Método y sistema para la eliminación de perforación externa en el corte nc de piezas.
Un método de cortar una pieza (800) en al menos dos piezas (810,
815, 820, 825, 830, 835, 840, 845, 850), el método comprende los pasos de:
identificar al menos una primera pieza (815, 830, 840) y una segunda pieza (820, 835, 845) cada una mediante perfil respectivo en la pieza;
mover una herramienta de corte (125) para cortar la pieza a lo largo de un primer perfil correspondiente a la primera pieza (815, 830, 840) para crear un primera pieza (815, 830, 840) a partir de la pieza;
mientras se crea la primera pieza (815, 830, 840), crear una desviación, en la que dicha desviación crea una primera oportunidad asociada en la pieza (800) para cortar más la pieza (800) con la herramienta de corte sin una perforación adicional en la pieza;
después de crear la primera oportunidad (817, 832, 842), mover la herramienta de corte más a lo largo del límite del primer perfil y luego crear una desviación, en la que dicha desviación crea una segunda oportunidad asociada (819, 834, 844) en la pieza, siendo la segunda oportunidad (819, 834, 844) diferente de la primera (817, 832, 842);
después de crear la primera pieza (815, 830, 840), mover la herramienta de corte a lo largo del límite del primer perfil hasta la primera oportunidad (817, 832, 842);
mover la herramienta de corte para cortar la pieza desde la primera oportunidad (817, 832, 842) a un segundo perfil correspondiente a la segunda pieza (820, 835, 845), y mover la herramienta de corte para cortar la pieza a lo largo del segundo perfil para crear la segunda pieza (820, 835, 845) a partir de la pieza (800).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08105174.
Solicitante: FAGAN, MATTHEW.
Nacionalidad solicitante: Australia.
Dirección: 95 Canterbury Road, Middle Park Melbourne, Victoria 3206 AUSTRALIA.
Inventor/es: FAGAN,MATTHEW.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K10/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › Soldadura o corte mediante un plasma.
- B23K26/10 B23K […] › B23K 26/00 Trabajo por rayos láser, p. ej. soldadura, corte o taladrado. › con un soporte fijo.
- B23K26/38 B23K 26/00 […] › mediante escariado o corte.
- B23K7/10 B23K […] › B23K 7/00 Corte, quitado de defectos superficiales o despulido, por el calentamiento a la llama. › Dispositivos auxiliares, p. ej. para guiar o soportar el soplete (medios de guiado aplicables a otras máquinas para el trabajo de metales B23Q).
PDF original: ES-2486294_T3.pdf
Fragmento de la descripción:
CAMPO DE LA INVENCIÓN
[0001] Esta solicitud está relacionada con el campo del corte de piezas a partir de láminas o chapas y más específicamente con los métodos, las máquinas y un medio legible por ordenador para mejorar el corte de piezas creando oportunidades de posicionamiento o corte para cortar entre piezas adyacentes y eliminar de forma eficiente los restos de ellas.
ANTECEDENTES DE LA INVENCIÓN
[0002] Las tecnologías de corte de metal convencionales son bien conocidas en la técnica. Por ejemplo, la tecnología de corte oxiacetilénico se viene utilizando desde principios del siglo XX, en la cual una mezcla de los gases oxígeno y acetileno se dirige en un chorro para atravesar la chapa de acero quemándola. Dirigido mediante sopletes a alta presión, el estrecho chorro de gas caliente quema realmente el material puesto que el hierro se quema fácilmente a las elevadas temperaturas utilizadas y con el gas combustible aportado. Esta ha sido la forma tradicional y rápida de cortar hierro y acero durante más de cien años. La tecnología de corte oxiacetilénico puede cortar acero de hasta un pie de espesor en las formas deseadas y específicas. La tecnología de corte por plasma es una tecnología de corte relativamente nueva, alrededor de 1970, para cortar acero, estructuras metálicas de acero y aluminio en la que se utiliza un chorro de gas ionizado caliente para soportar un arco eléctrico que quema y funde el material. Esta tecnología es hasta diez veces más rápida que un soplete de oxiacetileno, sin embargo está limitada a metales de espesor inferior a seis pulgadas y, normalmente, inferior a dos pulgadas.
[0003] La tecnología de corte por Plasma de Alta Definición es una mejora de la tecnología de corte por plasma con sopletes desarrollados para cortar material laminado de hasta quizá media pulgada. Esta tecnología produce cortes más precisos y estrechos en dicho material más delgado. La tecnología de corte LASER es contemporánea al plasma. En la tecnología de corte LASER, un haz de láser altamente concentrado es dirigido hacia el material y lo quema o lo funde. En algunos casos, el láser puede tener asistencia de gas. La tecnología de corte LASER tiene ventajas sobre el resto de tecnologías ya que requiere mucha menos potencia, corta con mucha más precisión, tiene una anchura de corte mínima y puede cortar una amplia gama de materiales metálicos y no metálicos, incluidos el acero, el aluminio, la madera, el plástico, etc.
[0004] US 6.359.251 B1 describe un método en el que un sistema de arco de plasma está integrado en un único controlador para controlar el suministro de energía del sistema de arco de plasma.
[0005] La tecnología de chorro de agua es otra tecnología de corte desarrollada en los años 1970, que utiliza componentes abrasivos en un chorro de agua a alta velocidad muy estrecho.
[0006] La tecnología de chorro de agua se utiliza principalmente en piedra y cerámica pero también puede utilizarse para el corte sin calor de metales delgados.
[0007] En EP 1342 526 se muestra otra tecnología de corte para formar bordes en la que se utiliza un método de corte inclinado para reducir el periodo de corte y el tamaño del área de los restos prolongando una línea de corte en una dirección y prolongando una línea de corte en otra dirección, de manera que puede regularse un movimiento de giro.
[0008] Los términos perfil, trayecto y contorno son términos esencialmente equivalentes para la colección de líneas y arcos que constituyen la geometría del contorno de una pieza. Normalmente, los trayectos son cerrados, bien interiores o exteriores. Si forman un arco en trayectos interiores sin cerrar, se denominan "rendijas". Los trayectos exteriores sin cerrar son problemáticos ya que no está claro donde existe la pieza hasta que se cierra un trayecto. El corte de formas se conoce de diversas maneras como "perfilado" o "contorneado". El trayecto normalmente es más específicamente el contorno seguido por una máquina de corte, que se denomina "trayecto de herramienta" en el lenguaje de CN general. Una pieza consta de un único perfil exterior y quizá varios orificios en la pieza que se describen como perfiles interiores fabricados a partir de un bloque o lámina de material conocido como pieza.
[0009] US 6.609.044 BA describe un método en el que un programa de software convencional crea códigos de CN que son aceptados por los métodos de manera que se creará un programa de pieza optimizado para minimizar la cantidad desplazamiento rápido. El tiempo requerido para llevar a cabo todos los cortes necesarios en una pieza de material laminado se puede reducir.
[0010] El término "inicio en el borde" hace referencia al corte que puede empezar directamente en el borde de una chapa. De hecho, una perforación solo sirve para proporcionar un orificio que después permita el corte del borde. Esto es distinto a cortar desde la parte superior, como aserrando. La idea de un inicio en el borde es calentar el borde hasta la temperatura de combustión o fusión necesaria antes de penetrar en el material. Esto representa un retardo en el borde. Algunos controladores de CN tienen disponible esta función en codificación estándar pero la mayoría requiere que se enseñe a la máquina a permanecer sobre el borde durante un tiempo específico hasta que el material está lo suficientemente caliente para cortar. Aunque los inicios en el borde son preferibles, sin corte continuo, normalmente es necesaria una perforación para cada pieza. Un ¡nido en el borde puede permitir cortar espesores de material hasta dos veces lo posible si el material tiene que ser perforado. Otra ventaja es que el corte puede comenzar casi inmediatamente en comparación con la perforación ya que todo el borde del material puede calentarse hasta el punto de ignición al mismo tiempo. Un corolario de esto es que no hay explosión de material fundido desde el orificio perforado y tampoco sobrecalentamiento del área de inicio solo para atravesar el material. En la técnica un inicio en el borde es muy ventajoso pero raramente se utiliza. En esta invención, se crean automáticamente inicios en el borde para todas las piezas en una anidación.
[0011] El término entalla es representativo del radio del orificio creado por un soplete. Este es típicamente la mitad de la anchura de una línea cortada con un soplete redondo. La entalla es crítica para cortar. Así, al cortar una forma, el centro del soplete debe mantenerse al menos a una distancia de "entalla" del perfil de la forma o que la pieza cortada sea del tamaño correcto. Esta compensación de la forma deseada al centro del soplete se conoce como "compensación de entalla" y es una de las fracciones más exigentes llevadas a cabo por un controlador de CN. También cabe señalar que cuanto más grueso es el material, mayor potencia se requiere para el corte. En consecuencia, el diámetro del corte aumenta y la entalla se hace más grande. La entalla puede ser muy pequeña en láseres y lámina metálica, en torno a 0,15 mm. Con gruesa (digamos chapa de 2" o 50 mm) puede ser de 4 mm para una anchura total de corte del soplete de 8 mm.
[0012] En cada una de las tecnologías de corte anteriores, es práctica común cortar cada pieza de forma separada creando un orificio de inicio o "perforación" adyacente a la pieza y después proceder a cortar o separar la pieza del material que la rodea. Sin embargo, hay un coste importante asociado a crear la perforación porque requiere cantidades importantes de energía y tiempo atravesar el material cortándolo. Además, el orificio de ¡nido es extremadamente destructivo y debe iniciarse a una distancia considerable de la pieza para evitar causar daños en la pieza en la forma resultante y en la metalurgia de la zona afectada térmicamente que rodea a la perforación.
[0013] Normalmente, en la técnica de corte de material, es habitual que la herramienta de corte se optimice para cortar desde un borde del material. Raramente la herramienta de corte es adecuada para perforar el material y a menudo se utiliza un proceso separado. A la manera tradicional se tiene que perforar el material para crear un orificio para que trabaje la herramienta de corte en el borde. Para cortar varias piezas, se tienen que crear varias perforaciones. Cada una de ellas es tiempo consumido, desperdicio de material y daño.
[0014] Por lo tanto, existe una necesidad de un método y sistema que permita que las piezas se corten o separen del material que las rodea sin necesidad de crear orificios o perforaciones de inicio individuales para cada pieza.
RESUMEN DE LA INVENCIÓN
[0015] De acuerdo con la invención, se proporciona un método de corte de una pieza en al menos dos piezas que comprende las características... [Seguir leyendo]
Reivindicaciones:
1. Un método de cortar una pieza (800) en al menos dos piezas (810, 815, 820, 825, 830, 835, 840, 845, 850), el método comprende los pasos de:
identificar al menos una primera pieza (815, 830, 840) y una segunda pieza (820, 835, 845) cada una mediante perfil respectivo en la pieza;
mover una herramienta de corte (125) para cortar la pieza a lo largo de un primer perfil correspondiente a la primera pieza (815, 830, 840) para crear un primera pieza (815, 830, 840) a partir de la pieza;
mientras se crea la primera pieza (815, 830, 840), crear una desviación, en la que dicha desviación crea una primera oportunidad asociada en la pieza (800) para cortar más la pieza (800) con la herramienta de corte sin una perforación adicional en la pieza;
después de crear la primera oportunidad (817, 832, 842), mover la herramienta de corte más a lo largo del límite del primer perfil y luego crear una desviación, en la que dicha desviación crea una segunda oportunidad asociada (819, 834, 844) en la pieza, siendo la segunda oportunidad (819, 834, 844) diferente de la primera (817, 832, 842);
después de crear la primera pieza (815,830, 840), mover la herramienta de corte a lo largo del límite del primer perfil hasta la primera oportunidad (817, 832, 842);
mover la herramienta de corte para cortar la pieza desde la primera oportunidad (817, 832, 842) a un segundo perfil correspondiente a la segunda pieza (820, 835, 845), y
mover la herramienta de corte para cortar la pieza a lo largo del segundo perfil para crear la segunda pieza (820, 835, 845) a partir de la pieza (800).
2. El método de la reivindicación 1, además comprende los pasos de:
después de crear la segunda pieza (820, 835, 845), mover la herramienta de corte a la segunda oportunidad (819, 834, 844);
mover la herramienta de corte desde la segunda oportunidad (819, 834, 844) para cortar la pieza a un tercer perfil correspondiente a una tercera pieza (830,840, 850); y
mover la herramienta de corte para cortar la pieza a lo largo del tercer perfil para crear la tercera pieza (830, 840, 850) a partir de la pieza (800); o
mientras se crea la segunda pieza (820), crear una desviación en la que dicha desviación crea una tercera oportunidad asociada (822) en la pieza con la herramienta de corte;
después de crear la segunda pieza (815), mover la herramienta de corte a la tercera oportunidad (822);
mover la herramienta de corte para cortar la pieza desde la tercera oportunidad (822) a un tercer perfil correspondiente a una tercera pieza (825); y
mover la herramienta de corte para cortar la pieza a lo largo del tercer perfil para crear la tercera pieza (825) desde la pieza (800).
3. El método de cualquiera de las reivindicaciones 1-2, que además comprende el paso de alejar la herramienta de corte del primer perfil a la vez que se crea la primera oportunidad (812)
4. El método de la reivindicación 1, en el que la oportunidad tiene el tamaño y la forma suficientes para permitir reiniciar el corte en una oportunidad de inicio en el borde para la segunda pieza (820, 835, 845), por medio de lo cual se evita la perforación de la pieza para cortar la segunda pieza (820, 835, 845).
5. El método de la reivindicación 4, en el que el perfil de la oportunidad se aleja del primer perfil de la pieza.
6. El método de cualquiera de las reivindicaciones 1-5, que además comprende el paso de disponer los perfiles respectivos en la pieza para maximizar un número de piezas que puedan ser cortadas de la pieza, en el que especialmente una unidad de control numérico hace que la herramienta de corte se mueva como se describe.
7. El método de la reivindicación 1, que comprende además el paso de crear la segunda oportunidad (817) desde un límite de una del primer o segundo perfil para liberar tensión en la pieza.
8. Un medio legible por ordenador que tiene un programa para ejecutar un método definido en cualquiera de las reivindicaciones anteriores.
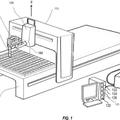
9. Una máquina para cortar al menos dos piezas (810, 815) de una pieza (800), la máquina comprende:
una herramienta de corte (125); una plataforma (140);
un conjunto impulsor (135) conectado a al menos una de las herramientas de corte (125) y la plataforma (140) para mover la herramienta de corte respecto a la plataforma;
una unidad de control programable (110) programada para controlar el movimiento de la herramienta de corte respecto a la plataforma a lo largo de un trayecto; caracterizada en que la unidad de control programable se adapta para llevar a cabo el método conforme a una cualquiera de las reivindicaciones 1-7.
10. La máquina de la reivindicación 9, en la que el trayecto se aleja del primer perfil mientras crea la oportunidad.
11. La máquina de cualquiera de las reivindicaciones 9-10, en la que la herramienta de corte tiene un radio de entalla y el primer perfil está al menos tan cerca como cuatro veces el radio de entalla del segundo perfil.
Patentes similares o relacionadas:
Sistema de captura de chispas para el uso con un soplete de corte, del 3 de Junio de 2020, de SORKIN, FELIX L.: Un método que comprende: suministrar un segmento de hormigón , y el segmento de hormigón tiene un extremo; extender un filamento […]
Método y sistema para corte de plasma por control numérico mejorado de piezas de una pieza de trabajo, del 16 de Octubre de 2019, de FAGAN, MATTHEW: Un método de corte de plasma de control numérico (CN) mejorado de piezas de una pieza de trabajo, que comprende: generar, en un ordenador, una anidación que sitúa de manera […]
 Sistema y método para el corte por plasma de NC de una tela metálica, del 28 de Agosto de 2019, de FAGAN, MATTHEW: Una máquina cortadora de Control Numérico (NC) para el corte por plasma de una tela metálica , que comprende:
un ordenador que tiene una memoria […]
Sistema y método para el corte por plasma de NC de una tela metálica, del 28 de Agosto de 2019, de FAGAN, MATTHEW: Una máquina cortadora de Control Numérico (NC) para el corte por plasma de una tela metálica , que comprende:
un ordenador que tiene una memoria […]
Aparato para el corte con láser o con plasma de piezas de material laminar, del 6 de Agosto de 2019, de DALLAN S.P.A.: 1. Aparato para el corte con láser o con plasma de piezas de material laminar, que comprende: - una estación de corte , que comprende una primera estructura […]
 Máquina para el mecanizado de separación de piezas de trabajo en forma de placa y su uso, del 31 de Julio de 2019, de TRUMPF WERKZEUGMASCHINEN GMBH + CO. KG: Máquina para el mecanizado de separación de una pieza de trabajo en forma de placa mediante un rayo de mecanizado , con:
una primera dirección […]
Máquina para el mecanizado de separación de piezas de trabajo en forma de placa y su uso, del 31 de Julio de 2019, de TRUMPF WERKZEUGMASCHINEN GMBH + CO. KG: Máquina para el mecanizado de separación de una pieza de trabajo en forma de placa mediante un rayo de mecanizado , con:
una primera dirección […]
Máquina para la mecanización separadora de piezas de trabajo en forma de placa y su utilización, del 19 de Junio de 2019, de TRUMPF WERKZEUGMASCHINEN GMBH + CO. KG: Máquina para la mecanización separadora de una pieza de trabajo en forma de placa mediante un haz de , con: un primer dispositivo […]
Sistema y método para procesar una pieza de trabajo, del 8 de Febrero de 2019, de PEDDINGHAUS CORPORATION (100.0%): Un sistema para procesar una pieza de trabajo , comprendiendo dicho sistema : (A) una superficie de soporte para soportar una pieza […]
Perforación de plasma, del 6 de Febrero de 2019, de Tannpapier GmbH: Proceso para la perforación de plasma de papel de filtro , en que, en la superficie del papel de filtro , es generado un plasma de baja temperatura […]