METODO PARA LAMINAR CAPAS DE PAPEL TISU UNIDO POR CAPAS.
Método para fabricar un papel tisú multi-capa laminando al menos dos capas intermedias de las cuales al menos una de las capas intermedias es una banda de papel tisú unida por capas con lo que una primera capa intermedia (A) que comprende al menos dos bandas de papel tisú (1,
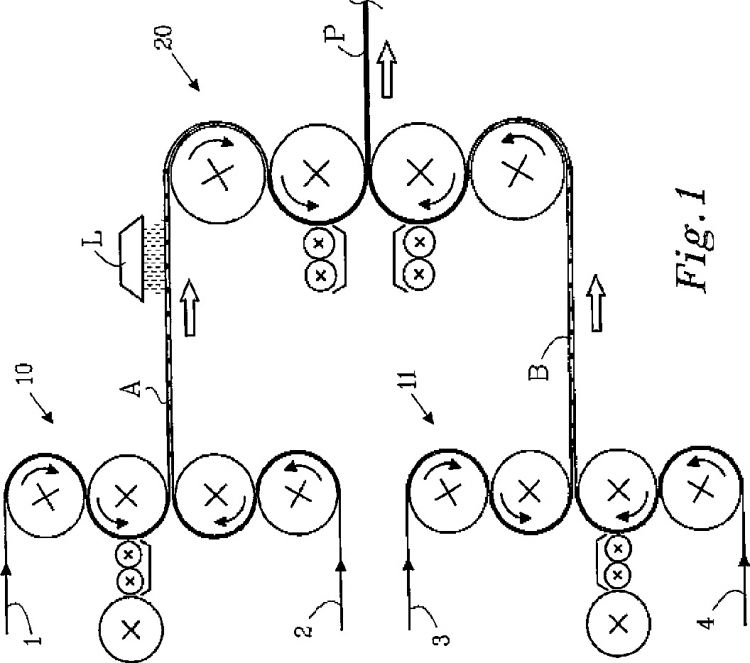
2), que están unidas por capas mediante pegamento frío, aplicándose el pegamento frío con un medio de aplicación de pegamento estructurado que tiene un área superficial de presión entre el 2% y el 50%, preferiblemente entre el 5% y el 30% y más preferiblemente entre el 8% y el 20% del área superficial total de la banda de papel tisú; y una segunda capa intermedia (B) que comprende al menos una banda de papel tisú (3; 3, 4); aplicándose loción (L) en un lado de al menos una de las capas intermedias; después de lo cual las capas intermedias (A, B) se laminan, preferiblemente se unen por capas de forma adhesiva, con el lado o lados con loción dirigidos hacia fuera
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/SE2004/002031.
Solicitante: SCA HYGIENE PRODUCTS AB.
Nacionalidad solicitante: Suecia.
Dirección: VALEA AB LINDHOLMSPIREN 5,417 56 GOTHENBURG.
Inventor/es: WERNER, MARTIN, SCHINKOREIT, WOLFRAM, ZOLLER,GUNTHER.
Fecha de Publicación: .
Fecha Concesión Europea: 17 de Febrero de 2010.
Clasificación Internacional de Patentes:
- B31F1/07 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B31 FABRICACION DE ARTICULOS DE PAPEL, DE CARTON O DE MATERIAL TRABAJADO DE FORMA ANÁLOGA AL PAPEL; TRABAJO DEL PAPEL, DELCARTON O DE MATERIAL TRABAJADO DE FORMA ANÁLOGA AL PAPEL. › B31F TRABAJO O DEFORMACION MECANICA DEL PAPEL, DEL CARTONO DE MATERIAL TRABAJADO DE MANERA ANÁLOGA AL PAPEL (fabricación de productos estratificados incluyendo otras materias además del papel o del cartón B32B). › B31F 1/00 Deformación mecánica sin eliminación de materia, p. ej. en combinación con laminación o estratificación. › Estampado (ondulación B31F 1/20; ondulación en combinación con impresión B41F 19/02, B41M 1/24; impresoras de estampados B41J 3/38; estampado en combinación con deformación B41K 3/36).
- B32B37/02 B […] › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 37/00 Procedimientos o aparatos para la estratificación, p.ej. por polimerización o curado o por unión por ultrasonidos. › caracterizado por la secuencia de operaciones de estratificación, p.ej. por adición de nuevas capas en estaciones de trabajo consecutivas.
- B32B37/12 B32B 37/00 […] › caracterizado por la utilización de adhesivos.
- B32B37/20 B32B 37/00 […] › implicando únicamente la unión de bandas continuas.
Clasificación PCT:
- A61L15/42 NECESIDADES CORRIENTES DE LA VIDA. › A61 CIENCIAS MEDICAS O VETERINARIAS; HIGIENE. › A61L PROCEDIMIENTOS O APARATOS PARA ESTERILIZAR MATERIALES U OBJECTOS EN GENERAL; DESINFECCION, ESTERILIZACION O DESODORIZACION DEL AIRE; ASPECTOS QUIMICOS DE VENDAS, APOSITOS, COMPRESAS ABSORBENTES O ARTICULOS QUIRURGICOS; MATERIALES PARA VENDAS, APOSITOS, COMPRESAS ABSORBENTES O ARTICULOS QUIRURGICOS (conservación de cuerpos o desinfección caracterizada por los agentes empleados A01N; conservación, p. ej. esterilización de alimentos o productos alimenticios A23; preparaciones de uso medico, dental o para el aseo A61K). › A61L 15/00 Aspectos químicos de vendas, apósitos o compresas absorbentes o utilización de materiales para su fabricación (para vendas líquidas A61L 26/00; apósitos radiactivos A61M 36/14). › Utilización de materiales caracterizados por su función o sus propiedades físicas.
Fragmento de la descripción:
Método para laminar capas de papel tisú unido por capas.
Campo técnico
La invención se refiere a papel tisú multi-capa y a un método para fabricar un papel tisú multi-capa laminando al menos dos capas intermedias de las cuales al menos una de las capas intermedias es una banda de papel tisú unido por capas.
Antecedentes de la invención
El producto de un papel tisú multi-capa a menudo es un producto higiénico o para limpieza que comprende principalmente todas las clases de papel tisú plisado en seco, así como papel tisú plisado en húmedo y guata de celulosa o pulpa o combinaciones, laminados o mezclas de los mismos. Las propiedades típicas del tisú incluyen la capacidad fácil de absorber energía de tensión de tracción, su capacidad de drapeado, una buena flexibilidad similar a una tela, propiedades que frecuentemente se denominan como suavidad en masa, una alta suavidad superficial, un alto volumen específico con un espesor perceptible. Una absorbencia de líquido tan alta como sea posible y, dependiendo de la aplicación, una resistencia en húmedo o en seco adecuada, así como un aspecto visual interesante de la superficie externa del producto. Estas propiedades, entre otras, permiten que el papel tisú se use, por ejemplo, como toallitas limpiadoras: toallitas para limpiar el parabrisas, papel de cocina, productos higiénicos: por ejemplo papel higiénico, pañuelos, toallas de papel, toallas, toallitas cosméticas: faciales y como servilletas o pañales, sólo por mencionar algunos de los productos que pueden usarse. Los papeles tisú a menudo se usan para absorber líquidos en áreas higiénicas.
Para mejorar, por ejemplo, la absorción del papel tisú, a menudo se combina más de una capa de papel tisú para formar un producto multi-capa. Las capas de tisú generalmente se unen por capas para producir, por ejemplo, un papel tisú de 2 capas o de 4 capas. Cuando se usa más de una capa, es ventajoso unir juntas las capas. En lo que respecta a productos de papel tisú multi-capa, debe tenerse cuidado de que las capas individuales se unan entre sí mediante una unión de capas adecuada, aunque la unión de capas, preferiblemente, no debería tener un efecto negativo sobre la suavidad y la absorbencia.
Hay numerosas maneras diferentes de unir las capas juntas. El pegado, tal como anidado o en un modo de punto por punto, así como pulverizar el pegamento se conocen bien en el estado de la técnica. Desde hace mucho tiempo se sabe cómo unir papel tisú con adhesivo y diferentes tipos de métodos de unión por capas mecánico.
El documento WO 96/32248 es una de las muchas patentes que describen el uso de adhesivos para unión por capas de un papel tisú multi-capa. El papel multi-capa comprende una primera capa de banda de papel absorbente que tiene un primer patrón de salientes y una segunda capa que tiene un segundo patrón de salientes. La segunda capa se lamina punto por punto con la primera capa. El adhesivo se sitúa entre la primera y la segunda capas de salientes seleccionados, en un patrón decorativo predeterminado. Sin embargo, el uso de adhesivo para unión por capas tiende a hacer rígido al producto de tisú.
La unión por capas mecánica es una alternativa a la unión por capas adhesiva. La unión por capas mecánica a alta presión, moleteado o estampado del borde y estampado de perforación son algunas técnicas de unión por capas mecánica diferente. La producción de una unión por capas mediante estampado mecánico a presión se describe, por ejemplo, en el documento GB-C-363699. La técnica mostrada en el documento EP-A-0.672.402, que describe una manera de unión por capas mecánica de un papel tisú multi-capa con un método que incluye las etapas de: proporcionar al menos dos capas superpuestas de papel tisú; hacer pasar las capas superpuestas a través de una disposición de rodillo alisador que incluye un elemento de alisado rotatorio y un elemento de yunque rotatorio y aplicar una carga de presión contra los elementos rotatorios suficiente para alisar ambas capas. Puede usarse estampado para generar la adhesión de las capas en papeles tisú multi-capa.
Sin embargo, la unión por capas mecánica consigue una unión bastante débil en el papel tisú multi-capa, con lo que el laminado se deslamina fácilmente. A parte de que la unión por capas producida de esta manera no es particularmente fuerte, la alta presión de estampado necesaria puede dar como resultado también bultos de estampado (protuberancias) en el producto acabado que son llamativos y rugosos al tacto.
Esto es por lo que la unión por capas por métodos químicos, es decir, por pegado, se ha materializado. Haciendo uso de un adhesivo en este aspecto también en combinación con técnicas mecánicas (métodos de estampado) se ha encontrado aplicación en la producción de unión por capas. Los documentos US 3.673.060 y US 5.173.351 muestran, por ejemplo, que un adhesivo se aplica en la región del rodillo de estampado directamente en el lado de la banda de papel que se localizará posteriormente en el interior del producto multi-capa.
Adicionalmente, cuando dos o más capas de un producto multi-capa se unen entre sí, surge un problema si las capas comprenden lociones u otros componentes que se añaden, por ejemplo, para mejorar la suavidad de los productos multi-capa, y que podrían inhibir o evitar la fijación de las capas. Las lociones a menudo comprenden compuestos que evitarán una fijación de capas adecuada.
Adicionalmente, los compuestos químicos de tratamiento tales como aquellos usados en el campo del cuidado y protección de la piel, cuidado de la salud, comprenden lociones, que pueden tener y, a menudo tienen, una influencia bastante fuerte sobre las propiedades físicas. Habitualmente, las propiedades físicas tales como por ejemplo suavidad, suavidad en masa, resistencia en seco y en húmedo, resistencia estructural y absorción de líquidos normalmente se ven afectadas.
Para productos higiénicos que comprenden lociones u otros componentes añadidos para mejorar la suavidad de los productos multi-capa, la unión por capas es un problema importante ya que la adición de dichos componentes podría inhibir o evitar la fijación de la capas. Las lociones a menudo comprenden compuestos que evitarán una fijación adecuada de las capas. Normalmente, el estampado de los bordes no crea una unión por capas suficiente y la unión mediante enlaces de hidrógeno, que es la base para conseguir la unión de las capas mediante el estampado de borde, se ve influida negativamente por los ingredientes de la loción, tales como aceite, cera, etc. El documento WO-A1-99/06634 describe un papel multi-capa con loción en el que las cuatro capas se estampan y se unen juntas mecánicamente antes de la aplicación de la loción. Todas las capas se unen mecánicamente antes de aplicar la loción y, por lo tanto, la adhesión de las capas sufrirá todas las desventajas que sufren las capas unidas mecánicamente, probablemente aún más debido a la loción aplicada. La loción reduce la fricción entre las capas individuales y crea un mayor riesgo de deslaminación de los productos unidos mecánicamente recubiertos con loción y la acción de limpieza también destruye más fácilmente la unión de las capas.
Cuando la loción se desea en un papel tisú multi-capa, la unión de las capas, por lo tanto, puede ser problemática. Para asegurar que la loción no disminuye la adhesión de las capas, las regiones estampadas pueden dejarse sin tratar.
Tradicionalmente, ha habido una necesidad de pegamento de fusión en caliente para unir juntas dos capas de un papel higiénico recubierto con loción. Se sabe del documento US-4.867.831 cómo usar termoplásticos fundidos para conseguir la unión por capas en papeles tisú con loción. El documento US 4.806.418 describe también la unión por capas de dos capas a las que se ha aplicado loción previamente. La unión por capas, en este documento, se consigue de manera que las partículas termoplásticas se distribuyen entre las capas y después las partículas termoplásticas se funden para unir las capas, considerándose que la unión por capas mecánica no funciona para papel tisú con loción.
Una banda de papel tisú multi-capa tratado con loción en la que se usa pegamento frío o pegamento de fusión en caliente como adhesivo, se conoce del documento US-A-2002/0146561.
La fusión en caliente es cara y, generalmente, tampoco es adecuada para que un producto de tisú se someta a calentamiento, ya que el producto de tisú se envejecerá en un proceso acelerado que haría al papel tisú quebradizo y rígido...
Reivindicaciones:
1. Método para fabricar un papel tisú multi-capa laminando al menos dos capas intermedias de las cuales al menos una de las capas intermedias es una banda de papel tisú unida por capas con lo que una primera capa intermedia (A) que comprende al menos dos bandas de papel tisú (1, 2), que están unidas por capas mediante pegamento frío, aplicándose el pegamento frío con un medio de aplicación de pegamento estructurado que tiene un área superficial de presión entre el 2% y el 50%, preferiblemente entre el 5% y el 30% y más preferiblemente entre el 8% y el 20% del área superficial total de la banda de papel tisú; y una segunda capa intermedia (B) que comprende al menos una banda de papel tisú (3; 3, 4); aplicándose loción (L) en un lado de al menos una de las capas intermedias; después de lo cual las capas intermedias (A, B) se laminan, preferiblemente se unen por capas de forma adhesiva, con el lado o lados con loción dirigidos hacia fuera.
2. Un método de acuerdo con la reivindicación 1, caracterizado por una primera y una segunda capas intermedias (A, B), comprendiendo cada una al menos dos bandas de papel tisú (1,2; 3,4) que están unidas por capas mediante pegamento frío, aplicándose el pegamento frío con un medio de aplicación de pegamento estructurado que tiene un área de presión entre el 2% y el 50%, preferiblemente entre el 5% y el 30% y más preferiblemente entre el 8% y el 20%; aplicándose loción (L) sobre un lado de al menos una de las capas intermedias; después de lo cual las capas intermedias (A, B) se laminan, preferiblemente se unen por capas de forma adhesiva, con el lado o lados con loción dirigidos hacia fuera.
3. Un método de acuerdo con una cualquiera de las reivindicaciones anteriores, caracterizado por que al menos una de las capas intermedias (A, B) comprende tres bandas de papel tisú.
4. Un método de acuerdo con una cualquiera de las reivindicaciones anteriores, caracterizado por que la unión por capas de las al menos dos bandas de papel tisú (1, 2; 3, 4) mediante pegamento frío se realiza por impresión del pegamento frío.
5. Un método de acuerdo con una cualquiera de las reivindicaciones anteriores, caracterizado por que el pegamento frío es un pegamento frío basado en PVA, alcohol polivinílico.
6. Un método de acuerdo con una cualquiera de las reivindicaciones anteriores, caracterizado por que al menos una de las capas intermedias se estampa después de la aplicación de la loción y antes de la laminación de las capas intermedias.
7. Un método de acuerdo con una cualquiera de las reivindicaciones anteriores, caracterizado por que la banda o bandas de papel tisú de la capa o capas intermedias pueden pre-estamparse o estamparse en cualquier fase en el proceso de fabricación.
8. Un método de acuerdo con una cualquiera de las reivindicaciones anteriores, caracterizado por que la laminación de las capa intermedias se realiza usando tecnología de decoración por gofrado para unir las capas intermedias, preferiblemente al menos una de las capas intermedias o las bandas de papel tisú está pre-estampada.
9. Un método de acuerdo con una cualquiera de las reivindicaciones anteriores, caracterizado por que la primera capa intermedia (A) está microestampada, preferiblemente con aproximadamente 40 puntos/cm2 y por que la segunda capa intermedia está estampada en volumen y la laminación de las capas intermedias unidas previamente y estampadas es una unión por capas de estampado con diseño.
10. Un papel tisú multi-capa que comprende un laminado que comprende al menos dos capas intermedias (A, B) con un lado o lados con loción dirigidos hacia fuera; aplicándose la loción sobre al menos uno de los lados externos de al menos una de las capas intermedias; comprendiendo al menos una de las capas intermedias al menos dos bandas de papel tisú unidas por capas con pegamento frío (1, 2), siendo la suma de sus áreas superficiales de las uniones creadas entre las bandas de papel tisú (1, 2) mediante pegamento frío entre el 2% y el 50%, preferiblemente entre el 5% y el 30% y más preferiblemente entre el 8% y el 20% del área superficial total de la banda de papel tisú.
11. Un papel tisú multi-capa de acuerdo con la reivindicación 10, caracterizado por que la aplicación de loción sobre al menos uno de los lados externos de al menos una de las capas intermedias se realiza antes de la laminación, preferiblemente unión por capas adhesiva, de las capas intermedias (A, B).
12. Un papel tisú multi-capa de acuerdo con una cualquiera de las reivindicaciones 10-11, caracterizado por una primera y una segunda capas intermedias (A, B), comprendiendo cada una al menos dos bandas de papel tisú unidas por capas con pegamento frío (1, 2; 3, 4), siendo la suma de las áreas de las uniones creadas entre las bandas de papel tisú (1, 2; 3, 4) por el pegamento frío entre el 2% y el 50%, preferiblemente entre el 5% y el 30% y más preferiblemente entre el 8% y el 20%.
13. Un papel tisú multi-capa de acuerdo con una cualquiera de las reivindicaciones 10-12, caracterizado por que al menos una de las capas intermedias (A, B) comprende tres bandas de papel tisú.
14. Un papel tisú multi-capa de acuerdo con una cualquiera de las reivindicaciones 10-13, caracterizado por que al menos una de las capas intermedias está pre-estampada.
15. Un papel tisú multi-capa de acuerdo con una cualquiera de las reivindicaciones 10-14, caracterizado por que la laminación de las al menos dos capas intermedias tiene una unión de decoración por gofrado de las capas intermedias juntas.
16. Un papel tisú multi-capa de acuerdo con una cualquiera de las reivindicaciones 10-15, caracterizado por que la primera capa intermedia (A) está microestampada, preferiblemente con aproximadamente 40 puntos/cm2 y por que la segunda capa intermedia está estampada en volumen y por que la laminación de las capas intermedias unidas previamente y estampadas es una unión por capas de estampado con diseño.
Patentes similares o relacionadas:
Cartucho para rodillos de gofrado y dispositivo de gofrado que comprende el cartucho, del 22 de Abril de 2020, de FABIO PERINI S.P.A.: Cartucho para unos rodillos de gofrado (R; 251-257), que comprende: - una pluralidad de asientos de soporte (249; 249A-249E) para rodillos de […]
Máquina de troquelado con dispositivo de alineación, del 22 de Abril de 2020, de Masterwork Group Co., Ltd: Máquina de troquelado y/o gofrado de lecho plano con una estación de troquelado y/o gofrado que presenta una mesa superior y una mesa […]
 Método para producir un rollo de papel con capas suaves, del 25 de Marzo de 2020, de GAMBINI S.p.A: Método para producir un rollo de papel con capas suaves, es decir, capas sin proyecciones que sobresalgan del grosor de la capa, o con capas microgofradas […]
Método para producir un rollo de papel con capas suaves, del 25 de Marzo de 2020, de GAMBINI S.p.A: Método para producir un rollo de papel con capas suaves, es decir, capas sin proyecciones que sobresalgan del grosor de la capa, o con capas microgofradas […]
Máquina transformadora y método para fabricar papel de limpieza que tiene un gofrado decorativo por ambos lados, del 22 de Enero de 2020, de Hayata Kimya Sanayi Anonim Sirketi: Una máquina transformadora para producir un papel de limpieza que comprende una capa inferior externa , una capa superior externa y […]
Procedimiento y dispositivo con módulos y equipos seccionadores para sustratos en forma de pliego, del 4 de Septiembre de 2019, de KOENIG & BAUER AG: Dispositivo para el tratamiento de sustratos que comprende un alimentador y uno o varios primeros módulos de base , que presentan, […]
Hoja de tela absorbente crepada con gramaje local variable, del 10 de Julio de 2019, de GPCP IP Holdings LLC: Un procedimiento para fabricar una hoja celulósica de tela absorbente crepada, comprendiendo el procedimiento: (A) deshidratar en forma […]
Aparato y método para indicar la profundidad de una línea de doblado en un material, del 19 de Junio de 2019, de ELOPAK SYSTEMS AG: Un aparato para comprobar la profundidad de una línea de doblado en un material, comprendiendo el aparato un dispositivo de formación de línea de doblado […]
Procedimiento de fabricación de grabado en relieve sincronizado, del 18 de Junio de 2019, de FLOORING TECHNOLOGIES LTD.: Un procedimiento de fabricación de un producto , que comprende: ubicar una hoja empapada con resina que tiene un motivo decorativo sobre una placa […]