Método y aparato para sellar bandejas.
Un sellador de bandejas de doble carril que comprende:
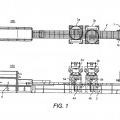
un par de transportadores alineados con unos respectivos carriles de alimentación de bandejas para transportar bandejas a una herramienta de termosellado (61);
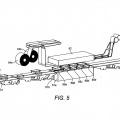
un par de mecanismos de transferencia (66) para transferir, cada uno, una pluralidad de bandejas juntas y a una separación predeterminada de los respectivos transportadores a la herramienta de termosellado, en donde la herramienta de termosellado (61) comprende una pluralidad de calentadores que pueden funcionar individualmente, cada uno alineado con una respectiva bandeja en la herramienta durante el uso; y
unos medios de control que pueden funcionar para determinar que una bandeja está ausente de un grupo de bandejas transferidas por un mecanismo de transferencia y no activar el calentador alineado con la posición de la bandeja ausente determinada en la herramienta.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/GB2011/051083.
Solicitante: ISHIDA EUROPE LIMITED.
Nacionalidad solicitante: Reino Unido.
Dirección: 11 Kettles Wood Drive Woodgate Business Park Birmingham B32 3DB REINO UNIDO.
Inventor/es: PAYNE,DAVID WILLIAM.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65B51/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 51/00 Dispositivos o procesos para soldar o fijar los pliegues o cierres de los paquetes, p. ej. sacos con el cuello cerrado por torsión. › Aplicación o producción de calor o de presión o los dos a la vez (B65B 51/09 tiene prioridad).
- B65B57/04 B65B […] › B65B 57/00 Dispositivos de control automático, de verificación, de alarma, o de seguridad (posicionado del material de envoltura o formando receptáculo alimentado a partir de bobinas B65B 41/18). › y cuyo funcionamiento manda o detiene la alimentación de ese material de esos receptáculos o paquetes.
- B65B59/00 B65B […] › Dispositivos para permitir a las máquinas manipular objetos de diferentes dimensiones, producir paquetes de diferentes tamaños, variar el contenido de los paquetes o dar acceso para la limpieza o el mantenimiento.
- B65B7/16 B65B […] › B65B 7/00 Cierre de los receptáculos o recipientes después del llenado. › Cierre de receptáculos o recipientes semirrígidos o rígidos, no deformados por el contenido o que no toman su forma, p. ej. cajas o cartones.
- B65B9/04 B65B […] › B65B 9/00 Encerrado sucesivo de objetos, de cantidades de materiales, p. ej. líquidos o semilíquidos, en bandas planas, plegadas o tubulares, hechas de hojas de materia flexible; División de los tubos flexibles llenados para formar paquetes. › teniendo una o las dos bandas bolsos para recibir los objetos o cantidades de materiales.
PDF original: ES-2487654_T3.pdf

Fragmento de la descripción:
Método y aparato para sellar bandejas
La Invención está relacionada con un aparato para sellar bandejas. Un tipo similar de aparato se describe en el documento EP 1574431A4. El término "bandeja" significa cualquier recipiente que tenga una abertura que mira hacia arriba en la que se va a termosellar una película.
En la industria alimenticia es común empaquetar artículos alimenticios en bandejas termoselladas y esto debe hacerse a alta velocidad en vista del alto rendimiento necesario, particularmente para fruta fresca. En un aparato convencional, las bandejas se alimentan a lo largo de un transportador, se llenan de artículos alimenticios y luego se suministran, típicamente en grupos, a un sellador de bandejas que tiene una herramienta de termosellado. La herramienta tiene una placa superior caliente que se lleva al acoplamiento con una película que se puede termosellar y con la orilla de cada bandeja para termosellar la película en las bandejas. Las bandejas se retiran entonces del sellador de bandejas.
Con el fin de aumentar el rendimiento, se sabe proporcionar un dispositivo de doble carril, un ejemplo es el QX-11 fabricado y vendido por Ishida Europe Limited de Birmmgham, Reino Unido. En este aparato, se proporciona un par de transportadores que definen eficazmente dos carriles de sellado de bandejas. Durante el uso, las bandejas son alimentadas a lo largo de cada carril por los transportadores hacia el sellador de bandejas con sincronismo. Los grupos de bandejas son transferidos entonces en paralelo por unos respectivos brazos de agarre al sellador de bandejas. La película se sella entonces simultáneamente en los dos grupos de bandejas y las bandejas se retiran entonces del sellador de bandejas. Como se apreciará, esto duplica eficazmente el rendimiento del dispositivo de un solo carril.
Ha surgido un problema, particularmente en la industria de empaquetado de alimentos frescos, en vista de la necesidad de poder responder muy rápidamente a órdenes para productos empaquetados de una variedad de tipos diferentes. De este modo, a una empresa de empaquetado se le puede pedir que empaquete una cantidad (es decir varias bandejas) de un producto alimenticio fresco y una cantidad de un producto alimenticio fresco diferente, esas cantidades son relativamente pequeñas de tal manera que la necesidad de un alto rendimiento tiene poca importancia. En la actualidad, una solución es utilizar un sellador de bandejas de doble carril por el que se equilibra la alimentación de bandejas a los respectivos carriles.
Específicamente, los dos carriles pueden equiparse para bandejas de tamaños diferentes pero las velocidades de los respectivos transportadores que proporcionan bandejas al elevador de la herramienta selladora están equilibradas en el sentido de que en funcionamiento normal ambos lados de la herramienta elevadora se llenan simultáneamente. De este modo, el sellador de bandejas puede funcionar continuamente con ambos carriles.
Para una máquina independiente de doble carril con un cierre de herramienta común, el cierre de herramienta se activará por la alimentación de bandejas a cada carril. En particular si el sellador de doble carril comprende un primer y un segundo carril A y B y el carril A está lleno y se aproxima la siguiente bandeja en el carril A, se tiene que completar el ciclo de máquina para poder aceptar la siguiente bandeja. Esto podría dejar el carril B con una bandeja ausente, por lo tanto tendrá que apagarse la última impresión.
En la técnica se conoce el cambio manual de la herramienta de corte de una impresión particular por medio de un interruptor mecánico cuando se detecta un fallo con la cuchilla (p.ej. se ha desafilado) o un calentador ha fallado y mientras tanto se debe evitar el empuje de bandejas en esa posición. Este interruptor manual no puede cambiarse cuando la máquina está en producción. Una bandeja nunca puede cargarse hacia la impresión que está apagada de modo que la máquina siempre carece subsiguientemente de una bandeja, lo que tiene como resultado una menor producción.
En un primer aspecto de la presente invención se proporciona un método para hacer funcionar un sellador de bandejas de doble carril que comprende un par de transportadores alineados con los respectivos carriles para transportar bandejas a una herramienta de termosellado; un par de mecanismos de transferencia, cada uno para transferir una pluralidad conocida de bandejas juntas y con una separación conocida desde los respectivos transportadores a la herramienta de termosellado; en donde la herramienta de termosellado comprende una pluralidad de calentadores que pueden funcionar individualmente, cada uno alineado con una respectiva bandeja en la herramienta durante el uso, el método comprende determinar que una bandeja está ausente de un grupo de bandejas transferidas por un mecanismo de transferencia y no activar el calentador alineado con la posición de la bandeja ausente en la herramienta.
En una realización, el no activar el calentador alineado con la posición de la bandeja ausente determinada en la herramienta comprende no mover el calentador durante el sellado de bandeja.
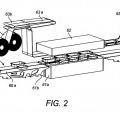
En otra realización el sellador de bandejas de doble carril comprende además un aparato de suministro de película para suministrar unas respectivas películas que se pueden termosellar a la herramienta de sellado, cada una alineada con cada carril de alimentación de bandejas; un par de miembros inferiores de soporte, cada uno alineado con uno respectivo de los transportadores y a los que se puede transferir una o más bandejas, y una placa superior
común o un par de placas superiores que tienen los calentadores alineados respectivamente durante el uso con cada bandeja en los miembros inferiores de soporte; unos medios para mover selectivamente los miembros inferiores de soporte hacia la respectiva placa superior para llevar la bandeja o las bandejas en ese miembro inferior de soporte hasta el contacto con la correspondiente película; en donde el no activar el calentador alineado con la posición de bandeja ausente determinada en la herramienta comprende no mover ese calentador hacia la película cuando un respectivo miembro inferior de soporte se mueve hacia la placa superior.
En otra realización, el no activar el calentador alineado con la posición de la bandeja ausente determinada en la herramienta comprende no proporcionar calor al calentador, preferiblemente no suministrando energía al calentador.
Preferiblemente dichos medios de control comprenden un sensor de bandeja que puede funcionar para detectar que una bandeja está ausente en el transportador. En una realización, el sensor comprende un circuito de fotodetector que puede funcionar para detectar el bloqueo de un rayo de luz por una bandeja transportada por dicho transportador. En otra realización, dicho sensor comprende un sensor de peso configurado para detectar una bandeja cuando se cruza un umbral de peso correspondiente al peso de una bandeja conocida. En una realización dicho sensor es configurable de tal manera que se puede configurar para detectar bandejas de dimensiones y/o masa diferentes.
En una realización adicional, dichos medios de control pueden funcionar para determinar que una pluralidad de bandejas está ausente y no activar los calentadores alineados con las posiciones de la pluralidad determinada de bandejas ausentes en la herramienta.
En un aspecto adicional de la presente invención se proporciona un sellador de bandejas de doble carril que comprende un par de transportadores alineados con los respectivos carriles para transportar bandejas a una herramienta de termosellado, un par de mecanismos de transferencia, cada uno para transferir una pluralidad conocida de bandejas juntas y con una separación conocida desde los respectivos transportadores a la herramienta de termosellado, en donde la herramienta de termosellado comprende una pluralidad de calentadores que pueden funcionar Individualmente, cada uno alineado con una respectiva bandeja en la herramienta durante el uso, y unos medios de control que pueden funcionar para determinar que una bandeja está ausente de un grupo de bandejas transferidas por un mecanismo de transferencia y no activar el calentador alineado con la posición de la bandeja ausente determinada en la herramienta.
En una realización, la etapa de no activar el calentador alineado con la posición de la bandeja ausente determinada en la herramienta comprende no mover el calentador durante el sellado de bandeja.
En otra realización el sellador de bandejas de doble carril comprende además un aparato de suministro de película para suministrar unas respectivas películas que se pueden termosellar a la herramienta de sellado, cada una alineada con cada carril de... [Seguir leyendo]
Reivindicaciones:
1. Un sellador de bandejas de doble carril que comprende:
un par de transportadores alineados con unos respectivos carriles de alimentación de bandejas para transportar bandejas a una herramienta de termosellado (61);
un par de mecanismos de transferencia (66) para transferir, cada uno, una pluralidad de bandejas juntas y a una separación predeterminada de los respectivos transportadores a la herramienta de termosellado, en donde la herramienta de termosellado (61) comprende una pluralidad de calentadores que pueden funcionar individualmente, cada uno alineado con una respectiva bandeja en la herramienta durante el uso; y
unos medios de control que pueden funcionar para determinar que una bandeja está ausente de un grupo de bandejas transferidas por un mecanismo de transferencia y no activar el calentador alineado con la posición de la bandeja ausente determinada en la herramienta.
2. Un sellador de bandejas de doble carril según la reivindicación 1, en donde el no activar el calentador alineado con la posición de la bandeja ausente determinada en la herramienta (61) comprende no mover el calentador durante el sellado de bandeja.
3. Un sellador de bandejas de doble carril según la reivindicación 2 que comprende además:
un aparato (63, 64) de suministro de película para suministrar las respectivas películas que se pueden termosellar a la herramienta de sellado, cada una alineada con cada carril de alimentación de bandeja;
un par de miembros inferiores de soporte, cada uno alineado con uno respectivo de los transportadores y a los que se puede transferir una o más bandejas, y una placa superior común (62) o un par de placas superiores que tienen los calentadores alineados respectivamente durante el uso con cada bandeja en los miembros inferiores de soporte;
unos medios para mover selectivamente los miembros inferiores de soporte hacia la respectiva placa superior (62) para llevar la bandeja o las bandejas en ese miembro inferior de soporte hasta el contacto con la correspondiente
película;
en donde el no activar el calentador alineado con la posición de bandeja ausente determinada en la herramienta comprende no mover ese calentador hacia la película cuando un respectivo miembro inferior de soporte se mueve hacia la placa superior.
4. Un sellador de bandejas de doble carril según cualquier reivindicación precedente, en donde el no activar el calentador alineado con la posición de la bandeja ausente determinada en la herramienta (61) comprende no proporcionar calor al calentador, preferiblemente no suministrando energía al calentador.
5. Un sellador de bandejas de doble carril según cualquier reivindicación precedente, en donde dichos medios de control comprenden un sensor (3) de bandeja que puede funcionar para detectar que una bandeja está ausente en el transportador, en donde opcionalmente;
dicho sensor (3) comprende un circuito de fotodetector que puede funcionar para detectar el bloqueo de un rayo de luz por una bandeja transportada por dicho transportador, o;
dicho sensor (3) comprende un sensor de peso configurado para detectar una bandeja cuando se cruza un umbral de peso correspondiente al peso de una bandeja conocida.
6. Un sellador de bandejas de doble carril según la reivindicación 5, en donde dicho sensor (3) es configurable de tal manera que se pueda configurar para detectar bandejas de dimensiones y/o masa diferentes.
7. Un sellador de bandejas de doble carril según cualquiera de las reivindicaciones 1 a 6, en donde dichos medios de control pueden funcionar para determinar que una pluralidad de bandejas está ausente y no activar los calentadores alineados con las posiciones de la pluralidad determinada de bandejas ausentes en la herramienta (61).
8. Un método para hacer funcionar un sellador de bandejas de doble carril que comprende un par de transportadores alineados con unos respectivos carriles para transportar bandejas a una herramienta de termosellado (61), un par de mecanismos de transferencia, cada uno para transferir una pluralidad conocida de bandejas juntas y con una separación conocida desde los respectivos transportadores a la herramienta de termosellado (61), en donde la herramienta de termosellado comprende una pluralidad de calentadores que pueden funcionar individualmente, cada uno alineado con una respectiva bandeja en la herramienta durante el uso, el método comprende:
determinar que una bandeja está ausente de un grupo de bandejas transferidas por un mecanismo de transferencia;
y
no activar el calentador alineado con la posición de la bandeja ausente determinada en la herramienta.
9. Un método según la reivindicación 8, en donde el no activar el calentador alineado con la posición de la bandeja ausente determinada en la herramienta (61) comprende no mover el calentador durante el sellado de bandeja.
1. Un método según la reivindicación 9, en donde dicho sellador de bandejas de doble carril comprende además:
un aparato (63, 64) de suministro de película para suministrar las respectivas películas que se pueden termosellar a la herramienta de sellado, cada una alineada con cada carril de alimentación de bandeja;
un par de miembros inferiores de soporte, cada uno alineado con uno respectivo de los transportadores y a los que se puede transferir una o más bandejas, y un par de placas superiores que tienen los calentadores alineados respectivamente durante el uso con cada bandeja en los miembros inferiores de soporte;
unos medios para mover selectivamente los miembros inferiores de soporte (61a, 61b) hacia la placa superior para llevar la bandeja o las bandejas en ese miembro inferior de soporte hasta el contacto con la correspondiente película; y
en donde el no activar el calentador alineado con la posición de la bandeja ausente determinada en la herramienta comprende no mover el calentador hacia la película cuando un respectivo miembro inferior de soporte se mueve hacia la placa superior.
11. El método según cualquiera de las reivindicaciones 8 a 1, en donde el no activar el calentador alineado con la posición de la bandeja ausente determinada en la herramienta (61) comprende no proporcionar calor al calentador, preferiblemente no suministrando energía al calentador.
12. Un método según cualquiera de las reivindicaciones 8 a 11, en donde dicha determinación se realiza utilizando uno o más sensores (3) dispuestos para detectar la ausencia de una bandeja de por lo menos uno de los carriles de transportador, en donde opcionalmente;
dicha determinación se realiza con un sensor (3) que comprende un circuito de fotodetector que puede funcionar para detectar el bloqueo de un rayo de luz por una bandeja transportada por dicho transportador, o;
dicha determinación se realiza con un sensor que comprende un sensor de peso configurado para detectar una bandeja cuando se cruza un umbral de peso correspondiente al peso de una bandeja conocida.
13. Un método según la reivindicación 12, en donde dicha determinación se realiza con un sensor (3) que es configurable de tal manera que pueda configurarse para detectar bandejas de dimensiones y/o masa diferentes.
14. Un método según la reivindicación 12 o reivindicación 13, en donde dicha determinación comprende determinar que una pluralidad de bandejas está ausente y dicha no activación comprende no activar los calentadores alineados con las posiciones de la pluralidad determinada de bandejas ausentes en la herramienta (61).
Patentes similares o relacionadas:
Procedimiento de fabricación de cápsula, del 22 de Abril de 2020, de Melchior Material and Life Science: Procedimiento de fabricación de cápsula, caracterizado por que comprende las etapas siguientes: a) una etapa de preparación que comprende la preparación de un primer […]
Máquina de envasado por embutición profunda, del 15 de Abril de 2020, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina de envasado por embutición profunda que comprende: una estación de conformado con una herramienta conformadora para formar concavidades en […]
Útil de moldeo con coquilla de molde dividida, del 15 de Abril de 2020, de GEA Food Solutions Germany GmbH (100.0%): Útil de embutición profunda para una máquina envasadora destinada a fabricar un cuenco de envasado por embutición profunda de una banda de película , […]
Máquina de envasado por embutición profunda, del 15 de Abril de 2020, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina de envasado por embutición profunda que comprende: una estación de conformado con una herramienta conformadora para formar concavidades en una […]
Control de etiquetado de peso para envases, del 1 de Abril de 2020, de MULTIVAC Marking & Inspection GmbH & Co. KG: Instalación de envasado , que comprende una estación de sellado para el envasado de un producto con al menos una hoja continua , en donde […]
Máquina de envasado por embutición profunda y procedimiento para moldear una banda de lámina en elementos de cartón, del 11 de Marzo de 2020, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina de envasado por embutición profunda con una estación de moldeo , que comprende al menos una pieza inferior de herramienta de moldeo , […]
Máquina cerradora de bandejas, del 1 de Enero de 2020, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina cerradora de bandejas con una estación de sellado , que comprende una parte superior de herramienta , un marco de apriete […]
Reducción del volumen de la cámara por adaptación de la profundidad de embutición en la estación de sellado por medio de una junta inflable, del 1 de Enero de 2020, de GEA Food Solutions Germany GmbH (100.0%): Máquina de envasado con una estación de sellado y/o un dispositivo de corte , con la que se producen envases para productos a envasar, presentando […]