Método para fabricar una prenda de vestir desechable.
Método para fabricar un tejido combinado (40) para una prenda de vestir desechable,
comprendiendo elmétodo:
una primera etapa de aplicar un adhesivo sobre al menos uno de un primer tejido (10) y un segundotejido (30);
una segunda etapa de intercalar un elemento elástico (20) entre los tejidos primero y segundo (10, 30)y combinar los tejidos primero y segundo (10, 30) y el elemento elástico (20) entre sí, produciendo deeste modo un tejido combinado (40) en el que el adhesivo se sitúa entre el primer tejido (10) y elsegundo tejido (30); caracterizado por
una tercera etapa de cortar una parte de al menos uno de los tejidos primero y segundo (10, 30) y elelemento elástico (20) haciendo pasar el tejido combinado (40) entre un rodillo de gofrado (50) quetiene una pluralidad de salientes (53, 54, 55, 63), que están dispuestos en la dirección axial del rodillode gofrado a intervalos, y un contrarrodillo (60).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08101875.
Solicitante: ZUIKO CORPORATION.
Nacionalidad solicitante: Japón.
Dirección: 15-21, MINAMIBEFU-CHO SETTSU-SHI, OSAKA 566-0045 JAPON.
Inventor/es: NAKAKADO, MASAKI, TANAKA, SATOSHI, TACHIBANA,IKUO, INOUE,KIYOFUMI, ICHIURA,YUZO, TANAKA,YOSHINARI.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- A61F13/15 NECESIDADES CORRIENTES DE LA VIDA. › A61 CIENCIAS MEDICAS O VETERINARIAS; HIGIENE. › A61F FILTROS IMPLANTABLES EN LOS VASOS SANGUINEOS; PROTESIS; DISPOSITIVOS QUE MANTIENEN LA LUZ O QUE EVITAN EL COLAPSO DE ESTRUCTURAS TUBULARES, p. ej. STENTS; DISPOSITIVOS DE ORTOPEDIA, CURA O PARA LA CONTRACEPCION; FOMENTACION; TRATAMIENTO O PROTECCION DE OJOS Y OIDOS; VENDAJES, APOSITOS O COMPRESAS ABSORBENTES; BOTIQUINES DE PRIMEROS AUXILIOS (prótesis dentales A61C). › A61F 13/00 Vendas o apósitos (suspensorios A61F 5/40; apósitos radiactivos A61M 36/14 ); Compresas absorbentes (aspectos químicos de las vendas, apósitos o compresas absorbentes* A61L 15/00, A61L 26/00). › Compresas absorbentes, p. ej. paños higiénicos, torundas o tampones para aplicación externa o interna al cuerpo (receptáculos catameniales no absorbentes A61F 5/44 ); Medios para mantenerlos en su sitio o para fijarlos; Aplicadores de tampones.
- A61F13/49 A61F 13/00 […] › especialmente adaptados para ser llevados alrededor de la cintura, p. ej. pañales-braga.
PDF original: ES-2397868_T3.pdf
Fragmento de la descripción:
Método para fabricar una prenda de vestir desechable Antecedentes de la invención
Campo de la invención:
La presente invención se refiere a un método para fabricar una prenda de vestir desechable usando una lámina elástica.
Descripción de la técnica relacionada:
La publicación de patente japonesa abierta a consulta por el público n.º 2000-26015 da a conocer un método para cortar sólo un elemento elástico sin dañar una lámina de material de base usando un cortador de rodillo que tiene una cuchilla en forma de reborde en el mismo.
Sin embargo, la publicación de patente japonesa abierta a consulta por el público n.º 2000-26015 no describe cómo sellar la lámina de material de base mientras se corta el elemento elástico, mejorar la permeabilidad al aire de la lámina de material de base mientras se corta el elemento elástico, etc.
El documento WO 00/76444 publicado después de la fecha de prioridad de la presente solicitud da a conocer un método de producción de calzoncillos desechables que comprende las etapas de: transferir materiales continuos de un par de láminas de material textil no tejido que forman un material laminado fruncido de manera ajustada y un material continuo de un elemento elástico proporcionado entre las mismas en una dirección longitudinal de las mismas mientras se fija intermitentemente el material continuo del elemento elástico en las láminas de material textil no tejido; cortar el elemento elástico junto con las láminas de material textil no tejido a lo largo de una zona no fijada del mismo; fijar una lámina de refuerzo en un lado de superficie inferior del material laminado fruncido de manera ajustada en una posición correspondiente a la zona no fijada del elemento elástico mientras se proporciona un absorbente en un lado de superficie superior del material laminado fruncido de manera ajustada; y proporcionar una lámina posterior en un lado de superficie inferior de la lámina de refuerzo.
Sumario de la invención Un método para fabricar un tejido combinado para una prenda de vestir desechable de la presente invención incluye: una primera etapa de aplicar un adhesivo sobre al menos uno de un primer tejido y un segundo tejido; una segunda etapa de intercalar un elemento elástico entre los tejidos primero y segundo y combinar los tejidos primero y segundo y el elemento elástico entre sí, produciendo de este modo un tejido combinado en el que el adhesivo se sitúa entre el primer tejido y el segundo tejido; y una tercera etapa de cortar una parte de al menos uno de los tejidos primero y segundo y el elemento elástico haciendo pasar el tejido combinado entre un rodillo de gofrado que tiene una pluralidad de salientes que están dispuestos en la dirección axial del rodillo de gofrado a intervalos y un contrarrodillo. El intervalo de los salientes en una dirección de un eje de rotación del rodillo de gofrado es de manera preferible de aproximadamente 1 mm a 25 mm.
En otra realización de la invención, la tercera etapa se realiza haciendo pasar el tejido combinado entre un rodillo de gofrado que tiene a una parte de partes de retícula y un contrarrodillo.
Todavía en otra realización de la invención: al menos el primer tejido incluye una zona de diseño que tiene al menos uno de un diseño gráfico, un símbolo y un carácter impreso en el mismo; y el elemento elástico ubicado en al menos una parte de la zona de diseño se corta en la tercera etapa.
Todavía en otra realización de la invención: al menos el segundo tejido incluye una zona sobre la que va a adherirse un elemento; y el elemento elástico ubicado bajo al menos una parte de la zona se corta en la tercera etapa.
Todavía en otra realización de la invención, el elemento elástico es al menos uno de un elástico de hilo, un elástico plano y un elástico de malla.
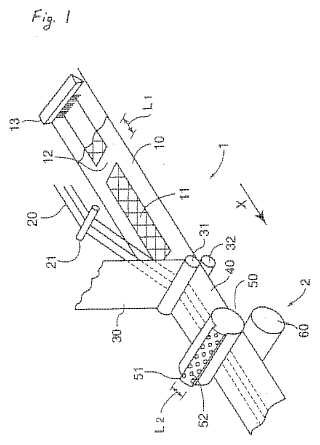
Breve descripción de los dibujos La figura 1 es una vista en perspectiva que ilustra una realización del método de la presente invención.
Cada una de la figura 2A, la figura 2B y la figura 2C es un diagrama que ilustra un ejemplo de una prenda de vestir desechable que usa un tejido combinado.
Cada una de la figura 3A y la figura 3B es un diagrama que ilustra un ejemplo de un patrón de gofrado escalonado.
La figura 4 es un diagrama que ilustra cómo se cortan los elementos elásticos.
La figura 5 es un diagrama que ilustra cómo se cortan los elementos elásticos.
La figura 6 es un diagrama que ilustra un ejemplo de un patrón de gofrado en retícula.
La figura 7A es un diagrama que ilustra un ejemplo de un aplicador de adhesivo, y cada una de la figura 7B y la figura 7C es un diagrama que ilustra un ejemplo de una parte conductora del mismo.
Descripción de las realizaciones preferidas A continuación se describirá una primera realización de la presente invención con referencia a los dibujos adjuntos.
La figura 1 es un diagrama que ilustra un aparato de fabricación 1 para fabricar una prenda de vestir desechable según la primera realización.
El aparato de fabricación 1 incluye un aplicador de adhesivo 13 para aplicar un adhesivo sobre una primera lámina 10, una guía 21 para guiar un elemento elástico 20 entre la primera lámina 10 y una segunda lámina 30, rodillos compresores 31 y 32 para comprimir entre sí la primera lámina 10 y la segunda lámina 30 para dar un tejido combinado 40, y una sección de procesamiento 2 para cortar al menos una parte de, o reducir la fuerza de contracción de, el elemento elástico 20 del tejido combinado 40 producido a través de los rodillos compresores 31 y
32. El adhesivo puede aplicarse sobre la segunda lámina 30.
El aplicador de adhesivo 13 puede aplicar un adhesivo sobre la primera lámina 10, que tiene forma de tira de una anchura predeterminada y que se hace avanzar en la dirección X (la dirección del flujo de producción) , de manera que se proporcionan una parte adhesiva 11 y una parte no adhesiva 12 sobre la primera lámina 10. En términos de la permeabilidad al aire del tejido combinado 40, se prefiere que el aplicador de adhesivo 13 sea un dispositivo de recubrimiento por pulverización, un dispositivo de recubrimiento de cortina, un dispositivo de recubrimiento en espiral, o similar. La cantidad de adhesivo es de manera preferible de aproximadamente 1 g/m2 a aproximadamente 20 g/m2. El adhesivo puede ser un adhesivo de fusión en caliente. Un ejemplo específico del aplicador de adhesivo 13 se describirá posteriormente.
El elemento elástico 20 bajo una tensión predeterminada se suministra a la guía 21. El elemento elástico 20 puede estar en forma de una pluralidad de líneas, tal como se ilustra en la figura 1, o una malla (por ejemplo, puede usarse una red elastomérica tal como REBOUND (R) de CONWED PLASTICS) . El elemento elástico 20 puede ser un elástico de hilo o un elástico plano. La guía 21 puede ser oscilar transversalmente con respecto a la dirección del flujo de producción. En tal caso, la guía 21 puede guiar el elemento elástico 20 entre la primera lámina 10 y la segunda lámina 30 de manera que el elemento elástico 20 se extrae en una línea no lineal. Una tensión predeterminada se aplica al elemento elástico 20 suministrado a la guía 21 por medio de un rodillo tensor (no mostrado) .
La sección de procesamiento 2 incluye un rodillo de gofrado 50 y un contrarrodillo 60 orientado hacia el rodillo de gofrado 50. El tejido combinado 40 se inserta entre el rodillo de gofrado 50 y el contrarrodillo 60, y la sección de procesamiento 2 corta al menos una parte de, o reduce, la fuerza de contracción de, el elemento elástico 20. El rodillo de gofrado 50 incluye una sección de gofrado 51 que tiene una pluralidad de salientes. Los salientes pueden generar calor tal como se describirá posteriormente. En tal caso, la cantidad de calor que va a generarse se determina mediante la distancia entre el rodillo de gofrado 50 y el contrarrodillo 60, la forma y/o el tamaño de cada saliente, el material, el área de sección transversal y/o la forma del elemento elástico 20, y/o la velocidad a la que se hace avanzar el tejido combinado 40.
La figura 2A a la figura 2C ilustran una prenda de vestir desechable a modo de ejemplo hecha del tejido combinado 40, que se ha hecho pasar a través de la sección de procesamiento 2. La prenda de vestir desechable ilustrada en la figura 2A a la figura 2C (por ejemplo, calzoncillos desechables o un pañal desechable; denominados a continuación en el presente documento simplemente como “calzoncillos”) incluye una zona de diseño 150 que tiene un diseño gráfico o caracteres impresos en la misma. Si la fuerza de contracción de una parte del elemento elástico 20 sobre la zona de... [Seguir leyendo]
Reivindicaciones:
1. Método para fabricar un tejido combinado (40) para una prenda de vestir desechable, comprendiendo el método:
una primera etapa de aplicar un adhesivo sobre al menos uno de un primer tejido (10) y un segundo tejido (30) ;
una segunda etapa de intercalar un elemento elástico (20) entre los tejidos primero y segundo (10, 30) y combinar los tejidos primero y segundo (10, 30) y el elemento elástico (20) entre sí, produciendo de este modo un tejido combinado (40) en el que el adhesivo se sitúa entre el primer tejido (10) y el segundo tejido (30) ; caracterizado por
una tercera etapa de cortar una parte de al menos uno de los tejidos primero y segundo (10, 30) y el elemento elástico (20) haciendo pasar el tejido combinado (40) entre un rodillo de gofrado (50) que tiene una pluralidad de salientes (53, 54, 55, 63) , que están dispuestos en la dirección axial del rodillo de gofrado a intervalos, y un contrarrodillo (60) .
2. Método para fabricar una prenda de vestir desechable según la reivindicación 1, en el que:
un intervalo de los salientes (53-55) en una dirección de un eje de rotación del rodillo de gofrado (50) es de aproximadamente 1 mm a 25 mm.
3. Método para fabricar una prenda de vestir desechable según la reivindicación 1, en el que la tercera etapa se realiza haciendo pasar el tejido combinado (40) entre un rodillo de gofrado (50) , que tiene una parte de salientes reticulados (63) , y un contrarrodillo (60) .
4. Método para fabricar una prenda de vestir desechable según una cualquiera de las reivindicaciones 1 a 3, en el que:
al menos el primer tejido (10) incluye una zona de diseño (150) que tiene al menos uno de un diseño gráfico, un símbolo y un carácter impreso en la misma; y
el elemento elástico (20) ubicado en al menos una parte de la zona de diseño (150) se corta en la tercera etapa.
5. Método para fabricar una prenda de vestir desechable según una cualquiera de las reivindicaciones 1 a 4, en el que:
al menos el segundo tejido (30) incluye una zona (162) sobre la que va a adherirse un elemento; y
el elemento elástico (20) ubicado bajo al menos una parte de la zona (162) se corta en la tercera etapa.
6. Método para fabricar una prenda de vestir desechable según una cualquiera de las reivindicaciones 1 a 6, en el que el elemento elástico (20) es al menos uno de un elástico de hilo, un elástico plano y un elástico de malla.
Patentes similares o relacionadas:
Artículo absorbente con núcleo absorbente plegado de capa múltiple, del 15 de Julio de 2020, de ATTENDS HEALTHCARE PRODUCTS, INC: Un núcleo absorbente que comprende un laminado absorbente de capa múltiple plegado longitudinalmente de al menos tres capas, […]
Método y aparato de aplicación de lengüetas transversales, del 15 de Julio de 2020, de CURT G. JOA, INC.: Un método que comprende las etapas de: proporcionar una pluralidad de lengüetas (211a) a una primera posición de transferencia, desplazándose las lengüetas en una […]
Núcleo absorbente sin pulpa y método de formación del núcleo, del 17 de Junio de 2020, de CURT G. JOA, INC.: Un método para formar un núcleo absorbente, comprendiendo el método: proporcionar una primera capa de material ; acoplar hilos elásticos bajo tensión […]
Método de fabricación de sistemas de cierre para artículos de higiene, en particular sistemas de cierre de pañales, del 27 de Mayo de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para producir sistemas de cierre para artículos de higiene, en particular sistemas de cierre de pañales, en donde se aplica un elemento de fijación […]
Procedimiento para la medición de artículos higiénicos absorbentes, del 27 de Mayo de 2020, de TEWS Elektronik GmbH & Co. KG: Procedimiento para la medición de artículos higiénicos absorbentes, en el que los cuerpos absorbentes, separados entre sí, se colocan sobre una banda continua, detectándose […]
MÉTODO DE FIJACIÓN DE COMPRESAS DESECHABLES Y PROTEGESLIPS, del 23 de Abril de 2020, de TOMAS TEIXIDOR, Marta: Método de fijación de compresas desechables y protegeslips mediante el cual la compresa no tiene adhesivo en toda su parte trasera si no sólo en una franja mucho más reducida […]
Producto higiénico, del 22 de Abril de 2020, de Calla Lily Personal Care Ltd: Un producto higiénico para una vagina humana, que comprende un tapón absorbente que se usa internamente y una almohadilla absorbente que se usa externamente […]
Aparato de protección, del 15 de Abril de 2020, de Prosys International Ltd: Aparato para proteger un catéter del contacto con el agua que cae del cabezal de ducha de una ducha, el aparato comprende: un primer componente […]