METODO PARA PRODUCIR UN PRODUCTO DE PAPEL MULTICAPA, UN PRODUCTO DE PAPEL SEDA Y APARATO PARA PRODUCIR UN PRODUCTO DE PAPEL MULTICAPA.
Método para producir un producto de papel multicapa (4), que comprende las etapas de:
- suministrar una capa superior (1) con una primera velocidad de suministro (V4) en un punto de rellenado (5), teniendo la capa superior huecos de almohadillado (10) gofrados en la misma;
- suministrar una capa media (2) con una segunda velocidad de suministro (V 2) al punto de rellenado para introducir al menos una parte de la capa media en los huecos de almohadillado de la capa superior, siendo la segunda velocidad de suministro mayor que la primera velocidad de suministro
Tipo: Resumen de patente/invención. Número de Solicitud: W06002481EP.
Solicitante: SCA HYGIENE PRODUCTS GMBH.
Nacionalidad solicitante: Alemania.
Dirección: SANDHOFER STRASSE 176,68305 MANNHEIM.
Inventor/es: MORIN, EMMANUELLE, ZOLLER,GUNTHER.
Fecha de Publicación: .
Fecha Concesión Europea: 14 de Octubre de 2009.
Clasificación Internacional de Patentes:
- B31F1/07 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B31 FABRICACION DE ARTICULOS DE PAPEL, DE CARTON O DE MATERIAL TRABAJADO DE FORMA ANÁLOGA AL PAPEL; TRABAJO DEL PAPEL, DELCARTON O DE MATERIAL TRABAJADO DE FORMA ANÁLOGA AL PAPEL. › B31F TRABAJO O DEFORMACION MECANICA DEL PAPEL, DEL CARTONO DE MATERIAL TRABAJADO DE MANERA ANÁLOGA AL PAPEL (fabricación de productos estratificados incluyendo otras materias además del papel o del cartón B32B). › B31F 1/00 Deformación mecánica sin eliminación de materia, p. ej. en combinación con laminación o estratificación. › Estampado (ondulación B31F 1/20; ondulación en combinación con impresión B41F 19/02, B41M 1/24; impresoras de estampados B41J 3/38; estampado en combinación con deformación B41K 3/36).
- D21H27/00D
Clasificación PCT:
- B31F1/07 B31F 1/00 […] › Estampado (ondulación B31F 1/20; ondulación en combinación con impresión B41F 19/02, B41M 1/24; impresoras de estampados B41J 3/38; estampado en combinación con deformación B41K 3/36).
Fragmento de la descripción:
Método para producir un producto de papel multicapa, un producto de papel de seda y aparato para producir un producto de papel multicapa.
Campo técnico
La presente invención se refiere a un método para producir un producto de papel multicapa, un producto de papel de seda y un aparato para producir un producto de papel multicapa.
El papel de seda multicapa para diversos usos tales como papel de cocina, papel higiénico o pañuelos incluye una pluralidad de capas de papel que se unen entre sí para formar un producto de papel multicapa.
Los objetivos generales con respecto a los papeles multicapa son proporcionar suavidad, un mejor tacto, buena fuerza mecánica y las propiedades de absorción deseadas. Además, se desea mejorar el espesor percibido del producto de papel de seda para proporcionar al usuario una sensación agradable y para sugerir cualidades superiores del producto de papel en combinación con mayores propiedades de absorción.
Descripción de la técnica anterior
En los productos multicapa, las capas de seda se pueden estructurar mediante diferentes métodos. Uno de estos métodos es estructurar las capas de seda mediante gofrado superficial usando gofrado de un solo punto o de múltiples puntos. La unión de las capas individuales después se proporciona habitualmente usando un adhesivo o mediante unión por presión de las capas.
Para aumentar el espesor percibido de los productos de papel multicapa, un método es aumentar el volumen de las capas de seda grabando relieves similares a almohadillas en la superficie de al menos una de las capas exteriores. Habitualmente las almohadillas solo están llenas de aire. Por consiguiente, la estabilidad de tales almohadillas nunca está garantizada, pueden hundirse fácilmente y el producto terminado no se percibe tan grueso al tacto como parece ser.
Se conocen productos de papel multicapa que proporcionan almohadillas que están soportadas por una segunda capa que tiene protuberancias encajadas con las almohadillas para soportar la extensión de las almohadillas perpendicular al plano general del papel. Sin embargo, las capas adicionales que comprenden las protuberancias de soporte tienen el mismo problema, ya que no se soportan por sí mismas sino que sólo están llenas de aire.
Un problema relacionado con las almohadillas en los productos de papel multicapa es que las almohadillas no son estables y se hunden fácilmente.
El documento US 4.543.142 muestra una toalla de papel encajado de dos capas en el que las protuberancias de las capas respectivas están soportadas por protuberancias de la segunda capa respectiva. Las protuberancias de la primera y la segunda capa son de tal forma que en cada protuberancia de la primera capa se encaja exactamente una protuberancia de la segunda capa.
El documento EP 1 239 079 A1 describe un producto de papel de dos capas con una primera capa, sustancialmente plana, y una segunda capa que comprende almohadillas y un patrón de diseño que está impreso en las áreas de las almohadillas. Entre las almohadillas y la capa sustancialmente plana no existe ningún soporte para las almoha- dillas.
El documento EP 1 209 289 muestra otro producto de papel de dos capas.
Sumario de la invención
Es un objeto de la invención mejorar el espesor percibido de un producto de papel multicapa, en particular cuando se compara con su aspecto óptico.
Este objeto se consigue mediante un método para producir un producto de papel multicapa con las características de la reivindicación 1. Un producto de papel de seda se caracteriza por las características de la reivindicación 9. Un aparato para producir un producto de papel multicapa comprende las características de la reivindicación 16.
La invención de acuerdo con el método reside en la provisión de diferentes velocidades de suministro de una capa superior que tiene huecos de almohadillado gofrados en un punto de relleno y una capa media en el mismo punto de relleno. En particular, la capa superior se suministra con una primera velocidad de suministro en el punto de relleno mientras la capa superior tiene huecos de almohadillado gofrados en la misma. La capa media se suministra con una segunda velocidad de suministro en el punto de relleno para introducir al menos una parte de la capa media en los huecos de almohadillado de la capa superior, mientras que la segunda velocidad de suministro de la capa media es mayor que la primera velocidad de suministro de la capa superior.
Este método da como resultado un producto de papel multicapa que comprende almohadillas en su lado superior, estando dichas almohadillas al menos parcialmente rellenas con la capa media mientras que la longitud del tejido con el que están rellenas las almohadillas es considerablemente mayor que la longitud del tejido usado en la capa de almohadillado superior. En otras palabras, la capa media está metida en los huecos de amortiguación de la capa superior de forma que la capa media muestra arrugas y/o un aspecto cresponado en las partes de los huecos de almohadillado. Esto conduce a una situación en la que una gran parte, si no todo, el volumen del almohadillado está lleno con el relleno de la capa media.
La estructura obtenida por el método da como resultado un producto de papel multicapa que tiene almohadillas que están soportadas por el material de la capa media que está metido en ellas de forma que las almohadillas no se hundan fácilmente sino que estén soportadas por el material de la capa media respectivo. Por lo tanto, el aspecto óptico de las almohadillas se adapta al espesor del producto de papel de seda que se percibe mediante el tacto, ya que las almohadillas no se hunden cuando un usuario las toca. Además, las propiedades de absorción de los productos de papel de seda resultantes mejoran considerablemente, ya que el producto de papel de seda tiene una cantidad mayor de fibras que, en consecuencia, conducen a una mayor calidad de absorción del papel de seda resultan- te.
Para proporcionar un método eficaz, la capa superior se pasa a través de un punto de gofrado de almohadilla antes de entrar en el punto de relleno para gofrar los huecos de almohadillado en la capa superior.
Un producto de papel de seda que comprende tres capas se puede fabricar mediante la etapa de laminar entre sí la capa superior, la capa media y una capa inferior en un punto de laminado mientras que la capa media se dispone entre la capa superior y la capa inferior. Este orden particular tiene la ventaja de que la capa media, que muestra arrugas o que tiene un aspecto cresponado, está cubierta en ambos lados por capas que llevan un patrón de gofrado controlado. En particular, la capa superior lleva el patrón de gofrado de almohadilla y la capa inferior puede llevar un patrón de micro-gofrado para aumentar la suavidad del producto de papel multicapa resultante.
En una realización preferida del método, la capa media se suministra a través del punto de relleno de forma que forma arrugas dentro de los huecos de almohadillado. Otra variante beneficiosa es que la capa media se suministra a través del punto de relleno de forma que se arruga/forma crespones dentro de los huecos de almohadillado. Esto contribuye a la estructura mencionada anteriormente en la que los huecos de almohadillado están rellenos con la estructura de relleno de la capa media.
Para aumentar adicionalmente el volumen del producto de papel de capas de seda resultante y para facilitar la formación de pliegues, arrugas o crespones en la capa media, la capa media puede llevar un patrón de gofrado en volumen. Este patrón de gofrado en volumen se proporciona ventajosamente mediante la etapa de gofrado de la capa media con un patrón de gofrado en volumen antes de suministrarla al punto de relleno.
El patrón de gofrado en volumen puede llevar un patrón que comprende protuberancias gofradas en volumen y áreas no gofradas. En otras palabras, el patrón de gofrado en volumen sólo se proporciona en áreas seleccionadas de la capa media. En una variante ventajosa, la etapa de sincronizar las áreas de protuberancias gofradas en volumen de la capa media con los huecos de almohadillado de la capa superior se proporciona de tal forma que las áreas no gofradas de la capa media se sitúen en las mismas posiciones que las áreas no gofradas de la capa superior. En otras palabras, en las áreas en las que existe una unión entre la capa superior y la capa media y, opcionalmente, una capa inferior, la capa media no debe estar grabada, sino que debe ser sustancialmente plana. Esto mejora la fiabilidad...
Reivindicaciones:
1. Método para producir un producto de papel multicapa (4), que comprende las etapas de:
- - suministrar una capa superior (1) con una primera velocidad de suministro (V4) en un punto de rellenado (5), teniendo la capa superior huecos de almohadillado (10) gofrados en la misma;
- - suministrar una capa media (2) con una segunda velocidad de suministro (V2) al punto de rellenado para introducir al menos una parte de la capa media en los huecos de almohadillado de la capa superior, siendo la segunda velocidad de suministro mayor que la primera velocidad de suministro.
2. Método de acuerdo con la reivindicación 1, que comprende la etapa de pasar la capa superior a través de un punto de gofrado de almohadillado (6) antes de entrar en el punto de rellenado para gofrar los huecos de almohadillado en la capa superior.
3. Método de acuerdo con la reivindicación 1 ó 2, que comprende la etapa de laminar la capa superior, la capa media y una capa inferior (3) conjuntamente en un punto de laminado (7), mientras que la capa media se dispone entre la capa superior y la capa inferior.
4. Método de acuerdo con cualquiera de las reivindicaciones anteriores, caracterizado por que la capa media se suministra a través del punto de rellenado de modo que se forman arrugas (20) y/o un aspecto cresponado dentro de los huecos de almohadillado.
5. Método de acuerdo con cualquiera de las reivindicaciones anteriores, caracterizado por que la capa media se suministra a través del punto de rellenado de modo que se forman crespones en el interior de los huecos de almohadillado.
6. Método de acuerdo con cualquiera de las reivindicaciones anteriores, caracterizado por que la capa media lleva un patrón de gofrado en volumen.
7. Método de acuerdo con la reivindicación 6, que comprende la etapa de gofrar la capa media con un patrón de gofrado en volumen antes de suministrarla al punto de rellenado.
8. Método de acuerdo con la reivindicación 6 ó 7, caracterizado por que el patrón de gofrado en volumen comprende áreas que llevan protuberancias de gofrado en volumen y áreas no gofradas.
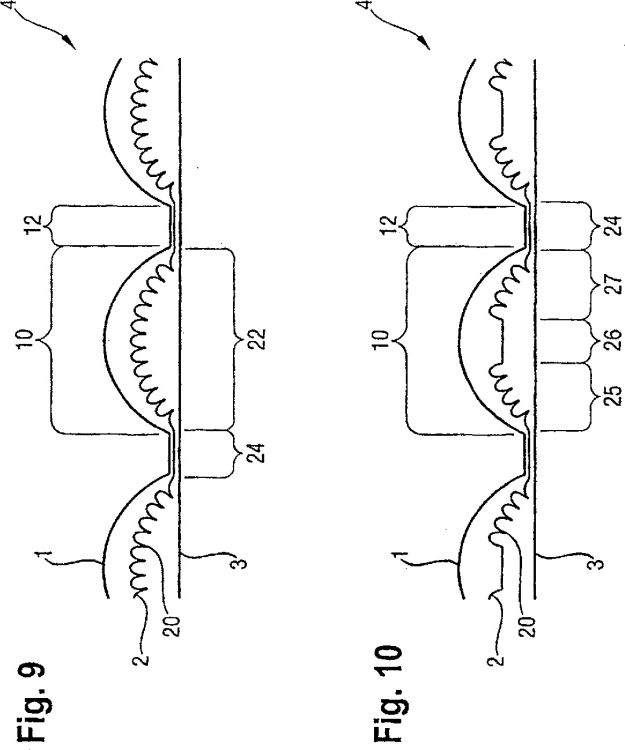
9. Producto de papel de seda que comprende:
- - una capa superior (1) que comprende protuberancias de almohadillado (10) formadas en la misma;
- - una capa inferior (3); y
- - una capa media (2) que está situada entre la capa superior y la capa inferior, comprendiendo la capa media áreas arrugadas (20, 25, 27) que coinciden con las protuberancias de almohadillado de la capa superior de modo que se rellena al menos una parte de las protuberancias de almohadillado con la capa media, donde la longitud de la capa media es considerablemente mayor que la longitud de la capa superior.
10. Producto de papel de seda de acuerdo con la reivindicación 9, caracterizado por que la capa media comprende protuberancias de gofrado en volumen.
11. Producto de papel de seda de acuerdo con la reivindicación 9 ó 10, caracterizado por que la capa media rellena la mayoría de las protuberancias de almohadillado.
12. Producto de papel de seda de acuerdo con una cualquiera de las reivindicaciones 9 a 11, caracterizado por que la capa superior, la capa media y la capa inferior se laminan conjuntamente en áreas de laminado que se corresponden con áreas no gofradas (12) de la capa superior.
13. Producto de papel de seda de acuerdo con la reivindicación 12, caracterizado por que la capa media presenta áreas no gofradas (24) en las áreas de laminado.
14. Producto de papel de seda de acuerdo con una cualquiera de las reivindicaciones 9 a 13, caracterizado por que la capa media comprende áreas no gofradas (26) en el interior de protuberancias de almohadilla.
15. Producto de papel de seda de acuerdo con la reivindicación 13 ó 14, caracterizado por que las áreas no gofradas de la capa media están sincronizadas con las áreas no gofradas en relieve de la capa superior.
16. Aparato para realizar el método de acuerdo con las reivindicaciones 1 a 8 que comprende
- - un punto de gofrado de almohadillado (6) para gofrar huecos de almohadillado (10) en una capa superior (1), estando formado el punto de gofrado de almohadillado entre un rodillo de gofrado hembra (50) y un rodillo contrario (60) que tiene una dureza en la superficie menor que la del rodillo de gofrado hembra;
- - un punto de rellenado (5) para introducir una capa media (2) en el interior de los huecos de almohadillado de la capa superior, estando formado el punto de rellenado entre un rodillo de gofrado macho (52) y el rodillo de gofrado hembra, estando el rodillo de gofrado macho y el rodillo de gofrado hembra dispuestos en una disposición encajada;
- - un medio de suministro (80) para suministrar la capa media al punto de rellenado con una velocidad de suministro (V2) mayor que la velocidad circunferencial (V4) del rodillo de gofrado hembra.
17. Aparato de acuerdo con la reivindicación 16, caracterizado por que el medio de suministro es un punto de gofrado en volumen (8) para gofrar un patrón en volumen en la capa media, localizándose el punto de gofrado en volumen aguas arriba del punto de rellenado.
18. Aparato de acuerdo con la reivindicación 17, caracterizado por que el patrón de gofrado en volumen del punto de gofrado en volumen comprende áreas de protuberancias gofradas y áreas no gofradas.
19. Aparato de acuerdo con la reivindicación 18, caracterizado por que las áreas no gofradas de la capa media están sincronizadas con áreas no gofradas de la capa superior.
20. Aparato de acuerdo con una cualquiera de las reivindicaciones 17 a 19, caracterizado por que se proporciona un punto de laminado (7) para laminar una capa inferior (3) junto con la capa superior y la capa media aguas abajo del punto de rellenado.
Patentes similares o relacionadas:
Máquina de troquelado con dispositivo de alineación, del 22 de Abril de 2020, de Masterwork Group Co., Ltd: Máquina de troquelado y/o gofrado de lecho plano con una estación de troquelado y/o gofrado que presenta una mesa superior y una mesa […]
Cartucho para rodillos de gofrado y dispositivo de gofrado que comprende el cartucho, del 22 de Abril de 2020, de FABIO PERINI S.P.A.: Cartucho para unos rodillos de gofrado (R; 251-257), que comprende: - una pluralidad de asientos de soporte (249; 249A-249E) para rodillos de […]
 Método para producir un rollo de papel con capas suaves, del 25 de Marzo de 2020, de GAMBINI S.p.A: Método para producir un rollo de papel con capas suaves, es decir, capas sin proyecciones que sobresalgan del grosor de la capa, o con capas microgofradas […]
Método para producir un rollo de papel con capas suaves, del 25 de Marzo de 2020, de GAMBINI S.p.A: Método para producir un rollo de papel con capas suaves, es decir, capas sin proyecciones que sobresalgan del grosor de la capa, o con capas microgofradas […]
Máquina transformadora y método para fabricar papel de limpieza que tiene un gofrado decorativo por ambos lados, del 22 de Enero de 2020, de Hayata Kimya Sanayi Anonim Sirketi: Una máquina transformadora para producir un papel de limpieza que comprende una capa inferior externa , una capa superior externa y […]
Procedimiento y dispositivo con módulos y equipos seccionadores para sustratos en forma de pliego, del 4 de Septiembre de 2019, de KOENIG & BAUER AG: Dispositivo para el tratamiento de sustratos que comprende un alimentador y uno o varios primeros módulos de base , que presentan, […]
Hoja de tela absorbente crepada con gramaje local variable, del 10 de Julio de 2019, de GPCP IP Holdings LLC: Un procedimiento para fabricar una hoja celulósica de tela absorbente crepada, comprendiendo el procedimiento: (A) deshidratar en forma […]
Aparato y método para indicar la profundidad de una línea de doblado en un material, del 19 de Junio de 2019, de ELOPAK SYSTEMS AG: Un aparato para comprobar la profundidad de una línea de doblado en un material, comprendiendo el aparato un dispositivo de formación de línea de doblado […]
Procedimiento de fabricación de grabado en relieve sincronizado, del 18 de Junio de 2019, de FLOORING TECHNOLOGIES LTD.: Un procedimiento de fabricación de un producto , que comprende: ubicar una hoja empapada con resina que tiene un motivo decorativo sobre una placa […]