METODOS DE FABRICACION DE UNA UNIDAD DE CAMISA EXTERIOR.
Método para fabricar una unidad de camisa exterior (10) provista de una camisa exterior cilíndrica (3) que tiene un eje central (O) y que aloja un mecanismo que genera una fuerza amortiguadora y un soporte de articulación (7) que está montado sobre la camisa exterior (3) para conectar una articulación,
en el que una base (31) de la camisa exterior (3) está formada utilizando un proceso de cierre,
caracterizado por el hecho de que después de formar la base (31), es soldado el extremo inferior del soporte de articulación (7) a la camisa exterior (3) utilizando un método de soldadura hacia abajo vertical para soldar un extremo inferior (7f) del soporte de articulación (7) a la camisa exterior (3), comprendiendo dicho método de soldadura:
disponer una antorcha (61) de una unidad de soldadura por arco cerca de una posición de soldadura del soporte de articulación (7) y un lado de la camisa exterior (3), y soldar el soporte de articulación (7) a la camisa exterior (3) mediante el giro de la unidad de camisa exterior (10) alrededor del eje central (O) dispuesto en un plano sensiblemente horizontal de modo que se eleva la posición de la camisa exterior (3) de cara a la antorcha (61)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/JP01/11456.
Solicitante: KAYABA INDUSTRY CO., LTD..
Nacionalidad solicitante: Japón.
Dirección: WORLD TRADE CENTER BLDG, 2-4-1, HAMAMATSU-CHO,MINATO-KU, TOKYO 105-6190.
Inventor/es: HATAKEYAMA,TOSHIHIKO,C/O KAYABA INDUSTRY CO.,LTD, ARIURA,YOSHIO,C/O KAYABA INDUSTRY CO.,LTD, OWAKI,SINJI,C/O KAYABA INDUSTRY CO.,LTD, KAWABE,YASUHIDE,C/O KAYABA INDUSTRY CO.,LTD.
Fecha de Publicación: .
Fecha Concesión Europea: 14 de Julio de 2010.
Clasificación Internacional de Patentes:
- B21D17/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 17/00 Operaciones que permiten efectuar ranuras individuales en las chapas o en los objetos tubulares o huecos. › por prensado.
- B21D41/04B
- B21K1/12 B21 […] › B21K FABRICACION DE ARTICULOS METÁLICOS FORJADOS O PRENSADOS, p. ej. HERRADURAS, REMACHES, BULONES O RUEDAS (fabricación de artículos especiales por trabajo de las hojas metálicas sin arranque sustancial de material B21D; Trabajo de alambre B21F; fabricación de alfileres, agujas o clavos B21G; fabricación de artículos especiales por laminado B21H; máquinas de forjar, prensar, martillar en general B21J; fabricación de cadenas B21L; chapado B23K). › B21K 1/00 Fabricación de elementos de máquinas. › de sección de forma particular.
- B21K21/12 B21K […] › B21K 21/00 Fabricación de artículos huecos, no comprendida en uno solo de los grupos B21K 1/00 - B21K 19/00 (principalmente a partir de chapas o de tubos con paredes delgadas de espesor uniforme B21D, p. ej. B21D 41/00, B21D 51/00). › Formación de las extremidades de artículos huecos.
- B23K31/02 B […] › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 31/00 Procedimientos derivados de la presente subclase, especialmente adaptados a objetos o a fines particulares, pero no cubiertos por uno solo de los grupos principales B23K 1/00 - B23K 28/00 (fabricación de tubos o de perfiles que comportan operaciones distintas a las de soldadura sin fusión o soldadura B21C 37/04, B21C 37/08). › relativos a la soldadura sin fusión o la soldadura (en la fabricación de circuitos impresos H05K 3/34).
- B60G13/00 B […] › B60 VEHICULOS EN GENERAL. › B60G SUSPENSION DE VEHICULOS (vehículos de colchón de aire B60V; montajes entre el chasis y el cuerpo del vehículo B62D 24/00). › Suspensiones elásticas caracterizadas por la disposición, el emplazamiento o el tipo de amortiguadores de vibraciones (regulación del efecto de amortiguado B60G 17/06; amortiguadores de vibración en sí F16F).
- B60G13/00B4B
- B60G15/06D1
- B60G15/07 B60G […] › B60G 15/00 Suspensiones elásticas caracterizadas por la disposición, el emplazamiento o el tipo de combinación de resortes y de amortiguadores de vibraciones, p. ej. del tipo telescópico (combinaciones de muelles y de amortiguadores de vibraciones, en sí F16F). › estando conectado el amortiguador al soporte portamanguetas y estando dispuesto el muelle alrededor del amortiguador.
- F16F9/32B5
Clasificación PCT:
- B21D41/02 B21D […] › B21D 41/00 Utilización de procedimientos que permitan modificar el diámetro de los extremos de los tubos (B21D 39/00 tiene prioridad). › Ensanchamiento.
- B21D41/04 B21D 41/00 […] › Estrechamiento; Cierre.
- B23K9/00 B23K […] › Soldadura o corte por arco voltaico (soldadura eléctrica por escoria B23K 25/00; transformadores de soldadura H01F; generadores de soldadura H02K).
- B60G13/06 B60G […] › B60G 13/00 Suspensiones elásticas caracterizadas por la disposición, el emplazamiento o el tipo de amortiguadores de vibraciones (regulación del efecto de amortiguado B60G 17/06; amortiguadores de vibración en sí F16F). › del tipo "de fluido".
- B60G15/06 B60G 15/00 […] › y un amortiguador de fluido.
- F16F9/32 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16F RESORTES; AMORTIGUADORES; MEDIOS PARA AMORTIGUAR LAS VIBRACIONES. › F16F 9/00 Resortes, amortiguadores de vibraciones, amortiguadores de choques o amortiguadores de movimiento de estructura similar que utilizan un fluido o un medio equivalente como agente de amortiguamiento (F16F 5/00 tiene prioridad; uniones de válvulas a cuerpos elásticos inflables B60C 29/00; accesorios de maniobra para puertas que emplean un sistema de frenado por fluido E05F). › Partes constitutivas.
Clasificación antigua:
- B23K9/00 B23K […] › Soldadura o corte por arco voltaico (soldadura eléctrica por escoria B23K 25/00; transformadores de soldadura H01F; generadores de soldadura H02K).
- B60G13/06 B60G 13/00 […] › del tipo "de fluido".
- B60G15/06 B60G 15/00 […] › y un amortiguador de fluido.
- F16F9/32 F16F 9/00 […] › Partes constitutivas.
Fragmento de la descripción:
Métodos de fabricación de una unidad de camisa exterior.
Esta invención se refiere a una estructura y a un método de fabricación de una unidad de camisa exterior provista de una camisa exterior cilíndrica que aloja un mecanismo generador de fuerza amortiguadora y un soporte de articulación montado en dicha camisa exterior de acuerdo con el preámbulo de las reivindicaciones 1 y 7 (ver por ejemplo JP 5/131 233A).
Antecedentes de la invención
Además de su función original de generar una fuerza amortiguadora, amortiguadores del tipo columna en el sistema de suspensión de un vehículo juegan también un papel como elemento estructural que posiciona las ruedas de un vehículo a modo de un componente en el elemento de suspensión.
La figura 16 muestra un ejemplo de la técnica anterior de un amortiguador de tipo columna 1. El lado exterior de este amortiguador 1 está provisto de una unidad de camisa exterior 10 que almacena un mecanismo generador de fuerza amortiguadora. La unidad de camisa exterior 10 está provista de una camisa exterior cilíndrica 3, una guía para muelle 6 montada por soldadura sobre la camisa exterior 3 y que soporta un muelle de suspensión y un soporte de articulación 7 montado por soldadura sobre la camisa exterior 3 y conectado a una articulación.
El soporte de articulación 7 es fijado por soldadura después de un encaje a presión sobre la camisa exterior 3. Los extremos superior e inferior 7e, 7f del tipo de una sola placa de soporte de articulación 7 están respectivamente fijados a la camisa exterior 3 por soldadura.
Juntas 32, 37 están formadas mediante un proceso mecánico en ambos extremos de la camisa exterior 3. En el extremo superior de la junta 32 está montada una guía de vástago 9. Una tapa inferior 17 está montada en el extremo inferior de la junta 37. La sección periférica exterior de la tapa inferior 17 está soldada al extremo inferior de la camisa exterior 3 junto con el extremo inferior 7f del soporte de articulación 7 y la base de la camisa exterior 3 está sellada.
Tal como se muestra en la figuras 17(a) y (b), la camisa exterior 3 gira alrededor del eje central sensiblemente perpendicular O cuando se suelda el extremo superior 7e del soporte de articulación 7 a la camisa exterior 3. Se emplea Una técnica de soldadura plana en el que la antorcha 61 de la unidad de soldadura por arco está orientada hacia abajo hacia la esquina entre la cara periférica exterior 3a de la camisa exterior 3 y el extremo superior 7e del soporte de articulación 7. La forma de la sección soldada tiene la forma de una soldadura por recubrimiento con una soldadura de cordón parcial.
Tal como se muestra en las figuras 18(a) y (b), cuando se suelda el extremo inferior 7f del soporte de articulación 7 y la tapa inferior 17 a través de toda la periferia de la camisa exterior 3, la camisa exterior 3 gira alrededor del eje central O que está inclinado a través de un ángulo de 60 grados con respecto al plano horizontal. Una técnica de soldadura plana se emplea en el que la antorcha 61 de la unidad de soldadura por arco está orientada hacia abajo hacia la esquina entre el extremo inferior 3b de la camisa exterior 3, el extremo inferior 7f del soporte de articulación 7 y la tapa inferior 17. La forma de la sección soldada presenta una forma específica que comprende una llama característica, una soldadura por recubrimiento y una soldadura de cordón parcial. Por consiguiente, se requiere técnicas de soldadura altamente precisas y un tiempo de soldadura considerable.
Tal como se muestra en las figuras 18(b), (c), el extremo inferior 6a de la guía del muelle 6 está soldado de forma simultánea en tres posiciones a la cara periférica exterior 3a de la camisa exterior 3. La forma de esta sección soldada tiene la forma de una soldadura por recubrimiento.
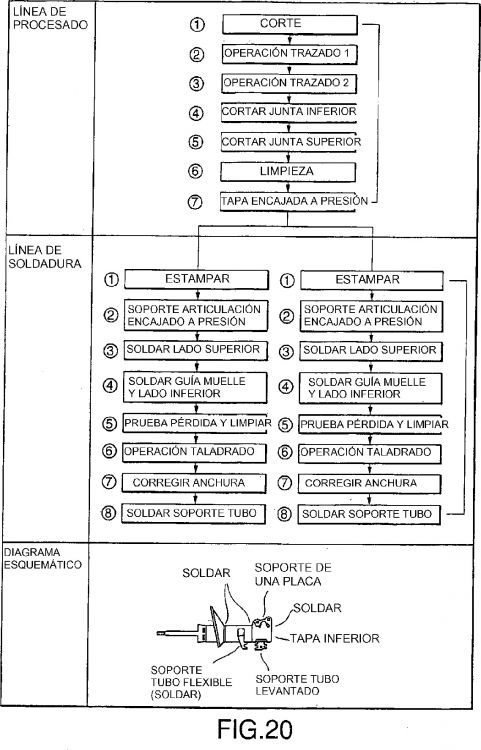
El proceso en la línea de montaje de la camisa exterior 3 comprende las etapas 1, 2, 3, 4, 5, 6, 7 tal como se muestra en las figuras 19 y 20.
1. Un elemento tubular se corta a través para formar una pieza de trabajo 41 que comprende un cilindro circular recto.
2. Una operación de trazado se realiza a lo largo de la pieza de trabajo 41 para formar una sección de radio estrecho 38.
3. Una operación de trazado se realiza en el extremo inferior de la pieza de trabajo 41 para formar una sección de radio estrecho 39.
4. Una operación de corte se realiza en la periferia interior del extremo inferior de la pieza de trabajo 41 para formar una junta 37.
5. Una operación de corte se realiza en la periferia interior del extremo superior de la pieza de trabajo 41 para formar una junta 32. Una guía de vástago 9 se acopla a la junta 32 en una etapa separada.
6. La pieza de trabajo 41 se limpia con una operación de lavado.
7. La tapa inferior 17 se ajusta a presión a la junta 37 de la pieza de trabajo 41 y se fija con una operación de taponado.
Las etapas anteriores se realizan todas ellas de forma automatizada en una sola línea de fabricación.
La línea de soldadura para una unidad de camisa exterior 10 comprende las etapas 2, 3, 4, 5, 6, 7 tal como se muestra en la figura 20.
1. Un número de signo de identificación del componente se estampa en la pieza de trabajo 41.
2. El soporte de articulación 7 se encaja por presión a la camisa exterior 3.
3. El extremo superior 7e del soporte de articulación 7 se suelda a la camisa exterior 3.
4. El extremo inferior 7f del soporte de articulación 7 y el extremo inferior 6a de la guía de muelle 6 están soldados al mismo tiempo a la camisa exterior 3. El extremo superior 7e del soporte de articulación 7 y el extremo inferior 6a de la guía de muelle 6 son soldadas al mismo tiempo a la camisa exterior 3.
5. Un ensayo de pérdidas se realiza para confirmar que las características de estanqueidad de la base de la camisa exterior 3 y la pieza de trabajo 41 se limpia como anteriormente.
6. Una operación de taladrado se realiza en cada agujero para tornillos 7c, 7d en el soporte de articulación 7.
7. La anchura entre respectivos salientes 7b y el soporte de articulación 7 es corregida.
8. Un soporte para un tubo flexible es soldado a la camisa exterior 3.
Las etapas anteriores se realizan todas de ellas de forma automática en dos líneas de producción.
Objeto de la invención
Sin embargo, el método de fabricación de la técnica anterior para una unidad de camisa exterior requiere tiempo para soldar la guía de muelle 6 y el soporte de articulación 7 en la línea de soldadura a la camisa exterior 3. Por consiguiente, es necesario proporcionar dos líneas de soldadura frente a una sola línea de procesado para mantener la productividad.
En particular, debido al hecho de que se requiere resistencia del material así como las características de estanqueidad en la sección soldada en la que el extremo inferior 7f del soporte de articulación 7 y la tapa inferior 17 son soldadas a través de toda la periferia de la camisa exterior 3, es difícil incrementar la velocidad de las operaciones de soldadura y por consiguiente el tiempo de ciclo en la línea de soldadura se incrementa.
Es por lo tanto un objeto de esta invención proporcionar un método de fabricación altamente productivo para una unidad de camisa exterior.
Es otro objeto de esta invención proporcionar una unidad de camisa exterior que muestra una alta productividad.
Descripción de la invención
Los métodos de fabricación de acuerdo con la presente invención se definen en las reivindicaciones 1 y 7.
Esta invención incrementa la productividad al reducir el número de operaciones de corte en una junta y el número de procesos para el montaje de la tapa inferior al formar una base utilizando un proceso de cierre.
Ya que las características de estanqueidad de la base de la camisa exterior se mantienen cuando se utiliza un proceso de cierre, es posible incrementar la productividad debido al hecho de que no se requiere cerrar la base por soldadura.
Ya que el extremo inferior de la camisa exterior está diseñado con una forma cónica por el proceso de cierre, es posible realizar una operación de encaje a presión suave del soporte de articulación en la camisa exterior. Por consiguiente, la reducción en el número de operaciones de diseño aplicadas a la camisa exterior mejora la productividad.
Reivindicaciones:
1. Método para fabricar una unidad de camisa exterior (10) provista de una camisa exterior cilíndrica (3) que tiene un eje central (O) y que aloja un mecanismo que genera una fuerza amortiguadora y un soporte de articulación (7) que está montado sobre la camisa exterior (3) para conectar una articulación, en el que una base (31) de la camisa exterior (3) está formada utilizando un proceso de cierre,
caracterizado por el hecho de que después de formar la base (31), es soldado el extremo inferior del soporte de articulación (7) a la camisa exterior (3) utilizando un método de soldadura hacia abajo vertical para soldar un extremo inferior (7f) del soporte de articulación (7) a la camisa exterior (3), comprendiendo dicho método de soldadura:
disponer una antorcha (61) de una unidad de soldadura por arco cerca de una posición de soldadura del soporte de articulación (7) y un lado de la camisa exterior (3), y soldar el soporte de articulación (7) a la camisa exterior (3) mediante el giro de la unidad de camisa exterior (10) alrededor del eje central (O) dispuesto en un plano sensiblemente horizontal de modo que se eleva la posición de la camisa exterior (3) de cara a la antorcha (61).
2. Método para fabricar una unidad de camisa exterior (10) tal como se define en la reivindicación 1, caracterizado por el hecho de que un plano horizontal que incluye el eje central (O) de la camisa exterior (3) es tomado para que sea un plano horizontal de referencia (X), un punto el que una línea extendida desde la antorcha (61) intersecciona con la unidad de camisa exterior (10) es tomado para que sea un punto de soldadura (W), y el punto de soldadura (W) está desplazado para estar sobre el plano horizontal de referencia (X) o para estar por encima del plano horizontal de referencia (X) mediante un desplazamiento vertical (Lx).
3. Método para fabricar una unidad de camisa exterior (10) tal como se define en la reivindicación 2, caracterizado por el hecho de que un plano vertical que incluye el eje central (O) de la camisa exterior (3) es tomado para que sea un plano vertical de referencia (Y), el punto de soldadura (W) está desplazado para estar por encima del plano vertical de referencia (Y) por un desplazamiento horizontal (Ly), y siendo el desplazamiento vertical (Lx) más pequeño que el desplazamiento horizontal (Ly).
4. Método para fabricar una unidad de camisa exterior (10) tal como se define en la reivindicación 1, caracterizado por el hecho de que un plano horizontal que incluye el eje central (O) de la camisa exterior (3) es tomado para que sea un plano horizontal de referencia (X), la antorcha (61) tiene un ángulo de antorcha (?x) inclinado hacia arriba respecto al plano horizontal de referencia (X), y estando el ángulo de la antorcha (?x) situado en un rango de 0-30 grados.
5. Método para fabricar una unidad de camisa exterior (10) tal como se define en cualquiera de las reivindicaciones 1 a 4, caracterizado por el hecho de que el soporte de articulación (7) es un soporte de articulación con doble placa cilíndrica.
6. Método para fabricar una unidad de camisa exterior (10) tal como se define en cualquiera de las reivindicaciones 1 a 4, caracterizado por las etapas de:
montar una guía de muelle (6) sobre la camisa exterior (3) para soportar un muelle de suspensión,
formar un escalón (35) mediante un proceso de formación de ampollas a lo largo de la camisa exterior (3),
montar la guía de muelle (6) por encaje a presión sobre el escalón (35).
7. Método para fabricar una unidad de camisa exterior (10) provista de una camisa exterior cilíndrica (3) que tiene un eje central (O) y que aloja un mecanismo que genera una fuerza amortiguadora y un soporte de articulación (7) que está montado sobre la camisa exterior (3) para conectar una articulación, comprendiendo el método las etapas de:
proporcionar una línea de procesado para la camisa exterior (3) para conformar la camisa exterior (3) a partir de un elemento tubular (41) utilizando un proceso mecánico, y caracterizado por las siguientes etapas:
proporcionar una línea de soldadura para la unidad de camisa exterior (10) para montar el soporte de articulación (7) sobre la camisa exterior (3), en el que en la línea de procesado se conforma una base (31) de la camisa exterior (3) utilizando un proceso de cierre, y
después de conformar la base (31), en la línea de soldadura, el extremo inferior del soporte de articulación (7) es soldado a la camisa exterior (3) utilizando un método de soldadura hacia abajo vertical para soldar un extremo inferior (7f) del soporte de articulación (7) a la camisa exterior (3), comprendiendo dicho método de soldadura:
disponer una antorcha (61) de una unidad de soldadura por arco cerca de una posición de soldadura del soporte de articulación (7) y un lado de la camisa exterior (3), y
soldar el soporte de articulación (7) a la camisa exterior (3) mediante el giro de la unidad de camisa exterior (10) alrededor del eje central (O) dispuesto en un plano sensiblemente horizontal de modo que se eleva la posición de la camisa exterior (3) orientada hacia la antorcha (61), en el que un tiempo de ciclo para conformar una camisa exterior en la línea de procesado es sensiblemente igual al tiempo de ciclo para soldar una unidad de camisa exterior en la línea de soldadura.
Patentes similares o relacionadas:
Inserción hidrosoluble para unir tuberías, método de fabricación de una inserción hidrosoluble y método para unir tuberías, del 29 de Julio de 2020, de Imi Tami Institute For Research And Development Ltd: Inserción hidrosoluble para uso para unir tuberías hechas de un material que comprende una sal seleccionada del grupo que consiste en KCl, NaCl, y sus mezclas […]
Pieza estampada en caliente que tiene una junta soldada y método de fabricación para la pieza estampada en caliente, del 10 de Junio de 2020, de NIPPON STEEL CORPORATION: Un método de producción de una pieza estampada en caliente que tiene una junta soldada según la reivindicación, comprendiendo el método: una etapa de calentamiento […]
SISTEMA Y PROCEDIMIENTO DE FABRICACIÓN DE SUBCONJUNTOS DE CARROCERÍA O CARROCERÍAS, del 4 de Junio de 2020, de REMOLQUES Y VOLQUETES S.L.: Sistema de fabricación de subconjuntos de carrocerías o carrocerías, estando conformado el subconjunto de carrocería o carrocería por un piso y/o laterales […]
Barrena para suelo y método de fabricación, del 27 de Mayo de 2020, de SENTEK PTY LTD: Un método para conformar una barrena que se puede utilizar para crear una abertura en el terreno, que incluye: conformar mediante torneado de metal […]
Rejilla de conjunto de combustible nuclear con resistencia a altas temperaturas, resistente a la corrosión, y con tolerancia a accidentes, del 6 de Mayo de 2020, de WESTINGHOUSE ELECTRIC COMPANY LLC: Un conjunto de combustible para un reactor nuclear que comprende: un conjunto paralelo y espaciado de una pluralidad de barras de combustible nuclear alargadas […]
Equipo de soldadura para la soldadura de los carriles de una vía férrea, del 11 de Marzo de 2020, de Plasser & Theurer Export von Bahnbaumaschinen GmbH: Equipo de soldadura para la soldadura de carriles de una vía férrea, con dos unidades de soldadura que se pueden mover la una respecto a la […]
Conjunto superabrasivo soldado con unión de soldadura metálica activa con capa de alivio de tensión; procedimiento de fabricación de tal conjunto, del 19 de Febrero de 2020, de DIAMOND INNOVATIONS, INC.: Un conjunto superabrasivo soldado , que comprende: una capa superabrasiva ; una capa de alivio de tensión acoplada a la capa superabrasiva […]
Tambor para un secador y método de fabricación de un tambor para un secador de aglomerado, del 12 de Febrero de 2020, de MARINI S.P.A.: Método de fabricación de un tambor para un secador para el secado de materiales en forma de aglomerados, donde el método proporciona: - […]