Molde y método para el moldeo por transferencia de resina asistido por vacío.
Molde (1, 21, 101) para el moldeo por transferencia de resina asistido por vacío de una estructura laminadareforzada con fibra,
que comprende:
- al menos una primera parte (2, 102) de molde y una segunda parte (6, 22, 142) de molde, definiendo laprimera parte (2, 102) de molde una impresión negativa de la estructura laminada, que es estructuralmenteestable y que forma un soporte para capas (12, 112) de refuerzo de fibra de la estructura laminada, y lasegunda parte (6, 22, 142) de molde que puede conectarse a la primera parte (2, 102) de molde para cerrarel molde y que define junto con la primera parte (2, 102) de molde 10 un espacio encerrado que puedeevacuarse; en el que
- al menos un conducto (14, 16, 28, 30, 114, 148, 150) de flujo para guiar un polímero líquido, conducto (14,16, 28, 30, 114, 148, 150) de flujo que se forma como un entrante (14, 16, 114) en la primera parte (2, 102)de molde y/o un entrante (28, 30, 148, 150) en la segunda parte (22, 142) de molde que se abre hacia elespacio encerrado y se extiende a lo largo de una sección de la periferia de la primera parte (2, 102) demolde y/o la segunda parte (22, 142) de molde,
caracterizado porque
el entrante en la primera parte (2, 102) de molde y/o el entrante en la segunda parte (22, 142) de moldeestán ubicado(s) directamente adyacente(s) a y se abre(n) hacia la zona de la parte de molde respectivaque define la impresión negativa de la estructura laminada.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08006813.
Solicitante: SIEMENS AKTIENGESELLSCHAFT.
Nacionalidad solicitante: Alemania.
Dirección: WITTELSBACHERPLATZ 2 80333 MUNCHEN ALEMANIA.
Inventor/es: STIESDAL, HENRIK, BURCHARDT,CLAUS, HURUP,ALLAN, NORLEM,MICHAEL, OLESEN,BRENDT.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C33/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › Moldes o núcleos; Detalles o accesorios para ellos.
- B29C45/27 B29C […] › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › Canales de inyección.
- B29C70/44 B29C […] › B29C 70/00 Conformación de materiales compuestos, es decir, materiales plásticos con refuerzos, cargas o partes preformadas, p. ej. inserciones. › mediante presión isostática, p. ej. moldeo por diferencia de presión, moldeo con bomba de vacío, moldeo en autoclave o moldeo con caucho expandible.
- B29C70/48 B29C 70/00 […] › e impregnando los refuerzos en el molde cerrado, p. ej, moldeo por transferencia de resina [RTM].
- B29C70/54 B29C 70/00 […] › Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
PDF original: ES-2388756_T3.pdf
Fragmento de la descripción:
Molde y método para el moldeo por transferencia de resina asistido por vacío.
La presente invención se refiere a un molde para un moldeo por transferencia de resina asistido por vacío de una estructura laminada de fibra, en particular de una pala de rotor de turbina eólica, y a un método para el moldeo por transferencia de resina asistido por vacío.
El moldeo por transferencia de resina asistido por vacío (VARTM, vacuum assisted resin transfer moulding) de grandes estructuras implicaba hasta la fecha la inclusión de conducciones para la distribución de resina en la estructura moldeada. Se dan a conocer ejemplos para el mismo en los documentos EP 1 310 351 B1, WO 2006/058540 A1, WO 2006/058541 A1 y WO 2007/038930 A1.
El documento EP 1 310 351 B1 describe un molde para palas de rotor de turbina eólica que comprende una parte de molde inferior, una parte de molde superior, y un macho. Para formar una pala de rotor laminada, se depositan capas de refuerzo de fibra en la parte de molde inferior y el macho se pone encima de las capas. Las secciones de capa que sobresalen por el molde inferior se enrollan entonces alrededor del macho de modo que se solapan en el centro del macho y entonces la parte de molde superior se ajusta encima de estas capas. Cuando se forma el borde anterior de la pila de capas, se integra una tubería de flujo en la pila de capas de refuerzo de fibra de modo que permite distribuir resina a las capas. Esta tubería de flujo será parte de la pala de rotor de turbina eólica laminada después de curar la resina.
El documento WO 2006/058540 A1 describe un método de infusión a vacío por medio de una membrana semipermeable. En este método, se aplica un molde con una cavidad de molde, en el que se coloca una inserción de fibra que comprende una pluralidad de capas de fibra y una capa de distribución. La capa de distribución permite una mayor velocidad de flujo para un polímero líquido que las capas de fibra. Canales de entrada están ubicados encima de la inserción de fibra. El polímero líquido se dirige por medio de los canales de entrada hasta la capa de distribución después de que el molde se haya cerrado mediante el uso de una bolsa de vacío.
El documento WO 2006/058541 A1 describe un método y un aparato para producir piezas moldeadas de material compuesto de fibra por medio de infusión a vacío. En el método, se aplica un molde con una cavidad de molde, una pluralidad de canales de entrada que comunican con la cavidad de molde, y una fuente de polímero con polímero líquido. Una pluralidad de canales de vacío comunica con la cavidad de molde y una fuente de vacío. Se inserta material de fibra en la cavidad de molde antes del proceso de llenado de dicho molde, y en la que se genera una presión reducida en los canales de vacío y por tanto en la cavidad de molde con el resultado de que se extrae polímero líquido de la fuente de polímero por medio de los canales de entrada hacia la cavidad de molde. Uno o más de los canales de entrada pueden comunicar también con la fuente de vacío y/o uno o más de los canales de vacío pueden comunicar también con una fuente de polímero.
El documento WO 2007/038930 A1 describe un método para producir un producto reforzado con fibra En el método, una o más capas de fibras de refuerzo se colocan en la cavidad de un molde. Las capas se cubren con un elemento de distribución de resina sobre el que se colocan varias entradas de resina que están formadas por tuberías. El elemento de distribución de resina puede retirarse después de producir el material laminado. Alternativamente, el elemento de distribución de resina y las entradas pueden seguir siendo parte del material laminado. Si el sistema de distribución de resina, es decir las tuberías de entrada y/o la capa de distribución de resina, permanece en la estructura laminada, se añade al peso sin proporcionar un beneficio estructural sustancial. Por otro lado, si la capa de distribución de resina se retira de la estructura laminada, este es un proceso elaborado puesto que la capa de distribución se proporciona sobre una fracción grande del área superficial de la estructura acabada.
El documento EP 0 785 062 A2 describe un aparato según el preámbulo de la reivindicación 1 y un método de moldeo de plásticos. Este documento describe un molde que comprende un molde inferior con surcos que están separados de un borde anterior y con surcos que están separados de un borde posterior del artículo de moldeo. Cuando el molde se cierra usando una parte de molde superior están presentes huecos diminutos entre la parte de molde superior y la parte de molde inferior a través de los que la resina puede fluir antes de que se fuerce en las bandas de tela de las capas de fibra.
Los documentos WO 00/41866 A1 y US 2008/0044506 A1 describen partes de molde para formar estructuras de material compuesto reforzadas con fibra. Las partes de molde están equipadas con surcos en tales superficies sobre las que se disponen las capas de fibra. En el documento US 2008/0044506 A1, están presentes un canal de entrada y un canal de salida a través de los que la resina puede conducirse hasta los surcos en la superficie del molde y puede llevarse la resina en exceso lejos del molde, respectivamente.
Por tanto, es un primer objetivo de la presente invención proporcionar medios ventajosos para producir estructuras laminadas reforzadas con fibra. Es un segundo objetivo de la presente invención proporcionar un método ventajoso para el moldeo por transferencia de resina asistido por vacío de una estructura laminada reforzada con fibra.
El primer objetivo se resuelve mediante un molde para moldeo por transferencia de resina asistido por vacío de una estructura laminada reforzada con fibra según la reivindicación 1. El segundo objetivo se resuelve mediante un método para moldeo por transferencia de resina asistido por vacío según la reivindicación 9. Las reivindicaciones dependientes contienen desarrollos adicionales de la invención.
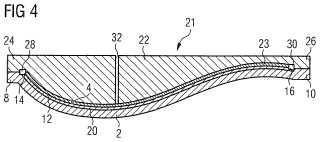
En el molde inventivo, el conducto de flujo está ubicado fuera del volumen real de la estructura laminada reforzada con fibra acabada pero es parte del volumen que se evacuará. Cuando se forma la estructura laminada reforzada con fibra, el conducto de flujo se mantiene libre de cualquier cantidad de material hasta que comienza la inyección de resina. Por tanto, cuando se comienza la inyección de la resina, la resina puede discurrir libremente a través del conducto de flujo desde un orificio de entrada a través del que está conectado el conducto de flujo a un depósito de resina. A medida que el conducto de flujo se llena con resina, comienza el proceso más lento de resina que fluye hacia los materiales de fibra y macho de la estructura laminada. Una vez que se ha curado la resina y se ha retirado el molde, puede retirarse la resina excedente, que es el resto de la resina en el conducto de flujo, mediante medios mecánicos. Usando un conducto de flujo que es parte del molde en vez de de la estructura moldeada, pueden reducirse el tiempo de disposición para la pila de capas, el peso, los costes y la complejidad de la estructura laminada.
Los conductos de flujo primero y segundo permiten introducir resina desde el borde anterior, así como desde el borde posterior en los materiales de fibra y macho de la pila de capas en el molde. El uso de los conductos de flujo primero y segundo permite reducir el tiempo de infusión que hace posible el uso de resinas de solidificación más baratas y más rápidas. El frente de flujo es entonces esencialmente una combinación de más o menos dos líneas rectas, paralelas al borde anterior y al borde posterior, respectivamente. En combinación con los bordes anterior y posterior no paralelos, esto garantiza que los frentes de flujo coalezcan de manera sistemática y controlada, minimizando de este modo el riesgo de aire atrapado.
La estructura laminada con la forma alargada puede, en particular, ser una pala de rotor de turbina eólica laminada.
En una primera implementación del molde inventivo, la segunda parte de molde es también estructuralmente estable. Esto ayuda a evitar arrugas en la estructura laminada acabada. Además, en esta implementación un primer entrante puede formarse en la primera parte de molde mientras que un segundo entrante se forma en la segunda parte de molde. El primer entrante y el segundo entrante están ubicados entonces de tal manera en las partes de molde primera y segunda respectivas que partes de sus lados abiertos están alineadas entre sí cuando el molde está cerrado.... [Seguir leyendo]
Reivindicaciones:
1. Molde (1, 21, 101) para el moldeo por transferencia de resina asistido por vacío de una estructura laminada reforzada con fibra, que comprende:
- al menos una primera parte (2, 102) de molde y una segunda parte (6, 22, 142) de molde, definiendo la primera parte (2, 102) de molde una impresión negativa de la estructura laminada, que es estructuralmente estable y que forma un soporte para capas (12, 112) de refuerzo de fibra de la estructura laminada, y la segunda parte (6, 22, 142) de molde que puede conectarse a la primera parte (2, 102) de molde para cerrar el molde y que define junto con la primera parte (2, 102) de molde un espacio encerrado que puede evacuarse; en el que
- al menos un conducto (14, 16, 28, 30, 114, 148, 150) de flujo para guiar un polímero líquido, conducto (14, 16, 28, 30, 114, 148, 150) de flujo que se forma como un entrante (14, 16, 114) en la primera parte (2, 102) de molde y/o un entrante (28, 30, 148, 150) en la segunda parte (22, 142) de molde que se abre hacia el espacio encerrado y se extiende a lo largo de una sección de la periferia de la primera parte (2, 102) de molde y/o la segunda parte (22, 142) de molde,
caracterizado porque
el entrante en la primera parte (2, 102) de molde y/o el entrante en la segunda parte (22, 142) de molde están ubicado (s) directamente adyacente (s) a y se abre (n) hacia la zona de la parte de molde respectiva que define la impresión negativa de la estructura laminada.
2. Molde (1, 21, 102) según la reivindicación 1, caracterizado porque -la primera parte (2, 102) de molde define la impresión negativa de una estructura laminada que tiene una
forma alargada con un borde anterior y un borde posterior;
- un primer conducto (14, 28, 114) de flujo está presente en la primera parte (2, 102) de molde y/o en la segunda parte (22, 142) de molde en una ubicación en la que va a formarse el borde anterior; y -un segundo conducto (16, 30, 150) de flujo está presente en la primera parte (2, 102) de molde y/o en la
segunda parte (22, 142) de molde en una ubicación en la que va a formarse el borde posterior.
3. Molde (1, 21, 101) según la reivindicación 2, caracterizado porque la primera parte (2, 102) de molde define la impresión negativa de una pala de rotor de turbina eólica
laminada;
4. Molde (21, 101) según cualquiera de las reivindicaciones anteriores, caracterizado porque la segunda parte (22, 142) de molde es una parte de molde estructuralmente estable.
5. Molde (21, 101) según la reivindicación 4, caracterizado porque -un primer entrante (14, 16, 114) se forma en la primera parte (2, 102) de molde; -un segundo entrante (28, 30, 148) se forma en la segunda parte (22, 142) de molde; y -el primer entrante (14, 16, 114) y el segundo entrante (28, 30, 148) están ubicados de tal manera en las
partes de molde primera y segunda respectivas que partes de sus lados abiertos están alineadas entre sí cuando el molde (2, 102) está cerrado.
6. Molde (101) según la reivindicación 4 o la reivindicación 5, caracterizado porque
- la segunda parte (142) de molde también define una impresión negativa de la estructura laminada;
- al menos un macho (134, 136) de molde está presente cuyas dimensiones exteriores son menores que las dimensiones interiores de las partes (102, 142) de molde primera y segunda.
7. Molde (101) según la reivindicación 6, caracterizado porque el macho (134, 136) de molde está rodeado por un elemento inflable.
8. Molde (1) según cualquiera de las reivindicaciones 1 a 3, caracterizado porque -el al menos un conducto de flujo se forma como un entrante (14, 16) en la primera parte (2) de molde; y -la segunda parte de molde es una bolsa (6) de vacío.
9. Método para el moldeo por transferencia de resina asistido por vacío de una estructura laminada reforzada con fibra que usa un molde según la reivindicación 1 a 8,
caracterizado porque
el al menos un conducto (14, 16, 28, 30, 114, 148, 150) de flujo se mantiene libre de cualquier cantidad de material hasta que se inyecta la resina mediante medios de inyección y porque la resina discurre por el al menos un conducto (14, 16, 28, 30, 114, 148, 150) de flujo desde un orificio de entrada hasta el extremo distante del molde.
10. Método según la reivindicación 9,
caracterizado porque
el molde comprende al menos dos conductos de flujo y un depósito de resina está conectado a los al menos dos conductos (14, 16, 28, 30, 114, 148, 150) de flujo de tal manera que se inyecta simultáneamente la resina en los al menos dos conductos (14, 16, 28, 30, 114, 148, 150) de flujo.
11. Método según la reivindicación 9 ó 10, caracterizado porque las partes (2, 6, 22, 102, 142) de molde se retiran cuando la resina se ha solidificado y la resina excedente
en el al menos un conducto (14, 16, 28, 30, 114, 148, 150) de flujo se retira mediante medios mecánicos.
Patentes similares o relacionadas:
Método y molde para la fabricación de piezas de material compuesto, del 15 de Abril de 2020, de AIRBUS OPERATIONS, S.L: Método para la fabricación de piezas de material compuesto, en el que al menos una primera pieza de material compuesto se une a una segunda […]
Proceso para la fabricación de productos de material compuesto empleando un molde con cojinetes, del 19 de Febrero de 2020, de AUTOMOBILI LAMBORGHINI S.P.A.: Proceso para la fabricación de productos elaborados de materiales compuestos, caracterizado por comprender las siguientes fases operativas: - la disposición de uno […]
Método y dispositivo para la fabricación de plástico reforzado con fibra, del 19 de Febrero de 2020, de TORAY INDUSTRIES, INC.: Un método de producción para un plástico reforzado con fibra, en el que una preforma hecha de un sustrato de fibra de refuerzo y que tiene una forma tridimensional y […]
Molde elaborado de un material compuesto y proceso para su fabricación, del 12 de Febrero de 2020, de AUTOMOBILI LAMBORGHINI S.P.A.: Molde para la fabricación de productos elaborado de materiales compuestos, en donde el molde comprende al menos una porción funcional (24, […]
 Componente compuesto de fibra, del 29 de Enero de 2020, de Sogefi HD Suspensions Germany GmbH: Un componente compuesto de fibra con al menos una sección de resorte y al menos una estructura de transferencia de fuerza , en el que el material compuesto de fibra […]
Componente compuesto de fibra, del 29 de Enero de 2020, de Sogefi HD Suspensions Germany GmbH: Un componente compuesto de fibra con al menos una sección de resorte y al menos una estructura de transferencia de fuerza , en el que el material compuesto de fibra […]
Procedimiento de fabricación de una cuaderna circundante de abertura para un fuselaje de aeronave, y cuaderna, del 1 de Enero de 2020, de AIRBUS OPERATIONS, S.L: Procedimiento de fabricación de una cuaderna circundante de abertura para un fuselaje de aeronave, comprendiendo el procedimiento las etapas de: […]
Procedimiento en molde abierto para un material compuesto de matriz de poliamida semicristalina reforzada con fibras, a partir de una composición precursora reactiva de prepolímero, del 1 de Enero de 2020, de ARKEMA FRANCE: Procedimiento de fabricación de un material compuesto termoplástico en molde abierto, comprendiendo dicho material fibras de refuerzo y una matriz […]
Método para la producción de un marco con forma de anillo, del 11 de Diciembre de 2019, de Conseil et Technique: Un método para fabricar un marco en forma de anillo hecho de material compuesto, que comprende al menos los siguientes pasos: - deslizar al menos […]