Método para fabricar etiquetas de oreja para ganado.
Un método para proporcionar etiquetas de oreja para las orejas de ganado por medio de un dispositivo desoldadura (105),
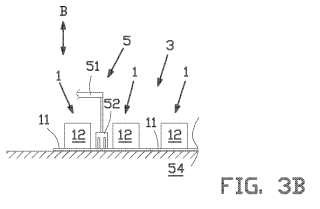
en donde las etiquetas de oreja comprenden una parte de etiqueta de oreja (2) y una parte de unión(1), en donde la parte de etiqueta de oreja (2) está provista de una placa de etiqueta de oreja (21) para apoyarse enla oreja y una primera parte de acoplamiento (22) y en donde la parte de unión (1) está provista de una placa deunión (11) para apoyase en el lado contrario de la oreja y una segunda parte de acoplamiento (12) para lacooperación de acoplamiento con la primera parte de acoplamiento (22), en donde la primera parte de acoplamiento(22) y la segunda parte de acoplamiento (12) perforan la oreja en la cooperación de acoplamiento, en donde eldispositivo de soldadura (105) está provisto de un primer transportador (146) para el transporte de las partes deetiqueta de oreja (2) en una primera dirección de transporte (K), y un primer pasador de presión (120) que tiene unaprimera superficie de extremo distal y un segundo pasador de presión (154) que tiene una segunda superficie deextremo distal que se pueden mover uno hacia el otro (Z1; Z2) transversales a la primera dirección de transporte (K)para formar una junta soldada entre las superficie de extremo distal por medio de soldadura ultrasónica, en donde elprimer transportador (146) está provisto de sujetadores de partes de etiqueta de oreja consecutivas (144, 149) en laprimera dirección de transporte y primeros pasajes que se extienden a través del primer transportador trasversal a laprimera dirección de transporte, en donde los sujetadores de parte de etiqueta de oreja (144, 149) estánmutualmente situados para sujetar las partes de etiqueta de oreja consecutivas (2) con la distancia intermediaimpuesta (G) en la que las placas de etiqueta de oreja (21) se solapan parcialmente entre sí en contacto de apoyoen el borde circunferencial y los primeros pasajes están situados debajo de los solapes situados en línea en ladirección de transporte (K), en donde el método comprende colocar las partes de etiqueta de oreja individuales (2)en los sujetadores de parte de etiqueta de oreja (144, 149) del primer transportador (146), en donde los planosprincipales de las placas de etiqueta de oreja (21) están situados en la localización del solape más allá de cada unade las otras extensiones, transportar las partes de etiqueta de oreja colocadas hacia los pasadores de presión (120,154), y mover los pasadores de presión hacia el solape, en donde el primer pasador de presión (120) es hechopasar a través de un primer pasaje, en donde las placas de etiqueta de oreja (21) son acopladas en la posición delsolape entre las superficies de extremo distal con el fin de formar una soldadura (56) entre ellas por medio desoldadura ultrasónica, en donde formando la soldadura (56), los planos principales de las placas de etiqueta de oreja(21) son llevados sustancialmente en cada una de las otras extensiones en la posición de la soldadura (56).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10168752.
Solicitante: Plastifran B.V.
Nacionalidad solicitante: Países Bajos.
Dirección: Rond Deel 12 5531 AH Bladel PAISES BAJOS.
Inventor/es: FIERET,GILLES FRANÇOIS.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- A01K11/00 NECESIDADES CORRIENTES DE LA VIDA. › A01 AGRICULTURA; SILVICULTURA; CRIA; CAZA; CAPTURA; PESCA. › A01K CRÍA DE ANIMALES; AVICULTURA; APICULTURA; PISCICULTURA; PESCA; ANIMALES PARA CRIA O REPRODUCCIÓN, NO PREVISTOS EN OTRO LUGAR; NUEVAS VARIEDADES DE ANIMALES. › Marcado de animales (marcado de las aves de corral u otras aves A01K 35/00).
PDF original: ES-2389606_T3.pdf
Fragmento de la descripción:
Método para fabricar etiquetas de oreja para ganado
Antecedentes de la Invención
La invención se refiere a la fabricación de etiquetas para ganado.
El documento EP-A-1.690.451 expone etiquetas de ganado como están descritas en el preámbulo de las reivindicaciones 1 a 9. Las etiquetas expuestas constan de una parte macho y una parte hembra, en donde las múltiples partes macho y hembra están unidas alternativamente juntas por medio de un dispositivo de soldadura no expuesto para formar una tira en la que se superponen las partes entres sí.
Además, se conoce un método para fabricar etiquetas de orejas para ganado, en el que las etiquetas de orejas o partes de las mismas son moldeadas por inyección en series de un número fijo limitado, por ejemplo cinco, como una unidad por medio de un molde de inyección y un dispositivo de moldeo por inyección. Por medio de un aplicador de etiqueta de oreja, las partes de etiqueta de oreja se pueden aplicar sucesivamente a la etiqueta de oreja del ganado.
El tamaño del dispositivo de moldeo por inyección y la complejidad del molde de inyección definen el máximo tamaño de las series. Debido al limitado número de etiquetas de oreja por serie, el aplicador de etiqueta de oreja regularmente tiene que estar provisto de una nueva serie de partes de etiqueta de oreja.
Es un objeto de la presente invención proporcionar un método con el que las partes de etiqueta se pueden proporcionar de manera efectiva.
SUMARIO DE LA INVENCIÓN
De acuerdo con un primer aspecto, la invención proporciona un método para proporcionar etiquetas de oreja para las orejas del ganado, por medio de un dispositivo de soldadura, en que las etiquetas de oreja comprende una parte de etiqueta de oreja y una parte de unión, en donde la parte de etiqueta está provista de una placa de oreja para apoyar con la oreja y una primera parte de acoplamiento y en donde la parte de unión está provista de una placa de unión para apoyar el lado contrario de la oreja y una segunda parte de acoplamiento para la cooperación de acoplamiento con la primera parte de acoplamiento, en donde la primera parte de acoplamiento y la segunda parte de acoplamiento perforan la oreja en la operación de acoplamiento, en donde el dispositivo de soldadura está provisto de un primer transportador para el transporte de las partes de etiqueta de oreja en una primera dirección de transporte, y un primer pasador de presión que tiene una primera superficie de extremo distal que se pueden mover entre sí transversal a la primera dirección de transporte para formar una junta de soldadura entre las superficies de extremo distal por medio de soldadura ultrasónica, en donde el primer transportador está provisto de sujetadores de parte de etiqueta de oreja consecutivos en la primera dirección de transporte y primeros pasajes que se extienden a través del primer transportador a la dirección de transporte, en donde los sujetadores de parte de etiqueta de oreja están colocados mutuamente para la sujeción de las consecutivas partes de etiqueta de oreja con una distancia intermedia impuesta en la que las placas de etiqueta de oreja se superponen parcialmente ente sí en contacto de apoyo en el borde circunferencial y los primeros pasajes están situados debajo de las superposiciones situadas en línea en la primera dirección de transporte, en donde el método comprende la colocación de partes de etiqueta de oreja individuales en los sujetadores de partes de etiqueta de oreja del primer transportador, en donde los planos principales de las placas de etiqueta están situados en la posición del solape más allá de cada una de las otras extensiones, transportar las partes de etiqueta de oreja colocadas hacia los pasadores de presión, y mover los pasadores de presión hacia el solape, en donde el primer pasador de presión es hecho pasar a través de un primer pasaje, en donde las placas de etiqueta de oreja están acopladas en la posición del solape entre la superficie de extremo distales con el fin de formar una soldadura entre ellas por medio de soldadura ultrasónica, en donde mediante la formación de la soldadura, los planos principales de las placas de etiqueta de oreja son llevadas sustancialmente a cada una de las otras extensiones en la localización de la soldadura. De esta manera se puede formar un número indefinido de partes de etiqueta de oreja a una unidad gestionable de una manera controlada, cuya unidad puede ser entonces de cualquier tamaño.
En una realización, los sujetadores de parte de etiqueta de oreja están provistos de un plano de base recto que puede estar o no dividido, en donde la primera superficie de extremo distal cuando pasa a través del primer pasador de presión a través del primer pasaje es llevada en la extensión del primer plano de base recto. La primera superficie de extremo distal del primer pasador de presión puede ser llevada a contacto de apoyo con las partes de etiqueta de oreja que se apoyan sobre el plano de base en la posición de solape anterior a la soldadura ultrasónica del solape.
En una realización, la primera dirección de transporte es horizontal, en donde las partes de etiqueta de oreja están colocadas desde arriba en los sujetadores de etiqueta de oreja. La primera parte de acoplamiento se puede extender entonces a través del primer pasaje y como resultado, considerada en la dirección de transporte, para ser confinada en el primer pasaje.
En una realización, el dispositivo de soldadura está provisto de un primer pasador de presión que tiene varios primeros pasadores de presión y un segundo sujetador de pasador de presión que tiene varios pasadores de presión, en donde los primeros pasadores de presión y los segundos pasadores de presión están situados consecutivamente en la primera dirección de transporte, en donde diversas soldaduras simultáneas están formadas en la localización de los solapes que son consecutivos en la primera dirección de transporte. Como resultado las series se pueden formar rápidamente.
En una realización, las placas de etiqueta de orejas de las partes de etiqueta de oreja individuales tiene un borde circunferencial circular, y/o las primeras partes de acoplamiento comprende un vástago de acoplamiento de perforación de oreja, que está orientado sustancialmente transversal a la placa de etiqueta de oreja, y/o las primeras partes de acoplamiento comprenden un vástago de acoplamiento de perforación que está centrado con respecto al plano de etiqueta de oreja. El vástago de acoplamiento es capaz de bloquear la parte de etiqueta de oreja en la parte unión.
En una realización, el primer transportador está provisto de cadenas que se extienden paralelas entre sí y que están construidas a partir de grilletes que están conectados entre sí para articularse, en donde entre las cadenas se extienden barras de conexión que se extienden transversales a la dirección de transporte y que mantienen los grilletes a una distancia mutua fija y entre los que están definidos los pasajes, en donde los sujetadores de parte de etiqueta de oreja están formados por los grilletes sobre los que las placas de etiqueta de oreja están situadas y las barras de conexión contra las cuales la primera parte de acoplamiento está situada para pasar a lo largo de las partes de etiqueta de oreja. La primera parte de acoplamiento puede apoyarse en una barra de conexión del premier pasaje aguas abajo durante el transporte en la primera dirección de transporte.
En una realización, las partes de etiqueta son idénticas en forma espacial excepto por opcionalmente un código de identificación único en la placa de etiqueta de oreja. El código de identificación único se puede utilizar para identificar el ganado en base a la etiqueta en la condición aplicada.
En una realización, las partes de etiqueta de oreja soldadas juntas están o estarán provistas de un código de identificación único sobre la placa de etiqueta de oreja. Si las partes de etiqueta de oreja, durante el método, por ejemplo después de la soldadura ultrasónica, están provistas de un único código de identificación, el riesgo de mutilar dicho código de identificación durante el método se reduce.
De acuerdo con un segundo aspecto, la invención proporciona un método para proporcionar etiquetas de oreja para orejas de ganado por medio de un dispositivo de soldadura, en el que las etiquetas de oreja comprende una parte de etiqueta y una parte de unión, en donde la parte de unión está provista de una placa de etiqueta... [Seguir leyendo]
Reivindicaciones:
1. Un método para proporcionar etiquetas de oreja para las orejas de ganado por medio de un dispositivo de soldadura (105) , en donde las etiquetas de oreja comprenden una parte de etiqueta de oreja (2) y una parte de unión (1) , en donde la parte de etiqueta de oreja (2) está provista de una placa de etiqueta de oreja (21) para apoyarse en la oreja y una primera parte de acoplamiento (22) y en donde la parte de unión (1) está provista de una placa de unión (11) para apoyase en el lado contrario de la oreja y una segunda parte de acoplamiento (12) para la cooperación de acoplamiento con la primera parte de acoplamiento (22) , en donde la primera parte de acoplamiento
(22) y la segunda parte de acoplamiento (12) perforan la oreja en la cooperación de acoplamiento, en donde el dispositivo de soldadura (105) está provisto de un primer transportador (146) para el transporte de las partes de etiqueta de oreja (2) en una primera dirección de transporte (K) , y un primer pasador de presión (120) que tiene una primera superficie de extremo distal y un segundo pasador de presión (154) que tiene una segunda superficie de extremo distal que se pueden mover uno hacia el otro (Z1; Z2) transversales a la primera dirección de transporte (K) para formar una junta soldada entre las superficie de extremo distal por medio de soldadura ultrasónica, en donde el primer transportador (146) está provisto de sujetadores de partes de etiqueta de oreja consecutivas (144, 149) en la primera dirección de transporte y primeros pasajes que se extienden a través del primer transportador trasversal a la primera dirección de transporte, en donde los sujetadores de parte de etiqueta de oreja (144, 149) están mutualmente situados para sujetar las partes de etiqueta de oreja consecutivas (2) con la distancia intermedia impuesta (G) en la que las placas de etiqueta de oreja (21) se solapan parcialmente entre sí en contacto de apoyo en el borde circunferencial y los primeros pasajes están situados debajo de los solapes situados en línea en la dirección de transporte (K) , en donde el método comprende colocar las partes de etiqueta de oreja individuales (2) en los sujetadores de parte de etiqueta de oreja (144, 149) del primer transportador (146) , en donde los planos principales de las placas de etiqueta de oreja (21) están situados en la localización del solape más allá de cada una de las otras extensiones, transportar las partes de etiqueta de oreja colocadas hacia los pasadores de presión (120, 154) , y mover los pasadores de presión hacia el solape, en donde el primer pasador de presión (120) es hecho pasar a través de un primer pasaje, en donde las placas de etiqueta de oreja (21) son acopladas en la posición del solape entre las superficies de extremo distal con el fin de formar una soldadura (56) entre ellas por medio de soldadura ultrasónica, en donde formando la soldadura (56) , los planos principales de las placas de etiqueta de oreja
(21) son llevados sustancialmente en cada una de las otras extensiones en la posición de la soldadura (56) .
2. El método de acuerdo con la reivindicación 1, en el que los sujetadores de parte de etiqueta de oreja (144, 149) están provistos de un primer plano de base recto que puede estar o no dividido, en el que la superficie de extremo distal cuando pasa a través del primer pasador de presión (120) a través del primer pasaje es llevada en la extensión del primer plano de base recto.
3. El método de acuerdo con la reivindicación 1 ó 2, en el que la primera dirección de transporte (K) es horizontal, en el que las partes de etiqueta de oreja (2) son colocadas desde arriba en los sujetadores de etiqueta de oreja (144, 149) .
4. El método de acuerdo con una cualquiera de las reivindicaciones precedentes, en el que el dispositivo de soldadura (105) está provisto de un primer sujetador de pasador de presión (119) que tiene varios primeros pasadores de presión (120) y un segundo sujetador de pasador de presión (153) que tiene varios segundos pasadores de presión (154) , en el que los primeros pasadores de presión (120) y los segundos pasadores de presión (154) están colocados consecutivamente en la primera dirección de transporte (K) , en donde son formadas varias soldaduras (56) de manera simultánea en la posición de los solapes que son consecutivos en la primera dirección de transporte (K) .
5. El método de acuerdo con una cualquiera de las reivindicaciones precedentes, en el que las placas de etiqueta de oreja (21) de las partes de etiqueta de oreja individuales (2) tienen un borde circunferencial circular, y/o en el que las primeras partes de acoplamiento (22) comprenden un vástago de acoplamiento de perforación de oreja que está orientado sustancialmente transversal a la placa de etiqueta de oreja (21) y/o en el que las primeras partes de acoplamiento (22) comprenden un vástago de acoplamiento de perforación de oreja que está centrado con respecto a la placa de etiqueta de oreja (21) .
6. El método de acuerdo con una cualquiera de las reivindicaciones precedentes, en el que el primer transportador
(146) está provisto de dos cadenas (147, 148) que se extienden paralelas entre sí y que están construidas a partir de grilletes que están conectados entre sí de manera que se articulan, en donde entre las cadenas se extienden barras de conexión (149) que se extienden transversales a la dirección de transporte (K) y que mantienen los grilletes a una distancia fija mutua y entre los cuales están definidos primeros pasajes, en donde los sujetadores de parte de etiqueta de oreja (144, 149) están formados por los grilletes sobre los cuales están situadas las placas de etiqueta de oreja (21) y las barras de conexión contra las cuales la primera parte de acoplamiento (22) está situada para pasar a lo largo de las partes de etiqueta.
7. El método de acuerdo con una cualquiera de las reivindicaciones precedentes, en el que la forma espacial de las partes de etiqueta de oreja (2) son idénticas respecto por un código de identificación único opcionalmente (25) en la placa de etiqueta de oreja (21) .
8. El método de acuerdo con una cualquiera de las reivindicaciones precedentes, en el que las partes de etiqueta de oreja (2) soldadas jutas están o estarán provistas de un código de identificación único (25) en la placa de etiqueta de oreja (21) .
9. El método para proporcionar etiquetas de oreja para orejas de ganado por medio de un dispositivo de soldadura (105) , en el que las etiquetas de oreja comprenden una parte de etiqueta de oreja (2) y una parte de unión (1) , en donde la parte de etiqueta de oreja (2) está provista de una placa de etiqueta de oreja (21) para apoyarse contra la oreja y una primera parte de acoplamiento (22) y en donde la parte de unión (1) está provista de una placa de unión
(11) para apoyar en el lado contrario de la oreja y una segunda parte de acoplamiento (12) para la cooperación de acoplamiento con la primera parte de acoplamiento (22) , en donde la primera parte de acoplamiento (22) y la segunda parte de acoplamiento (12) perforan la oreja en cooperación de acoplamiento, en donde el dispositivo de soldadura (105) está provisto de un segundo transportador (141) para el transporte de las partes de unión (1) en una segunda dirección de transporte (K) , y un tercer pasador de presión (120) que tiene una tercera superficie de extremo distal y un cuarto pasador de presión (154) que tiene una cuarta superficie de extremo distal que se pueden mover uno hacia el otro (Z1; Z2) transversales a la segunda dirección de transporte (K) para formar una junta soldada entre las superficies de extremo distal por medio de soldadura ultrasónica, en donde el segundo transportador (141) está provisto de sujetadores de parte de unión (112) consecutivos en la segunda dirección de transporte y segundos pasajes que se extienden a través del segundo transportador trasversal a la segunda dirección de transporte, en donde, los sujetadores de partes de unión (112) están mutuamente situados para sujetar las partes de unión consecutivas (1) con una distancia intermedia impuesta (F) en la que las placas de unión (11) se superponen parcialmente entre sí en contacto de apoyo en el borde circunferencial y los segundos pasajes están situados debajo de los solapes situados en línea en la dirección de transporte (K) , en donde el método comprende colocar partes de unión individuales (1) en los sujetadores de parte de unión (112) del segundo transportador (141) , en donde los planos principales de las placas de unión (11) están situados en la localización del solape más allá de cada una de las otras extensiones, transportar las partes de unión colocadas (11) hacia los pasadores de presión (120, 154) , y mover los pasadores de presión hacia el solape, en donde el tercer pasador de presión (120) es hecho pasar a través de un segundo pasaje, en donde las placas de unión (11) son acopladas en la localización del solape entre las superficies de extremo distal para formar una soldadura (53) entre ellas por medio de soldadura ultrasónica, en el que mediante la formación de la soldadura (53) las placas principales de las placas de unión (11) son llevadas sustancialmente en cada una de las otras extensiones a la posición de la soldadura (53) .
10. El método de acuerdo con la reivindicación 9, en el que los sujetadores de parte de unión (112) están provistos de un segundo plano de base recto (111) que puede estar o no dividido, en donde la tercera superficie de extremo distal, cuando pasa a través del tercer pasador de presión (120) a través del segundo pasaje, es llevada en la extensión del segundo plano de base recto (111) .
11. El método de acuerdo con la reivindicación 9 ó 10, en el que la segunda dirección de transporte (K) es horizontal, en donde las partes de unión (1) son colocadas desde encima en los sujetadores de partes de unión (112) .
12. El método de acuerdo con una cualquiera de las reivindicaciones 9-11, en el que el dispositivo de soldadura
(105) está provisto de un tercer sujetador de pasador de presión (119) que tiene varios terceros pasadores de presión (120) y un cuarto sujetador de pasador de presión que tiene varios cuartos pasadores de presión, en donde el primer pasador de presión (120) y el segundo pasador de presión (154) están situados consecutivamente en la segunda dirección de transporte (K) , en donde se forman varias soldaduras (53) de manera simultanea en la posición de los solapes que son consecutivos en la segunda dirección de transporte (K) .
13. El método de acuerdo con la reivindicaciones 9-12, en donde las placas de unión (11) de las partes de unión individuales (1) tienen un borde circunferencial circular, y/o en donde las segundas partes de acoplamiento (12) comprenden una arandela de alojamiento hueca que está orientada sustancialmente trasversal a la placa de unión
(11) y/o en donde las segundas partes de acoplamiento (12) comprenden una arandela de alojamiento hueca que está centrada con respecto a la placa de unión (11) .
14. El método de acuerdo con una cualquiera de las reivindicaciones precedentes, en el que el segundo transportador (141) está provisto de dos cadenas (142, 143) que se extienden paralelas entre sí y que están construidas a partir de grilletes que están conectados entre sí para articularse, en donde entre las cadenas se extienden puentes de conexión (145) que se extienden transversales a la dirección de transporte (K) y que mantienen los grilletes a una distancia fija mutua, en donde los sujetadores de partes de unión (112) están formados por los puentes de conexión (145) sobre los que se sitúan las placas de unión (11) .
15. El método de acuerdo con las reivindicaciones 1 y 9, en el que la primera y la segunda direcciones de transporte
(K) son paralelas entre sí, en donde preferiblemente el primer y tercer pasadores (120) están dispuestos en el mismo sujetador de pasador de presión (119) y/o en donde el segundo y el cuarto pasadores de presión (154) están dispuestos en el mismo sujetador de pasador de presión (152) , en donde los sujetadores de pasador de presión (119, 153) entre los que forman las soldaduras se mueven recíprocamente entre el primer y el segundo transportadores (141, 146) .
16. El método de acuerdo con las reivindicaciones 1 y 9, en el que las partes de etiqueta de oreja (2) que están soldadas juntas por una parte y las partes de unión (1) que están soldadas juntas por otra parte son descargadas del dispositivo de soldadura (105) en una primera cadena sinfín (4) y una segunda cadena sinfín (3) , respectivamente y como una cadena son pasadas a través de un dispositivo de aplicación de etiqueta de oreja (250) , en donde el dispositivo de aplicación de etiqueta de oreja (250) está provisto de un primer separador para separar una parte de etiqueta de oreja individual (2) de la primera cadena (4) , un segundo separador para separar una parte de unión individual (1) de la segunda cadena (3) y un dispositivo de acoplamiento (259, 258) para llevar la primera parte de acoplamiento (22) y la segunda parte de acoplamiento (12) en cooperación de contacto con una oreja de cerdo.
17. El conjunto (3, 4) para proporcionar etiquetas de oreja para ganado, en donde las etiquetas de oreja comprenden una parte de etiqueta de oreja (2) y una parte de unión (1) , en donde la parte de etiqueta de oreja (2) está provista de una placa de etiqueta de oreja (21) para apoyar la oreja y una primera parte de acoplamiento (22) y en donde la parte de unión (1) está provista de una de unión (11) para apoyar el lado contrario de la oreja y una segunda parte de acoplamiento (12) para la cooperación de acoplamiento con la primera parte de acoplamiento (22) , en donde la primera parte de acoplamiento (22) y la segunda parte de acoplamiento (12) perforan la oreja en cooperación de acoplamiento, en donde el conjunto (3, 4) comprende múltiples partes de etiqueta de oreja que forman una primera cadena (4) y una segunda cadena (3) , en donde en la primera cadena (4) las placas de etiqueta (21) están situadas en línea teniendo una soldadura (56) en entre y los planos principales de las placas de etiqueta de oreja (21) están sustancialmente en cada una de las otras extensiones en la posición de las soldaduras (56) , en donde fuera de las soldaduras (56) las placas de etiqueta de oreja (21) tienen un borde circunferencial circular con un diámetro alrededor de la primera parte de acoplamiento (22) , en donde la distancia intermedia (G) entre las primeras partes de acoplamiento consecutivas (22) es más pequeña que el diámetro de las placas de etiqueta de oreja (21) , y en donde en la segunda cadena (3) las placas de unión (11) están colocadas en línea teniendo una soldadura (43) entre ellas y los planos principales de las placas de unión (11) están sustancialmente en cada una de las otras extensiones en la posición de las soldaduras (53) , en donde fuera de las soldaduras (53) las placas de unión (11) tienen un borde circunferencial circular con un diámetro alrededor de la segunda parte de acoplamiento (12) , en donde las distancia intermedia (F) entre segundas partes de acoplamiento consecutivas (12) es más pequeña que el diámetro de las placas de unión (11) .
Patentes similares o relacionadas:
SISTEMA INTEGRADO DE CONTROL, PREDICCIÓN Y ERRADICACIÓN DE ENFERMEDADES EN GRANJAS DE PRODUCCIÓN ANIMAL MEDIANTE LA COMBINACIÓN DE DISPOSITIVOS DE CONTROL DE MOVIMIENTOS, CONTROL AMBIENTAL Y SEGUIMIENTO DE LA SALUD ANIMAL, Y SU MÉTODO DE APLICACIÓN Y VALORACIÓN DEL RIESGO BIOLÓGICO, del 23 de Julio de 2020, de PIGCHAMP PRO EUROPA, S.L: Se trata de un sistema integrado de control, predicción y erradicación de enfermedades en granjas de producción animal, mediante la combinación de dispositivos de control […]
Parte hembra de un dispositivo de identificación de animales que comprende un elemento para bloquear la parte macho en la parte hembra, del 3 de Junio de 2020, de ALLFLEX EUROPE (100.0%): Parte hembra de un dispositivo de identificación de animales, que comprende una cavidad destinada a recibir una cabeza de una parte macho de dicho dispositivo […]
Antena para etiqueta de identificación y etiqueta de identificación con antena, del 6 de Mayo de 2020, de Datamars S.A: Una etiqueta de identificación de frecuencia ultra alta para acoplarse a un animal, comprendiendo dicha etiqueta de identificación: un cuerpo (12, 14, 112, […]
Sistema de identificación de animales que comprende un dispositivo de identificación de animales y un instrumento de toma de muestras, del 15 de Abril de 2020, de ALLFLEX EUROPE (100.0%): Un sistema de identificación de animales, que comprende un dispositivo de identificación de animales y un instrumento de toma de muestras de tejido animal, comprendiendo […]
SISTEMA Y DISPOSITIVO ELECTRÓNICO INALÁMBRICO PARA LA GESTIÓN DE GANADO, del 12 de Marzo de 2020, de UNIVERSIDAD DE EXTREMADURA: 1. Sistema para la identificación y gestión de información de un grupo de animales, caracterizado porque el sistema está formado por: - En cada animal […]
Dispositivo de extracción de tejido de un animal, del 12 de Febrero de 2020, de ALLFLEX EUROPE (100.0%): Dispositivo de extracción de tejido de un animal que comprende: unos medios de extracción que presentan al menos un elemento de corte destinado a cortar una muestra […]
Sistema para monitorización de la salud de animales de compañía, del 1 de Enero de 2020, de ALLFLEX USA, INC: Un sistema de monitorización de la salud animal, que comprende: un conjunto electrónico diseñado para ser ubicado en un animal […]
 Sistema de gestión de animales y el procedimiento correspondiente que incluye una radioetiqueta para animal y transceptores adicionales, del 31 de Octubre de 2019, de GT ACQUISITION SUB, INC: Un sistema de gestión de animales que comprende:
una fuente de señal que emite una señal en un alcance que engloba un área de interés; una etiqueta para animal […]
Sistema de gestión de animales y el procedimiento correspondiente que incluye una radioetiqueta para animal y transceptores adicionales, del 31 de Octubre de 2019, de GT ACQUISITION SUB, INC: Un sistema de gestión de animales que comprende:
una fuente de señal que emite una señal en un alcance que engloba un área de interés; una etiqueta para animal […]