METODO DE RECTIFICADO POR CONTORNEADO A ALTA VELOCIDAD DE ALABES ANCHOS.
Método de rectificado por contorneado a alta velocidad de álabes anchos,
según el cual se utiliza una muela (1) cuyo contorno de rectificado presenta una dimensión en anchura inferior a la anchura de la punta de los álabes a rectificar, quedando definido dicho contorno por una zona recta seguida de una zona arqueada en un extremo, con cuya zona recta se lleva a cabo un rectificado recto para el desbaste de la punta de los álabes, mientras que con la zona arqueada se lleva a cabo el rectificado por contorneado por interpolación de ejes
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200601797.
Solicitante: DANOBAT, S. COOP.
Nacionalidad solicitante: España.
Provincia: GUIPÚZCOA.
Inventor/es: OROBENGOA ORTUBAY,XABIER, SIGH CHANA,HARVINDER.
Fecha de Solicitud: 4 de Julio de 2006.
Fecha de Publicación: .
Fecha de Concesión: 23 de Febrero de 2010.
Clasificación Internacional de Patentes:
- B24B19/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B24 TRABAJO CON MUELA; PULIDO. › B24B MAQUINAS, DISPOSITIVOS O PROCEDIMIENTOS PARA TRABAJAR CON MUELA O PARA PULIR (por electroerosión B23H; tratamiento por chorro abrasivo B24C; grabado o pulido electrolítico C25F 3/00 ); REAVIVACION O ACONDICIONAMIENTO DE SUPERFICIES ABRASIVAS; ALIMENTACION DE MAQUINAS CON MATERIALES DE RECTIFICAR, PULIR O ALISAR. › B24B 19/00 Máquinas o dispositivos concebidos especialmente para una operación particular de trabajo con muela no cubierta por otro grupo principal (trabajo con muela de roscas de tornillo B23G 1/36). › para trabajar con muela álabes, palas de hélice o similares.
- B24D5/02 B24 […] › B24D HERRAMIENTAS PARA TRABAJAR CON MUELA, PULIR O AFILAR (cuerpos abrasivos especialmente concebidos para el trabajo en tambor, p. ej. bolas abrasivas B24B 31/14; herramientas de acabado B24B 33/08; herramientas de afinado B24B 37/11). › B24D 5/00 Muelas aglomeradas, muelas que comportan segmentos abrasivos incorporados, concebidas para trabajar solamente por su periferia; Anillos o accesorios para el montaje de estas muelas. › Muelas de una sola pieza.
- B24D7/18 B24D […] › B24D 7/00 Muelas aglomeradas, o muelas dotadas de segmentos abrasivos incorporados, concebidas para trabajar de otra manera que por su periferia, p. ej. por el costado; Anillos o accesorios para el montaje de estas muelas. › Muelas de forma especial.
Clasificación PCT:
Fragmento de la descripción:
Método de rectificado por contorneado a alta velocidad de álabes anchos.
Sector de la técnica
La presente invención está relacionada con el rectificado por contorneado de álabes de rotor a alta velocidad, proponiendo un método de rectificado por contorneado que resulta especialmente indicado para el rectificado de álabes de rotor.
Estado de la técnica
El rectificado por contorneado de los bordes, denominados puntas, de los álabes del rotor de una turbina ó de un compresor es un proceso que se viene desarrollando mediante el empleo de máquinas rectificadoras que incorporan, al menos, una muela, en la que se lleva a cabo un proceso de trabajo definido por una primera fase de desbaste, en la que se arranca la mayor parte del material a mecanizar, y una segunda fase de ajuste final en la que se lleva a cabo el rectificado de acabado de dichos álabes por contorneado.
En la aplicación de este tipo de rotores al sector aero-espacial, los álabes presentaban en su punta una dimensión en anchura habitualmente inferior a los 73 mm y de acuerdo con ello, se venían utilizando muelas cuya dimensión en anchura era mayor que la de los álabes; de manera que la operación de desbaste se llevaba a cabo en un único ciclo de rectificado en profundidad.
En estos momentos el sector aero-espacial reclama rotores en los que algunas de sus etapas presentan álabes más anchos, con una medida igual ó superior a los 73 mm de anchura y que denominaremos a partir de ahora como álabes anchos.
En este tipo de rotores con etapas con álabes anchos si se recurre al empleo de muelas cuya anchura sea superior a los 73 mm surge un serio problema, ya que en el rectificado de grandes rotores formados por múltiples etapas de álabes, la muela rectificadora, por su gran dimensión en anchura, colisiona con los álabes de etapas adyacentes a la etapa que se esta rectificando, impidiendo esta interferencia el empleo de muelas cuya dimensión en anchura sea igual o mayor que la precitada medida de 73 mm.
Por la Patente de "Newall" GB 2 270 483 se conoce la aplicación de una muela para el rectificado de álabes, cuyo perfil puede presentar una dimensión en anchura inferior a la de la punta de álabe.
Para lograr esto, se recurre al empleo de una muela cuyo contorno de rectificado es convexo visto en sección transversal. Esta muela estrecha gira alrededor de un eje paralelo al del rotor. Además la muela y el rotor se mueven uno respecto del otro en una dirección "Z" paralela al eje del rotor y de la muela; así como en un eje "X" ortogonal al anterior.
Esta muela estrecha de perfil convexo puede, trabajando por interpolación de los ejes "X" y "Z", rectificar la punta de los álabes de un rotor, incluso cuando dicha punta presente un perfil no recto, por ejemplo en ángulo o arqueado.
Esta solución de "Newall" tiene un serio inconveniente, cuando se pretende rectificar rotores de álabes anchos, ya que la fase de desbaste se lleva a cabo también por interpolación de los ejes "X" y "Z", en un proceso lento, lo cual se agrava cuando se pretende rectificar un rotor de múltiples etapas de álabes, dando origen a un proceso de trabajo muy lento.
Objeto de la invención
De acuerdo con la solución ahora propuesta el método de rectificado por contorneado a alta velocidad de álabes rectos, emplea, al igual que en la solución de "Newall" una muela estrecha, de menor tamaño que la anchura de la pala del álabe, lo que permite el rectificado de grandes rotores de varias etapas con, al menos, algunos de sus álabes anchos, sin interferencias.
Ahora bien, en lugar de una muela estrecha de perfil convexo, se utiliza una muela estrecha, cuyo contorno de rectificado presenta un perfil que se define por una zona recta que, por uno de sus extremos remata en una zona definida por un tramo arco-convexo.
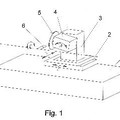
La solución ahora propuesta, se muestra en dos variantes expuestas gráficamente en las figuras 3.1 y 3.2. El movimiento lineal relativo del rotor con respecto a la muela, siendo este movimiento paralelo al de giro del rotor, corresponde al movimiento del eje "Z". También el cabezal porta-muela puede moverse en el eje "X" ortogonal al eje "Z". El plato giratorio del cabezal muela puede girar para compensar el ángulo de ataque de la muela respecto de la etapa de álabes a rectificar- Eje "B".
Con la correspondiente interpolación de los movimientos en los ejes "X", "Z" y "B", la muela puede rectificar álabes cuya punta presente un perfil recto, angular o arqueado.
Pero además y como característica fundamental de la presente invención, cuando se vayan a rectificar grandes rotores de varias etapas, la parte recta de la muela permite el desbastado del álabe con esa parte recta de la muela, en varias entradas de la muela, en lo que se identifica como un "multi-plongee", lo que permite una operación de desbastado mucho más rápida que con la solución propuesta por "Newall".
Además, el rectificado según el método ahora propuesto permite, utilizando una muela más estrecha que la punta de los álabes, el rectificado de rotores múltiples sin interferencias, el realizar mediciones en los álabes del rotor simultáneamente al propio proceso de rectificado, un aumento de la precisión de rectificado, una reducción de la duración de cada ciclo del proceso, etc.
Descripción de las figuras
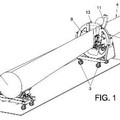
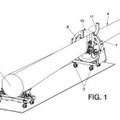
La figura 1 muestra una vista en alzado de una solución convencional de rectificado de un gran rotor "r" de álabes múltiples para poder apreciar las interferencias "i".
La figura 2 muestra una vista en sección transversal de una muela abrasiva de rectificado 1 cuyo contorno de rectificado está formado por una zona recta 1.1 y otra zona arco-convexa 1.2.
Las figura 3.1 y 3.2 muestran, según sendas vistas esquemáticas, los grados de libertad de las configuraciones de máquina en los que se puede desarrollar el método objeto de la invención.
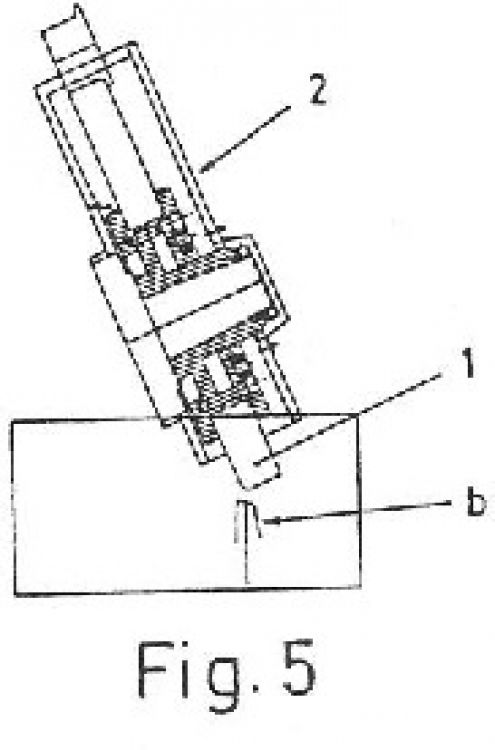
La figura 4 muestra una vista en alzado de un ejemplo de rectificado recto, mediante la zona plana 1.1 de una muela 1, siguiendo el método objeto de la invención, aplicable en este caso a un álabe "b" de anchura inferior a 73 mm.
La figura 5 muestra una vista en alzado de un ejemplo de rectificado por contorneado de la punta de álabe "b" de la figura 4 mediante la zona arco-convexa 1.2 de la muela 1 siguiendo el método objeto de la invención.
Las figuras 6 a 8 muestran unas vistas esquemáticas en alzado del desbaste de la punta de un álabe "b" en un ciclo múltiple de rectificado recto en "plongee".
La figura 9 es una vista como las anteriores pero ahora durante el rectificado por contorneado mediante la zona arco-convexa 1.2 de la muela 1.
La figura 10 muestra en esquema como en el método objeto de la invención con una muela 1 estrecha se puede cubrir el rectificado de todas las etapas del rotor "r" sin tener ninguna interferencia.
Descripción detallada de la invención
El objeto de la presente invención está relacionado con las rectificadoras por contorneado a alta velocidad de los álabes de un rotor, proponiendo una solución que gracias a sus características constructivas y funcionales resulta realmente ventajosa para su aplicación en el rectificado de álabes anchos.
Se conocen máquinas de rectificado "m", cuyas muelas abrasivas (grinding wheel) "g" presentan una anchura superior a la medida en anchura de las puntas de los álabes (blades) "b" de un rotor "r" de los utilizados en el sector aero-espacial, tal y como se representa en la Figura 1.
Con esta solución el método de rectificado consistía en llevar a cabo una primera operación de rectificado recto para el desbaste de la punta del álabe "b", rectificado recto que se llevaba a cabo con la zona recta de la muela "g" en una sola entrada denominada "plongee" y después, proceder a un rectificado por contorneado, con la zona arqueada de uno de los bordes de la muela "g".
Ahora bien, el sector aero-espacial demanda rotores "r" de álabes "b" de mayor anchura; de manera que de la medida usual, en la que la punta de los álabes "b" no alcanzaba los 73 mm de anchura, se ha pasado a grandes rotores de múltiples etapas, en las que, al menos, algunas de las etapas presenta la punta de su álabe "b" con una dimensión en anchura igual o superior a 73 mm que denominaremos a partir de ahora como álabes anchos.
En este caso, que es el representado en la Figura 1, cuando se procede al rectificado de rotores de etapas múltiples, si se...
Reivindicaciones:
1. Método de rectificado por contorneado a alta velocidad de álabes anchos, del tipo de álabes cuya punta tiene una dimensión en anchura igual o superior a setenta y cinco milímetros, caracterizado porque según el mismo se utiliza una muela 1 estrecha, cuyo contorno de rectificado presenta una dimensión en anchura inferior a los setenta y cinco milímetros, quedando definido dicho contorno por una zona recta 1.1 seguida en un extremo por una zona arqueada 1.2; con esta muela estrecha 1 y más concretamente con su zona recta 1.1 se lleva a cabo el proceso de rectificado recto en "plongee" para el desbaste de la punta de los álabes, en sucesivas entradas en un ciclo múltiple de rectificado recto; mientras que con la zona arqueada 1.2 se lleva a cabo el rectificado por contorneado por interpolación de ejes.
2. Método de rectificado por contorneado a alta velocidad de alabes anchos, en todo de acuerdo con la anterior reivindicación, caracterizado porque el rectificado por contorneado con la zona arqueada 1.2 se lleva a cabo mediante interpolación, recta, cóncava y/o convexa, del eje de penetración, cabezal 3 muela 1, y el eje longitudinal mesa 4.
3. Método de rectificado por contorneado a alta velocidad de alabes anchos, en todo de acuerdo con la primera y segunda reivindicaciones, caracterizado porque para el rectificado de un rotor "r" de varias etapas en el que algunas de sus etapas se constituyen por álabes "b" anchos, dicho rectificado se lleva a cabo con la misma muela 1, sin interferencias al rectificar las etapas de álabes adyacentes.
Patentes similares o relacionadas:
Procedimiento para el mecanizado de superficies automatizado de un componente perfilado de gran tamaño, de una instalación de energía eólica, dispositivo de mecanizado y sistema de mecanizado, del 11 de Marzo de 2020, de Wobben Properties GmbH: Procedimiento para el mecanizado de superficies automatizado de un componente de perfil en forma de un componente perfilado de gran tamaño […]
Método y aparato para proporcionar un borde con sección decreciente sobre una lámina que comprende un material fibroso, del 31 de Mayo de 2017, de VESTAS WIND SYSTEMS A/S: Método para proporcionar un borde con sección decreciente sobre una lámina que comprende un material fibroso, que comprende: - dotar a la lámina de una sustancia […]
Sistema de pulimiento automatizado, del 5 de Octubre de 2016, de THE BOEING COMPANY: Un método que comprende: realizar un primer tipo de operación en una serie de características de superficie sobre una superficie de un […]
Máquina de rectificar, en especial máquina de rectificar de alta velocidad, del 29 de Abril de 2015, de REFORM MASCHINENFABRIK ADOLF RABENSEIFNER GMBH & CO. KG: Máquina de rectificar, en especial máquina de rectificar de alta velocidad con una bancada de máquina , en la que se han dispuesto soportes […]
Acabado superficial de palas de rotor para turbinas eólicas, del 14 de Octubre de 2013, de VESTAS WIND SYSTEMS A/S: Un procedimiento para el tratamiento superficial de una pala de rotor para una turbina eólica,comprendiendo la pala de rotor un borde de ataque […]
 LUNETA MEJORADA PARA ASIENTO GIRATORIO DE PALAS DE AEROGENERADORES, del 30 de Noviembre de 2012, de NADITEC INGENIERIA, S.L: Luneta mejorada para asiento giratorio de palas de aerogeneradores.
Comprende en principio una estructura circunferencial que asienta sobre unos rodillos […]
LUNETA MEJORADA PARA ASIENTO GIRATORIO DE PALAS DE AEROGENERADORES, del 30 de Noviembre de 2012, de NADITEC INGENIERIA, S.L: Luneta mejorada para asiento giratorio de palas de aerogeneradores.
Comprende en principio una estructura circunferencial que asienta sobre unos rodillos […]
 DISPOSITIVO PARA EL RECTIFICADO DE ÁLABES DE DISCOS ROTORES Y MÉTODO PARA LLEVAR A CABO DICHO RECTIFICADO, del 17 de Septiembre de 2012, de DANOBAT, S. COOP: Dispositivo para el rectificado de álabes de discos rotores y método para llevar a cabo dicho rectificado, comprendiendo el dispositivo una bancada […]
DISPOSITIVO PARA EL RECTIFICADO DE ÁLABES DE DISCOS ROTORES Y MÉTODO PARA LLEVAR A CABO DICHO RECTIFICADO, del 17 de Septiembre de 2012, de DANOBAT, S. COOP: Dispositivo para el rectificado de álabes de discos rotores y método para llevar a cabo dicho rectificado, comprendiendo el dispositivo una bancada […]
 LUNETA MEJORADA PARA ASIENTO GIRATORIO DE PALAS DE AEROGENERADORES, del 24 de Mayo de 2012, de NADITEC INGENIERIA, S.L: Comprende en principio una estructura circunferencial que asienta sobre unos rodillos giratorios acoplados en una plataforma base, asentando la pala sobre tal […]
LUNETA MEJORADA PARA ASIENTO GIRATORIO DE PALAS DE AEROGENERADORES, del 24 de Mayo de 2012, de NADITEC INGENIERIA, S.L: Comprende en principio una estructura circunferencial que asienta sobre unos rodillos giratorios acoplados en una plataforma base, asentando la pala sobre tal […]