimal.
No obstante ello, en la técnica conocida, la transferencia puede contemplar que la pinza se mueva de conformidad con una dirección radial de la rueda tipo estrella. Alternativamente, la pinza gira alrededor de un punto externo con respecto a la línea que conecta los dos ejes mencionados arriba. Otra alternativa conocida consiste en una combinación de un movimiento lineal y giratorio de la pinza. Puesto que esas transferencias vienen actuadas por dispositivos mecánicos (motores, levas, varillas, etc.) con características de temporización real, el intervalo de coincidencia del eje de la pinza con el eje de simetría del molde es finito (mayor que un intervalo de tiempo infinitesimal) . Cuanto más extenso es dicho intervalo tanto más grande será la carrera de la pinza y, por ende, más elevados serán el costo y la complejidad de la máquina en su conjunto. Asimismo, una gran carrera de la pinza determina un mayor diámetro del círculo primitivo de la rueda tipo estrella y, por ende, una mayor distancia entre las ruedas tipo estrella.
Aún más, dicha distancia entre las ruedas tipo estrella está relacionada con el ángulo muerto de la máquina de moldeo por insuflación. En efecto, un aumento del ángulo muerto produce una disminución del rendimiento del proceso de moldeo por insuflación.
Además, otra desventaja de las soluciones pertenecientes a la técnica conocida está relacionada con el hecho que la preforma debe ser soltada por la pinza sólo después de haber cerrado el molde alrededor de la preforma de manera de sostenerla. Por otro lado, el contenedor debe ser apretado por la pinza cuando el molde permanece cerrado.
Hablando de soluciones de la técnica conocida, cabe resaltar otro inconveniente, que se describirá a continuación. En el caso de preforma con boca orientada hacia arriba, la misma preforma viene mantenida en la cavidad definida por el molde gracias al ensanchamiento específico obtenido en proximidad de la boca. En cambio, en el caso de preforma con boca orientada hacia abajo, el ensanchamiento no puede ser utilizado para sostener la misma preforma puesto que sirve para la aplicación del inyector de insuflación. En este caso es imperioso emplear otro órgano de soporte dedicado a tal efecto.
A partir de los documentos EP 2.113.367, US 3.311.684, US 2.998.621 y FR 2.874.193 se conocen soluciones pertenecientes a la técnica conocida. Sin embargo, todas esas soluciones exhiben el inconveniente de la desvinculación no instantánea de la preforma. En este contexto, el cometido técnico fundamento de la presente invención es el de proporcionar un molde para modelar un contenedor a obtener a partir de una preforma de material plástico y su correspondiente método, que eliminen los inconvenientes de la técnica conocida mencionada con anterioridad.
Revelación de la Invención
En particular, un objetivo de la presente invención es el de proporcionar un molde de conformidad con la reivindicación 1 para modelar un contenedor a obtener a partir de una preforma de material plástico, el cual es estructuralmente compacto y permite reducir la complejidad de las operaciones de transferencia de preformas y contenedores dentro/fuera de dicho molde.
Otro objetivo de la presente invención es el de poner a disposición un método de conformidad con la reivindicación 7 para modelar un contenedor a obtener a partir de una preforma de material plástico, que permite disminuir el intervalo de coincidencia del eje de la pinza de transferencia con el eje de simetría del molde.
Otro objetivo de la presente invención es el de proporcionar un molde para modelar un contenedor a obtener a partir de una preforma de material plástico, que puede ser aplicado eficientemente a preformas (y contenedores) tanto con boca orientada hacia arriba como con boca orientada hacia abajo.
Breve Descripción de los Dibujos
Otras ventajas y características de la presente invención se pondrán aún más de manifiesto a partir de la siguiente descripción indicativa y, por ende, no restrictiva de una ejecución preferente pero no exclusiva de un molde para modelar un contenedor a obtener a partir de una preforma de material plástico y de su correspondiente método, tal como está ilustrado en los dibujos anexos, en los cuales:
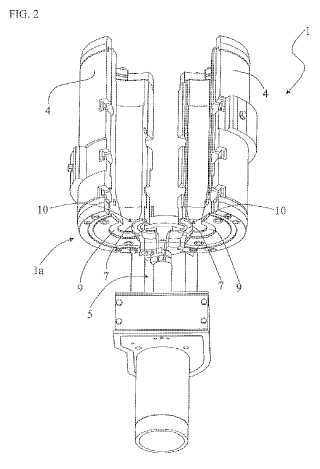
- las figuras 1 y 2 ilustran vistas en perspectiva de un molde para modelar un contenedor a obtener a partir de una preforma de material plástico, en dos posiciones operativas diferentes de los semimoldes, de conformidad con la presente invención;
- las figuras 3 y 4 ilustran vistas de corte del molde de la figura 1 (por motivos de claridad, algunas partes han sido omitidas) ;
- las figuras 5 y 6 ilustran vistas desde arriba de una parte del molde de la figura 1 (por motivos de claridad, algunas partes han sido omitidas) , que corresponden a dos configuraciones diferentes de las quijadas;
- las figuras 7a-7f ilustran vistas desde arriba del molde de la figura 1, correspondientes a diferentes etapas del proceso operativo.
Mejor Modo para Llevar a cabo la Invención
Haciendo referencia a las figuras, el número 1 indica un molde para modelar un contenedor (2) a obtener a partir de una preforma (3) de material plástico. Por ejemplo, el molde (1) podría estar dispuesto en una máquina de moldeo por insuflación de carrusel rotativo o lineal.
El molde (1) comprende dos semimoldes (4) y medios (5) para mover dichos semimoldes (4) entre una posición de cierre (mostrada en la figura 1) y una posición de apertura (mostrada en la figura 2) . En particular, en la posición de cierre, dichos semimoldes (4) definen una cavidad (6) (mostrada en la figura 3) para alojar la preforma (3) o el contenedor modelado (2) . En la posición de apertura, dichos semimoldes (4) se hallan alejadas entre sí para permitir la extracción del contenedor modelado (2) desde la cavidad (6) o la introducción de otra preforma (3) en dicha cavidad (6) . Preferentemente, el molde (1) comprende dos soportes (24) , cada uno de ellos para sostener solidariamente uno de dichos semimoldes (4) . En la ejecución descrita e ilustrada en este documento, ambos soportes (24) pueden girar alrededor de un eje común (25) con lo cual el molde (1) es del tipo “libro”.
En una ejecución alternativa (no exhibida) , el molde (1) es del tipo “cocodrilo”, con un soporte (24) fijo y el otro móvil por rotación alrededor de dicho eje común (25) . En una ejecución adicional (no exhibida) , el molde (1) es del tipo “lineal”, es decir los semimoldes (4) se mueven en acercamiento y alejamiento recíproco a través de un movimiento de traslación.
Preferentemente,... [Seguir leyendo]
Reivindicaciones:
1. Molde (1) para modelar un contenedor (2) a obtener a partir de una preforma (3) de material plástico, que comprende:
- dos semimoldes (4) ;
- medios (5) para mover dichos semimoldes (4) entre una posición de cierre, en la cual dichos semimoldes (4) definen una cavidad (6) para alojar la preforma (3) o el contenedor (2) modelado, y una posición de apertura, en la cual dichos semimoldes (4) se hallan alejados entre sí para permitir la extracción del contenedor (2) modelado de la cavidad (6) o la introducción de otra preforma (3) dentro de dicha cavidad (6) ;
- dos quijadas (7) móviles entre una configuración de vinculación y una configuración de desvinculación con la preforma (3) o el contenedor (2) situado en dicha cavidad (6) ,
- dichos semimoldes (4) definiendo una porción interna (9) del molde (1) configurada de manera complementaria con el perfil externo (10) de las quijadas (7) de manera que dichas quijadas (7) queden rodeadas, al menos parcialmente, por dichos semimoldes (4) , dicha porción interna (9) del molde (1) estando dispuesta en una sección de extremidad (1a) de dicho molde (1) , dicha sección de extremidad (1a) estando configurada de modo de recibir un cuello (11) de la preforma (3) o del contenedor (2) ,
caracterizado por el hecho que además comprende tenacillas (14) definidas por dichas quijadas (7) , la cuales se hallan articuladas en un fulcro (8) , y por dos brazos de accionamiento (15) articulados en dicho fulcro (8) y dispuestos opuestos a dichas quijadas (7) con respecto a dicho fulcro (8) , dichas tenacillas (14) estando provistas de un primer órgano elástico (16) móvil desde una condición de carga, en la cual las quijadas (7) se hallan en la configuración de vinculación, hasta una condición de reposo, en la cual las quijadas (7) se hallan en la configuración de desvinculación.
2. Molde (1) según la reivindicación 1, en el cual dichas quijadas (7) , en la configuración de vinculación, se hallan cerradas para formar un anillo (12) que circunda a la preforma (3) o al contenedor (2) en correspondencia de su cuello (11) , dicho perfil externo (10) estando definido por una superficie externa y por una base de dicho anillo (12) .
3. Molde (1) según una cualquiera de las precedentes reivindicaciones, que además comprende dos varillas de conexión (20) que tienen primeras extremidades articuladas juntas en un perno (21) y segundas extremidades articuladas, respectivamente, en extremidades libres (15a y 15b) de dichos brazos de accionamiento (15) , dicho perno (21) siendo móvil a lo largo de una guía a tal efecto.
4. Molde (1) según la reivindicación 3, en el cual dicho primer órgano elástico (16) viene asegurado entre dichos brazos de accionamiento (15) y, en su condición de carga, viene impedido por un conjunto de enclavamiento (17) de hacer girar los brazos de accionamiento (15) a través de su fuerza de tracción.
5. Molde (1) según la reivindicación 4, en el cual dicho conjunto de enclavamiento (17) comprende un segundo órgano elástico (18) y un fiador (19) , dicho segundo órgano elástico (18) operativamente actuando sobre el fiador
(19) de modo que, con el primer órgano elástico (16) en la condición de carga, el fiador (19) se acople con dicho perno (21) y lo mantenga a una distancia máxima con respecto a dicho fulcro (8) .
6. Molde (1) según la reivindicación 5, en el cual dichos medios de movimiento (5) de los semimoldes (4) incluyen por lo menos un árbol rotativo (22) al cual está fijada una leva (23) que, como reacción al movimiento de los semimoldes (4) desde la posición de cierre hasta la posición de apertura, empuja dicho fiador (19) de modo de desvincular dicho perno (21) , permitiendo así que el primer órgano elástico (16) pase desde su condición de carga a su condición de reposo.
7. Método para modelar un contenedor (2) a partir de una preforma (3) de material plástico, que comprende las siguientes etapas:
- introducción de la preforma (3) entre dos semimoldes (4) , estando estos últimos en una posición de apertura;
- acercamiento recíproco de dichos semimoldes (4) hasta alcanzar una posición de cierre de modo de definir una cavidad (6) para alojar la preforma (3) ;
- acercamiento recíproco de las dos quijadas (7) hasta que las mismas quijadas vinculen la preforma (3) en correspondencia de su cuello (11) mediante rotación de dichas quijadas (7) alrededor de un fulcro de rotación (8) , dichas quijadas (7) siendo parte de tenacillas (14) que incluyen dos brazos de accionamiento (15) también éstos articulados en dicho fulcro (8) opuestos a dichas quijadas (7) , cuando dichos semimoldes (4) alcanzan la posición de cierre, una porción interna (9) del molde (1) vinculándose con un perfil externo (10) de las quijadas (7) , dicha porción interna (9) estando configurada de manera complementaria a dicho perfil externo (10) ;
- procesamiento de la preforma (3) para obtener el contenedor (2) ;
- movimiento de dichos semimoldes (4) en alejamiento recíproco hasta alcanzar dicha posición de apertura;
- movimiento de dichas quijadas (7) en alejamiento recíproco hasta soltar dicho contenedor (2) ;
- extracción del contenedor (2) desde los semimoldes (4) , estando estos últimos abiertos,
caracterizado por el hecho que, durante la rotación de dichas quijadas (7) alrededor del fulcro (8) , dichos brazos de accionamiento (15) vienen girados en alejamiento recíproco con lo cual un órgano elástico (16) , que está dispuesto entre dichos brazos de accionamiento (15) , viene cargado y mantenido en una condición de carga.
8. Método según la reivindicación 7, en el cual, durante la etapa de acercamiento recíproco de los semimoldes (4) , dichos semimoldes (4) , que rodean al menos parcialmente a las quijadas (7) , empujan dichas quijadas (7) en
acercamiento con lo cual dicha porción interna (9) del molde (1) se acopla con dicho perfil externo (10) de las quijadas (7) .
9. Método según la reivindicación 7 u 8, en el cual la etapa de mover dichos semimoldes (4) en alejamiento recíproco tiene inicio antes de la etapa de mover dichas quijadas (7) en alejamiento recíproco.
10. Método según las reivindicaciones de 7 a 9, en el cual la etapa de bloqueo de dicho órgano elástico (16) en su
condición de carga consiste en mover gradualmente dos varillas de conexión (20) en alejamiento de dicho fulcro (8) hasta que un perno (21) , en el cual están articuladas primeras extremidades de dichas varillas de conexión (20) , alcanza la distancia máxima con respecto a dicho fulcro (8) y se acopla con un fiador (19) , dichas varillas de conexión (20) teniendo segundas extremidades articuladas, respectivamente, en extremidades libres (15a y 15b) de dichos brazos de accionamiento (15) .
11. Método según la reivindicación 10, en el cual la etapa de acercamiento recíproco de dichos semimoldes (4) consiste en girar por lo menos un árbol rotativo (22) en el cual está montada una leva (23) de modo que dicha leva
(23) empuje el fijador (19) fuera de dicho perno (21) y el primer órgano elástico (16) pase a su condición de reposo.
Patentes similares o relacionadas:
Línea y método de embotellado, del 8 de Julio de 2020, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Línea de embotellado de ciclo continuo para recipientes de material termoplástico, que comprende: - al menos una unidad de moldeo para la fabricación de preformas […]
Método y aparato para esterilizar una botella, del 3 de Junio de 2020, de DAI NIPPON PRINTING CO., LTD.: Un método para esterilizar una botella , que comprende las operaciones de: gasificar una solución de peróxido de hidrógeno, descargar desde una boquilla un […]
Método y dispositivo para fabricar botellas, del 25 de Marzo de 2020, de DAI NIPPON PRINTING CO., LTD.: Un método para fabricar una botella esterilizada , que comprende las etapas de: esterilizar bacterias que se adhieren a una preforma hecha […]
Sistema y método para el moldeo por soplado múltiple, del 26 de Febrero de 2020, de Amcor Rigid Plastics USA, LLC: Un sistema para formar un contenedor a partir de una preforma mediante un proceso de moldeo por soplado múltiple que comprende: un primer molde […]
Contenedor moldeado por soplado con estiramiento que tiene un agarre profundo moldeado integralmente y proceso para fabricar dicho contenedor, del 26 de Febrero de 2020, de Plastipak BAWT S.à.r.l: Un proceso para fabricar un contenedor moldeado por soplado con estiramiento que tiene al menos un agarre concavo profundo (G), dicho proceso comprende las etapas de: a) […]
Sistema de movimiento de contenedores entre unidades operativas, del 19 de Febrero de 2020, de SMI S.P.A.: Un sistema de movimiento de contenedores hasta y desde una unidad de procesamiento de dichos contenedores, que comprende: - un carrusel rotativo en […]
 Un molde de soplado para soplar recipientes de material termoplástico, del 25 de Diciembre de 2019, de S.I.P.A. SOCIETA INDUSTRIALIZZAZIONE PROGETTAZIONE E AUTOMAZIONE - S.P.A.: Un molde de soplado para un recipiente de material termoplástico, que comprende dos medios moldes articulados entre sí y un dispositivo cíclico de abertura y […]
Un molde de soplado para soplar recipientes de material termoplástico, del 25 de Diciembre de 2019, de S.I.P.A. SOCIETA INDUSTRIALIZZAZIONE PROGETTAZIONE E AUTOMAZIONE - S.P.A.: Un molde de soplado para un recipiente de material termoplástico, que comprende dos medios moldes articulados entre sí y un dispositivo cíclico de abertura y […]
Método y aparato para producir una botella SBM llena, del 27 de Noviembre de 2019, de FRESENIUS KABI DEUTSCHLAND GMBH: Método para producir un recipiente lleno de una solución de infusión y que tiene un cuerpo principal que incluye un ancho que se extiende a lo largo de un […]