Métodos y dispositivos para la fabricación de tubos orientados biaxialmente y el tubo en sí.
Un método para producir un tubo (10) orientado biaxialmente de material termoplástico,
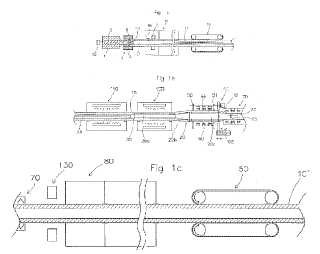
en el que un tubo encondición de preforma es extruido de material termoplástico utilizando un extrusionador, que está provisto conun cabezal de troquel extrusionador que tiene un miembro de troquel interior, formando el miembro de troquelinterior una luz del conducto en el tubo en condición de preforma, en el que el tubo en condición de preforma essometido a un acondicionamiento de temperatura, de manera que se obtiene un tubo atemperado en condiciónde preforma que tiene una temperatura de orientación que es adecuada para el material termoplástico, y en elque se utiliza un dispositivo de expansión, comprendiendo dicho dispositivo de expansión:
- una parte de expansión no deformable (20b, 200b), que tiene un diámetro gradualmente creciente hasta undiámetro máximo en un extremo curso abajo de la misma, cuya parte de expansión está contactada por el tuboy ejerce una fuerza de expansión sobre el tubo para llevar a cabo una expansión del tubo atemperado encondición de preforma en dirección circunferencial,
- una parte de entrada (20a, 200a), que está localizada curso arriba de la parte de expansión, teniendo endicha parte de entrada un extremo saliente curso arriba,
en el que el método comprende embutir el tubo atemperado sobre el dispositivo de expansión utilizando undispositivo de estiramiento, que está dispuesto curso abajo del dispositivo de expansión y actúa sobre el tubo,de tal manera que dicho tubo es transformado desde un tubo en condición de preforma en un tubo orientadobiaxialmente con material termoplástico que está orientado en dirección axial y en dirección circunferencial deltubo, en el que dicho tubo orientado biaxialmente es refrigerado,
en el que se utiliza un dispositivo de expansión que tiene uno o más conductos de suministro de gas, teniendodichos uno o más conductos de suministro de fluido un orificio en la superficie exterior de la parte de entraday/o la parte de expansión del dispositivo de expansión, y en el que un gas es introducido y forma un volumende gas entre el dispositivo de expansión y el tubo, en el que
se utiliza un dispositivo de expansión con una parte de entrada que está provista con un miembro deestanqueidad, que está acoplado de forma de estanqueidad por el tubo en condición de preforma, estandodispuesto dicho miembro de estanqueidad a una distancia curso arriba de la parte de expansión y que tiene undiámetro que es mayor que la parte de entrada curso abajo del miembro de estanqueidad, formando elmiembro de estanqueidad una obturación efectiva que previene que el gas llegue a la luz del conducto del tubocurso arriba del miembro de estanqueidad,
estando caracterizado el método por el hecho de que
uno o más conductos de descarga de gas (27b, 250, 260) están formados en el dispositivo de expansión,dichos uno o más conductos de descarga tienen uno o más orificios de entrada en la superficie exterior de laparte de expansión del dispositivo de expansión, estando un orificio de entrada abierto o cerrado oparcialmente cerrado en función de si el orificio de entrada está o no cubierto y cerrado por el tubo o de quéporción del orificio de entrada está cerrada por el tubo, proporcionando el conducto de descarga de gas el aliviode presión de gas desde el volumen de fluido cuando uno o más orificios de entrada correspondientes están almenos parcialmente abiertos, controlando de esta manera la expansión del tubo causada por presión internadel gas.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/NL2010/050687.
Solicitante: HOPPMANN INTERNATIONAL B.V.
Nacionalidad solicitante: Países Bajos.
Dirección: 25, Granaatstraat 7554 TN Hengelo PAISES BAJOS.
Inventor/es: VISSCHER, JAN, JANSEN KLOMP,HENDRIK JAN CAREL, BOSCH,JAN-MARK.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C55/26 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 55/00 Conformación por estirado, p. ej. estirado a través de una matriz; Aparatos a este efecto (B29C 61/08 tiene prioridad). › Estirado biaxial.
PDF original: ES-2450941_T3.pdf
Fragmento de la descripción:
Métodos y dispositivos para la fabricación de tubos orientados biaxialmente y el tubo en sí.
La presente invención se refiere a métodos y dispositivos para la fabricación de tubos orientados biaxialmente de material termoplástico.
La invención se refiere, en general, al objetivo de establecer procesos de producción e instalaciones de producción que permiten producir tubos orientados biaxialmente de material termoplástico, teniendo los tubos orientados una uniformidad deseada de las dimensiones finales de los tubos orientados así como buenas propiedades de resistencia, por ejemplo cuando se considera la producción de tuberías rígidas, por ejemplo tuberías de presión para el transporte de agua o gas.
Cuando se producen tubos orientados biaxialmente de material termoplástico, por ejemplo tuberías de cloruro de polivinilo, se ha demostrado que es difícil producir tubos con dimensiones finales uniformes. Tal uniformidad es deseable, por ejemplo, cuando se interconectan elementos de tubos orientados biaxialmente, por ejemplo tuberías de presión, por ejemplo para el transporte de agua, de son interconectados a tope, por ejemplo a través de conexiones de casquillo.
El primer aspecto de la invención se refiere a un método para producir un tubo orientado biaxialmente de material termoplástico, en el que un tubo en condición de preforma es extruido de material termoplástico utilizando un extrusionador, que está provisto con un cabezal de troquel extrusionador que tiene un miembro de troquel interior, formando el miembro de troquel interior una luz en el conducto del tubo en condición de preforma, en el que el tubo en condición de preforma es sometido a un acondicionamiento de temperatura, de manera que se obtiene un tubo atemperado en condición de preforma que tiene una temperatura de orientación que es adecuada para el material termoplástico, y en el que se utiliza un dispositivo de expansión, comprendiendo dicho dispositivo de expansión:
-una parte de expansión no deformable, que tiene un diámetro gradualmente creciente hasta un diámetro
máximo en un extremo curso abajo de la misma, cuya parte de expansión está contactada por el tubo y
ejerce una fuerza de expansión sobre el tubo para llevar a cabo una expansión del tubo atemperado en condición de preforma en dirección circunferencial,
-una parte de entrada, que está localizada curso arriba de la parte de expansión, teniendo dicha parte de
entrada un extremo saliente curso arriba.
El método comprende embutir el tubo atemperado sobre el dispositivo de expansión utilizando un dispositivo de estiramiento, que está dispuesto curso abajo del dispositivo de expansión y actúa sobre el tubo, de tal manera que dicho tubo es transformado desde un tubo en condición de preforma en un tubo orientado biaxialmente con material termoplástico que está orientado en dirección axial y en dirección circunferencial del tubo. El tubo orientado biaxialmente es refrigerado.
En este método del primer aspecto de la invención se utiliza un dispositivo de expansión que tiene uno o más conductos de suministro de fluido. El uno o más conductos de suministro de fluido tienen un orificio en la superficie exterior de la parte de entrada y/o la parte de expansión del dispositivo de expansión, y un fluido es introducido entre el dispositivo de expansión y el tubo. US6214283 muestra un método de este tipo y la instalación correspondiente.
En el documento EP 823 873 se describe un método para la producción de tubos orientados biaxialmente. Se utiliza un mandril rígido que tiene una parte de expansión así como una parte de entrada curso arriba de la parte de expansión e integral con ella. Espaciado curso arriba desde el extremo saliente de la parte de entrada está retenido un miembro de cierre sobre la barra de anclaje para definir una cámara en la luz del conducto del tubo en condición de preforma. Un fluido, por ejemplo agua caliente, es alimentado bajo presión entre el tubo y el dispositivo de mandril a través de uno o más conductos que se forman en el mandril y que tienen un orificio en la superficie exterior del mandril. Este líquido fluye entonces en dirección contraria a la dirección de movimiento del tubo hacia la cámara curso arriba del extremo saliente del dispositivo de expansión y entonces se descarga a través de uno o más conductos de descarga en la barra de anclaje.
En el documento EP 823 873 se propone también proveer el mandril con una parte de salida curso abajo de la parte de expansión. Se crea una película de líquido frío entre el tubo y esta parte de salida, puesto que uno o más conductos de alimentación y descarga para dicho líquido frío están formados en el mandril. En particular, se propone provocar que el líquido frío en dicha película fluya opuesto al movimiento del tubo, tal como desde una abertura de alimentación curso abajo en la superficie exterior de la parte de salida hacia una abertura de descarga curso arriba en la superficie exterior de la parte de salida.
En el documento EP 823 873, el tubo está fabricado para acoplarse de forma de estanqueidad con el mandril en o cerca de la transición entre la parte de expansión y la parte de salida con el fin de evitar que el líquido frío alcance la parte de expansión.
En el documento EP 1 159 122 se describe un método para la producción de tubos orientados biaxialmente. Se utiliza un mandril rígido que tiene una parte de expansión así como una parte de salida curso arriba de la parte de expansión e integral con ella. La parte de entrada tiene un diámetro uniforme sobre su longitud. Se forma una película de líquido entre la parte de expansión y el tubo. El líquido es suministrado en el extremo curso abajo de la parte de expansión y fluye en contra del movimiento del tubo hacia una o más salidas dispuestas en la parte de entrada del dispositivo de expansión. Se muestra que el tubo en condición de preforma se acopla de forma de estanqueidad sobre el extremo saliente de la parte de entrada, puesto que el diámetro interior de la preforma es menor que el diámetro de la parte de entrada.
El primer aspecto de la invención pretende proporcionar medidas que permitan mejoras sobre la técnica anterior o al menos proporcionen una alternativa útil.
Otro objetivo del primer aspecto de la invención es proporcionar medidas que permitan una atemperación interna adecuada del tubo en condición de preforma, posiblemente utilizando líquido en circulación dentro de la luz del conducto, por ejemplo en combinación con calefacción y/o refrigeración sobre el lado exterior del tubo en condición de preforma.
Otro objetivo del primer aspecto de la invención es proporcionar medidas que permitan una atemperación interna adecuada del tubo en condición de preforma, posiblemente utilizando líquido en circulación dentro de la luz del conducto así como introduciendo un fluido, por ejemplo un líquido o un gas, entre el dispositivo de expansión, por ejemplo la parte de expansión del mismo, y el tubo, siendo realizadas la introducción de fluido y la atemperación interna independientes una de la otra.
Otro objetivo del primer aspecto de la invención es proporcionar un método que permita uniformidad mejorada del tubo, en particular con respecto al espesor de pared y a la forma de la sección transversal tanto en dirección circunferencial como también sobre la longitud del tubo.
Otro objetivo del primer aspecto de la invención es proporcionar un método, en el que no se transporta ningún 30 líquido frío a través de la barra de anclaje hasta el dispositivo de expansión.
Otro objetivo del primer aspecto de la invención es proporcionar un método que permite un procedimiento de puesta en marcha fácil y fiable.
Otro objetivo del primer aspecto de la invención es proporcionar un método que permite un diámetro máximo incrementado de la parte de expansión así como orientación significativa en dirección circunferencial del tubo. Esto permite producir tubos orientados biaxialmente de diámetro grande sin que deban aplicarse fuerzas de tracción indebidas al tubo y sin un procedimiento de puesta en marcha problemático.
Con el fin de conseguir uno o más de los objetivos anteriores, el primer aspecto de la invención proporciona un método de acuerdo con la reivindicación 1 y un instalación de acuerdo con la reivindicación 11. Con preferencia, el miembro de estanqueidad está dispuesto en el extremo saliente de la parte de entrada.
El miembro de estanqueidad se puede ver como una porción engrosada de la parte de entrada comparado con la 45 porción de la parte de entrada curso abajo del miembro de estanqueidad.
El... [Seguir leyendo]
Reivindicaciones:
1. Un método para producir un tubo (10) orientado biaxialmente de material termoplástico, en el que un tubo en condición de preforma es extruido de material termoplástico utilizando un extrusionador, que está provisto con un cabezal de troquel extrusionador que tiene un miembro de troquel interior, formando el miembro de troquel interior una luz del conducto en el tubo en condición de preforma, en el que el tubo en condición de preforma es sometido a un acondicionamiento de temperatura, de manera que se obtiene un tubo atemperado en condición de preforma que tiene una temperatura de orientación que es adecuada para el material termoplástico, y en el que se utiliza un dispositivo de expansión, comprendiendo dicho dispositivo de expansión:
-una parte de expansión no deformable (20b, 200b) , que tiene un diámetro gradualmente creciente hasta un diámetro máximo en un extremo curso abajo de la misma, cuya parte de expansión está contactada por el tubo y ejerce una fuerza de expansión sobre el tubo para llevar a cabo una expansión del tubo atemperado en condición de preforma en dirección circunferencial,
-una parte de entrada (20a, 200a) , que está localizada curso arriba de la parte de expansión, teniendo en dicha parte de entrada un extremo saliente curso arriba, en el que el método comprende embutir el tubo atemperado sobre el dispositivo de expansión utilizando un dispositivo de estiramiento, que está dispuesto curso abajo del dispositivo de expansión y actúa sobre el tubo, de tal manera que dicho tubo es transformado desde un tubo en condición de preforma en un tubo orientado biaxialmente con material termoplástico que está orientado en dirección axial y en dirección circunferencial del tubo, en el que dicho tubo orientado biaxialmente es refrigerado,
en el que se utiliza un dispositivo de expansión que tiene uno o más conductos de suministro de gas, teniendo dichos uno o más conductos de suministro de fluido un orificio en la superficie exterior de la parte de entrada y/o la parte de expansión del dispositivo de expansión, y en el que un gas es introducido y forma un volumen de gas entre el dispositivo de expansión y el tubo, en el que se utiliza un dispositivo de expansión con una parte de entrada que está provista con un miembro de estanqueidad, que está acoplado de forma de estanqueidad por el tubo en condición de preforma, estando dispuesto dicho miembro de estanqueidad a una distancia curso arriba de la parte de expansión y que tiene un diámetro que es mayor que la parte de entrada curso abajo del miembro de estanqueidad, formando el miembro de estanqueidad una obturación efectiva que previene que el gas llegue a la luz del conducto del tubo curso arriba del miembro de estanqueidad,
estando caracterizado el método por el hecho de que uno o más conductos de descarga de gas (27b, 250, 260) están formados en el dispositivo de expansión, dichos uno o más conductos de descarga tienen uno o más orificios de entrada en la superficie exterior de la parte de expansión del dispositivo de expansión, estando un orificio de entrada abierto o cerrado o parcialmente cerrado en función de si el orificio de entrada está o no cubierto y cerrado por el tubo o de qué porción del orificio de entrada está cerrada por el tubo, proporcionando el conducto de descarga de gas el alivio de presión de gas desde el volumen de fluido cuando uno o más orificios de entrada correspondientes están al menos parcialmente abiertos, controlando de esta manera la expansión del tubo causada por presión interna del gas.
2. Método de acuerdo con la reivindicación 1, caracterizado por el hecho de que se utilizan uno o más dispositivos 45 externos de intercambio de calor, que están adaptados y son accionados para ejercer una influencia sobre la temperatura del tubo en condición de preforma y, por lo tanto, sobre el acoplamiento de estanqueidad entre el tubo y el miembro de estanqueidad de la parte de entrada del dispositivo de expansión.
3. Método de acuerdo con una o más de las reivindicaciones precedentes, caracterizado por el hecho de que el gas suministrado a dicho volumen de gas que está limitado en un extremo por dicho contacto de estanqueidad entre el tubo en condición de preforma y el miembro de estanqueidad y en otro extremo por acoplamiento de estanqueidad entre el tubo y al menos una porción curso abajo de la parte de expansión, por ejemplo cerca o en la transición a la parte de salida, siendo utilizada la presión del gas en dicho volumen de fluido para provocar expansión gradual del tubo ya antes de que el tubo contacte realmente con la parte de expansión.
4. Método de acuerdo con la reivindicación 3, caracterizado por el hecho de que múltiples orificios de entrada, cada uno de los cuales está asociado con un conducto de descarga correspondiente, están provistos en diferentes posiciones del diámetro en la superficie exterior de la parte de expansión, teniendo dichas posiciones diferentes del diámetro diferentes distancias radiales desde un eje longitudinal central de la parte de expansión, y en el que una o más válvulas operativas están asociadas con los conductos de descarga, de manera que un orificio de entrada seleccionado y un conducto de descarga asociado se pueden hacer efectivos para aliviar la presión del gas cuando el tubo no cubre o cierra totalmente dicho orificio de entrada, mientras que uno o más orificios de entrada no seleccionados y conductos de descarga asociados se hacen inefectivos, proporcionando de esta manera control sobre el diámetro interno del tubo a medida que se expande por la presión interna del
gas en el volumen de fluido antes de alcanzar la parte de expansión no deformable.
5. Método de acuerdo con una o más de las reivindicaciones precedentes, caracterizado por el hecho de que el miembro de estanqueidad es un miembro de estanqueidad anular montado sobre la sección de entrada, por ejemplo un miembro metálico, y en el que dicho miembro de estanqueidad incluye una superficie de entrada cónica para el tubo, incrementándose gradualmente en diámetro en dirección curso abajo.
6. Método de acuerdo con una o más de las reivindicaciones precedentes, caracterizado por el hecho de que se utiliza un dispositivo de expansión que tiene una parte de salida curso abajo de la parte de expansión.
7. Método de acuerdo con la reivindicación 6, caracterizado por el hecho de que se establece un segundo volumen de fluido entre la parte de salida del dispositivo de expansión y el tubo orientado, con preferencia entre una sección de diámetro reducido de la parte de salida y el tubo orientado, y en el que con preferencia el fluido suministrado a dicho segundo volumen de fluido es un gas presurizado, por ejemplo aire, posiblemente un gas caliente.
8. Método de acuerdo con la reivindicación 6 ó 7, caracterizado por el hecho de que la parte de salida tiene una sección de diámetro reducido que tiene un diámetro menor que el diámetro máximo de la parte de expansión,
y en el que al menos un miembro de anillo de diámetro exterior está dispuesto alrededor de dicha sección de 20 diámetro reducido,
y en el que el miembro de anillo de diámetro exterior está dispuesto de tal manera que el tubo orientado pasa a través del miembro de anillo, mientras está en contacto con dicho miembro de anillo, estando dimensionados el miembro de anillo de diámetro exterior y la sección de diámetro reducido de tal manera que se evita el gripado del tubo orientado entre la parte de salida y al menos un miembro de anillo de diámetro exterior, con preferencia estando espaciado el interior del tubo orientado radialmente desde la sección de diámetro reducido, con preferencia teniendo el dispositivo de expansión uno o más conductos de suministro de fluido con uno o más orificios en la sección de diámetro reducido, siendo suministrado un gas entre dicha sección de diámetro reducido y el tubo orientado para establecer un segundo volumen de fluido allí en medio,
y en el que se utiliza un primer dispositivo de refrigeración externa que está adaptado y accionado para refrigerar el tubo orientado externamente mientras pasa sobre la parte de salida.
9. Método de acuerdo con una o más de las reivindicaciones precedentes, caracterizado por el hecho de que están provistos uno o más sensores de temperatura en el dispositivo de expansión, con preferencia en o cerca del miembro de estanqueidad, que permiten medir la temperatura de la preforma en dicha región, por ejemplo estando acoplados dichos uno o más sensores al primer y/o segundo dispositivos externos de intercambio de calor que se utilizan para ejercer una influencia sobre el acoplamiento de estanqueidad de la preforma con el miembro de estanqueidad con el fin de ayudar en su funcionamiento adecuado.
10. Método de acuerdo con una o más de las reivindicaciones precedentes, caracterizado por el hecho de que la parte de expansión tiene una primera superficie cónica que se incrementa en diámetro en dirección curso abajo, adyacente en su extremo curso abajo a una superficie cilíndrica de un primer diámetro, adyacente en su extremo curso abajo a una segunda superficie de expansión cónica que se incrementa en diámetro en 45 dirección curso abajo, y en el que con preferencia el diámetro del miembro de estanqueidad sobre la parte de entrada es mayor que el primer diámetro de la parte de expansión.
11. Instalación para producir un tubo (10) orientado biaxialmente de material termoplástico, cuya instalación comprende:
-un extrusor con un cabezal de troquel de extrusión que tiene un miembro de troquel interior adaptado para extruir un tubo en condición de preforma de material termoplástico, formando el miembro del troquel interior una luz del conducto en el tubo, -uno o más dispositivos de atemperación para acondicionar la temperatura de la preforma, de manera 55 que se obtiene un tubo atemperado en condición de preforma que tiene una temperatura de orientación, que es adecuada para el material termoplástico, -un dispositivo de expansión curso abajo del extrusor, comprendiendo el dispositivo de expansión:
-una parte de expansión no deformable (20b, 200b) , que tiene un diámetro creciente hasta un
diámetro máximo en un extremo curso abajo de la misma, cuya parte de expansión está contactada por el tubo y ejerce una fuerza de expansión sobre el tubo para llevar a cabo una expansión del tubo atemperado en dirección circunferencial, -una parte de entrada (20a, 200a) , que está localizada curso arriba de la parte de expansión, teniendo dicha parte de entrada un extremo saliente curso arriba,
-uno o más conductos de suministro de fluido, teniendo dichos uno o más conductos de suministro de fluido un orificio en la superficie exterior de la parte de entrada y/o parte de expansión, de manera que se puede formar un volumen de fluido entre el dispositivo de expansión y el tubo,
-un dispositivo de estiramiento que está dispuesto curso abajo del dispositivo de expansión y está
adaptado para actuar sobre el tubo, de tal manera que dicho tubo es transformado desde un tubo en condición de preforma en un tubo orientado biaxialmente con material termoplástico que está orientado en dirección axial y en dirección circunferencial del tubo, -un dispositivo de refrigeración que está adaptado para refrigerar el tubo orientado biaxialmente, en el que la parte de entrada está provista con un miembro de estanqueidad que está adaptado para ser acoplado de forma de estanqueidad por el tubo en condición de preforma, estando dispuesto dicho miembro de estanqueidad a una distancia curso arriba de la parte de expansión del dispositivo de expansión y que tiene un diámetro que es mayor que la parte de entrada curso abajo del miembro de estanqueidad, formando de esta manera el miembro de estanqueidad una obturación efectiva que previene que el fluido alcance la luz del conducto del tubo en condición de preforma curso arriba del miembro de estanqueidad, estando dispuesto dicho miembro de estanqueidad con preferencia en el extremo saliente de la parte de entrada, caracterizado por el hecho de que uno o más conductos de descarga de gas (27b, 250, 260) están formados en el dispositivo de expansión, teniendo dichos uno o más conductos de descarga uno o más orificios de entrada en la superficie exterior de la parte de expansión del dispositivo de expansión, estando un orificio de entrada abierto o cerrado en función de si el orificio de entrada está o no cubierto y cerrado por el tubo, permitiendo el conducto de descarga de gas – en uso de la instalación-el alivio de la presión de gas desde el volumen de fluido cuando los uno o más orificios de entrada correspondientes están abiertos, reduciendo de esta manera la expansión del tubo provocada por presión interna del gas, continuando el alivio de la presión del gas hasta que los uno o más orificios de entrada correspondientes son cubiertos o cerrados de nuevo por el tubo.
12. Instalación de acuerdo con la reivindicación 11, caracterizada por el hecho de que la instalación comprende,
además, uno o más dispositivos externos de intercambio de calor, que están adaptados y son accionables para ejercer una influencia sobre la temperatura del tubo en condición de preforma y, por lo tanto, sobre el acoplamiento de estanqueidad entre el tubo y el miembro de estanqueidad de la parte de entrada del dispositivo de expansión.
13. Instalación de acuerdo con la reivindicación 11 o 12, caracterizada por el hecho de que múltiples orificios de entrada, cada uno de los cuales está asociado con un conducto de descarga correspondiente, están provistos en diferentes posiciones del diámetro en la superficie exterior de la parte de expansión, teniendo dichas posiciones diferentes del diámetro diferentes distancias radiales desde un eje longitudinal central de la parte de expansión, y en la que una o más válvulas operativas están asociadas con los conductos de descarga, de manera que –en uso de la instalación-un orificio de entrada seleccionado y un conducto de descarga asociado se pueden hacer efectivos para aliviar presión del gas cuando el tubo no cubre y cierra dicho orificio de entrada, mientras que uno o más orificios de entrada no seleccionados y conductos de descarga asociados se pueden hacer inefectivos, proporcionando de esta manera control sobre el diámetro interior del tubo a medida que se expande por la presión interna del gas en el volumen de fluido antes de alcanzar la parte de expansión 45 no deformable.
14. Instalación de acuerdo con una o más de las reivindicaciones 11 a 13, caracterizada por el hecho de que uno o más sensores de temperatura están provistos sobre el dispositivo de expansión, con preferencia en o cerca del miembro de estanqueidad, que permiten medir la temperatura de la preforma en dicha región, por ejemplo 50 estando acoplados dichos uno o más sensores con el primer y/o segundo dispositivos externos de intercambio de calor que se utilizan para ejercer una influencia sobre el acoplamiento de estanqueidad de la preforma con el miembro de estanqueidad con el fin de contribuir a asistir en su operación adecuada.
Patentes similares o relacionadas:
Un tubo para su utilización en un stent, del 19 de Febrero de 2020, de Arterius Limited: Un tubo para su utilización en un stent que comprende un material polimérico que tiene un espesor de pared de 75 a 150 micras, en donde opcionalmente el tubo […]
SISTEMA Y PROCEDIMIENTO PARA LA FABRICACIÓN DE ACCESORIOS Y CONEXIONES PARA TUBERIAS DE PLASTICO BIAXIALMENTE ORIENTADAS, del 7 de Noviembre de 2019, de MOLECOR TECNOLOGÍA, S. L: La presente invención da a conocer un sistema y a un procedimiento para la fabricación de accesorios y conexiones para tuberías de plástico biaxialmente […]
Equipo para la fabricación de perfiles tubulares molecularmente biorientados y método correspondiente, del 18 de Septiembre de 2019, de MOLECOR TECNOLOGÍA, S. L: El equipo se constituye a partir de un molde con elementos calefactores externos y con cabezales asimétricos en sus extremos, permitiendo introducir […]
Método para producir un tubo para su uso en la formación de un stent, del 21 de Marzo de 2018, de Arterius Limited: Un método para producir un tubo para su uso en la formación de un stent, dicho método comprendiendo: deformar un tubo de polímero termoplástico orientable en la fase sólida […]
 Tubo de poliamida multicapa para el envasado de alimentos, del 11 de Diciembre de 2013, de GUNZE LIMITED: Tubo a base de poliamida multicapa para el envasado de alimentos que comprende una capa (A), una capa (B) y una capa (C); presentando el tubo multicapa […]
Tubo de poliamida multicapa para el envasado de alimentos, del 11 de Diciembre de 2013, de GUNZE LIMITED: Tubo a base de poliamida multicapa para el envasado de alimentos que comprende una capa (A), una capa (B) y una capa (C); presentando el tubo multicapa […]
 Método para la conformación de un material de estructura reticular, instalación para su realización y material reticular resultante del método, del 15 de Marzo de 2013, de INTERMAS NETS, S.A.: Método para Ia conformación de un material de estructura reticular, instalación para su realización y material reticular resultante del método. Este método es de […]
Método para la conformación de un material de estructura reticular, instalación para su realización y material reticular resultante del método, del 15 de Marzo de 2013, de INTERMAS NETS, S.A.: Método para Ia conformación de un material de estructura reticular, instalación para su realización y material reticular resultante del método. Este método es de […]
 METODO PARA LA CONFORMACION DE UN MATERIAL DE ESTRUCTURA RETICULAR, INSTALACION PARA SU REALIZACION Y MATERIAL RETICULAR RESULTANTE DEL METODO, del 1 de Enero de 2008, de INTERMAS NETS, S.A.: Este método para la conformación de un material de estructura reticular, especialmente un método para la manipulación de una estructura reticular o de red que, compuesta […]
METODO PARA LA CONFORMACION DE UN MATERIAL DE ESTRUCTURA RETICULAR, INSTALACION PARA SU REALIZACION Y MATERIAL RETICULAR RESULTANTE DEL METODO, del 1 de Enero de 2008, de INTERMAS NETS, S.A.: Este método para la conformación de un material de estructura reticular, especialmente un método para la manipulación de una estructura reticular o de red que, compuesta […]
 PROCEDIMIENTO DE FABRICACION EN CONTINUO DE TUBOS EN MATERIAL PLASTICO CON ESTIRAMIENTO BIAXIAL Y LINEA DE FABRICACION PARA ESTE PROCEDIMIENTO, del 16 de Noviembre de 2007, de ALPHACAN: Procedimiento de fabricación en continuo de tubos en material plástico con estiramiento biaxial, según el cual se realiza un bosquejo (E) por […]
PROCEDIMIENTO DE FABRICACION EN CONTINUO DE TUBOS EN MATERIAL PLASTICO CON ESTIRAMIENTO BIAXIAL Y LINEA DE FABRICACION PARA ESTE PROCEDIMIENTO, del 16 de Noviembre de 2007, de ALPHACAN: Procedimiento de fabricación en continuo de tubos en material plástico con estiramiento biaxial, según el cual se realiza un bosquejo (E) por […]