Método para fabricar un devanado cilíndrico para máquina eléctrica sin ranuras.
Método para fabricar un devanado cilíndrico (4) para una máquina eléctrica sin ranuras según los siguientespasos:
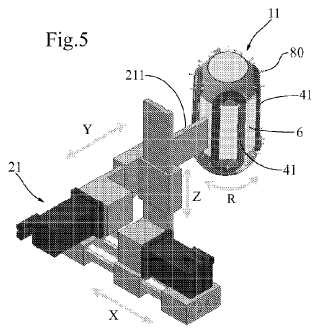
a) un cabezal de devanado (211) capaz de moverse según tres ejes X, Y, Z, enrolla de forma continuaun alambre siguiendo un programa de devanado predeterminado alrededor de dos conjuntos de agujas(70, 80) y en la superficie externa de un primer tubo cilíndrico (6), estando dichas agujas (70, 80)ubicadas en las superficies de extremo (73, 83) con forma cónica de dos cuerpos cilíndricos idénticos (7,8) yuxtapuestos de forma axial y móviles de forma axial y en rotación, estando dichos cuerposcilíndricos (7, 8) ubicados dentro de dicho primer tubo cilíndrico (6),
b) tras la consecución del proceso de devanado de todas las fases de la máquina eléctrica, alrededor detoda la superficie periférica de 360° de dicho primer tubo cilíndrico (6), se pone un segundo tubocilíndrico (10) alrededor del devanado conseguido (4);
c) dichos dos conjuntos de agujas (70, 80) se retiran y los dos cuerpos cilíndricos (7, 8) se alejan deforma axial.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10196906.
Solicitante: INFRANOR HOLDING S.A.
Nacionalidad solicitante: Suiza.
Dirección: RUE DES UTTINS 27 1400 YVERDON-LES-BAINS SUIZA.
Inventor/es: TASSINARIO, GIAMPIERO, FLOTATS,IVAN, CRUELLAS,FRANCESC, GALCERAN,JOAQUIM.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- H02K15/04 ELECTRICIDAD. › H02 PRODUCCION, CONVERSION O DISTRIBUCION DE LA ENERGIA ELECTRICA. › H02K MAQUINAS DINAMOELECTRICAS (relés dinamoeléctricos H01H 53/00; transformación de una potencia de entrada en DC o AC en una potencia de salida de choque H02M 9/00). › H02K 15/00 Métodos o aparatos especialmente adaptados para la fabricación, montaje, mantenimiento o reparación de máquinas dinamoeléctricas. › de arrollamientos, antes de su montaje en las máquinas (aislamiento de arrollamientos H02K 15/10, H02K 15/12).
- H02K15/08 H02K 15/00 […] › Ejecución de arrollamientos por asiento de los conductores en o alrededor de las partes que forman el núcleo.
PDF original: ES-2441739_T3.pdf
Fragmento de la descripción:
Método para fabricar un devanado cilíndrico para máquina eléctrica sin ranuras.
La presente invención hace referencia a un método para fabricar un devanado cilíndrico para una máquina eléctrica sin ranuras y una instalación para permitir llevar a cabo este método y un devanado hecho 5 según dicho método.
El principal objetivo de la presente invención es un método para fabricar un devanado cilíndrico de máquina eléctrica de forma automática. El tipo de devanado no se coloca en cualquier ranura de cualquier apilamiento de acero eléctrico como está comúnmente normalizado. Los alambres de las bobinas se ponen juntos, uno al lado del otro, para que no exista modulación del flujo magnético debido a la presencia de cualquier
diente. La tecnología usada se conoce como devanado sin ranuras.
El hecho de que en devanados convencionales se coloquen las bobinas en las ranuras de los apilamientos laminados hace que este método no sea lo bastante flexible para elegir cualquier tipo de diámetro del alambre, puesto que las ranuras tiene una sección específica y la entrada a estas está limitada por el tipo de punzón que se use. Se comenta ampliamente en la patente ES 531635 y aunque en esa patente se produce también un sistema de devanado sin hierro, el problema diferencial de esto es el hecho de que los alambres se colocan ocupando todo el espacio alrededor del rotor de la máquina eléctrica.
Una de las dificultades de fabricar máquinas eléctricas con devanados sin ranuras es que normalmente no se usa esta tecnología ya que no es fácil sujetar alambres sin ningún diente para sujetarlos.
Nuestra invención proporciona un sistema en el que se puede crear este tipo de devanados con la ventaja de usar una tecnología que permite que las máquinas eléctricas hagan movimientos de alto rendimiento. Este tipo de máquinas eléctricas tiene un mínimo par torsor de rizado ya que no existe modulación de flujo debido a la ausencia de dientes que lo modulen, no existe par torsor de detención, por lo que colocar estos rotores de máquinas eléctricas es más fácil en cualquier posición angular, proporciona mayor par torsor ya que el diámetro del rotor puede ser mayor porque el devanado se coloca en una corona que se coloca fuera. Se evitan las corrientes de Foucault en los imanes por lo que se pueden alcanzar mayor niveles de velocidad, existe un nivel más bajo de saturación de hierro en el acero eléctrico, por lo que las pérdidas son menores y, por lo tanto, la eficacia es mayor. Algunas patentes como EP 0159069B1 o EP 0123347 hablan también de algunas de las grandes ventajas de este tipo de tecnología.
También se explica un proceso para producir tecnología de devanado sin ranuras en la patente EP
0313514B1 aunque en este sistema no es fácil fabricar devanados en grandes cantidades como según el método de la presente invención.
US 5 998 905 A revela un método y un dispositivo para fabricar un devanado cilíndrico para una máquina eléctrica sin ranuras que comprende los siguientes pasos:
i) un cabezal de devanado capaz de moverse según tres ejes X, Y, Z, enrolla de forma continua un alambre siguiendo un programa de devanado predeterminado alrededor de dos conjuntos de agujas y en la superficie externa de un primer tubo cilíndrico ii) tras la consecución de la operación de devanado de todas las fases de la máquina eléctrica, alrededor de toda la superficie periférica de 360° de dicho primer tubo cilíndrico, se pone un segundo tubo cilíndrico
alrededor del devanado conseguido; iii) dichos dos conjuntos de agujas se retiran.
US 2010/181860 A1 revela un método e instalación similar.
El método de acuerdo con la presente invención se define en la reivindicación 1 y mejora los métodos e 5 instalaciones ya conocidas.
De acuerdo con las reivindicaciones dependientes, el devanado puede ser el devanado del estátor o de un rotor con inyección de un material de moldeo o no.
La invención hace referencia también a una instalación que permite llevar a cabo el método y un devanado hecho según el método de la presente invención.
Se describirán los modos de realización preferidos de la presente invención en referencia a las figuras adjuntas.
La figura 1 es una vista lateral de una máquina eléctrica provista con un devanado fabricado según el método de la presente invención;
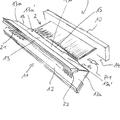
La figura 2 es una vista en perspectiva de una bobina con vueltas dispuestas de forma concéntrica;
La figura 3 es una vista lateral de los elementos principales del dispositivo de apoyo del devanado; La figura 4 es una vista lateral de los elementos de la figura 3 en la posición de funcionamiento; La figura 5 es una representación esquemática de la instalación que permite llevar a cabo el método de la presente invención; La figura 6 es una vista en perspectiva del dispositivo de apoyo del devanado;
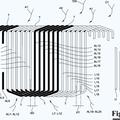
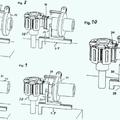
Las figuras 7 y 8 ilustran de forma esquemática los últimos pasos del método; Las figuras 9 y 10 muestran una sección transversal de forma axial de una máquina eléctrica provista con devanado hecho según el presente método; La figura 10 es la representación común de un diagrama de devanado según la presente invención; La figura 12 es una vista en perspectiva de un devanado moldeado para un rotor.
En la figura 1, tenemos un estátor sin ranuras 1, un devanado 4 dispuesto de forma regular alrededor de toda la superficie periférica de 360° de un cilindro fino 6 hecho de material no magnético como un material de fibra de vidrio, imanes permanentes 3 dispuestos en la superficie periférica de un rotor 2. En este caso, se coloca un segundo cilindro fino 5 hecho de material de fibra de vidrio o carbono alrededor de imanes permanentes 3 para sujetarlos de forma radial.
Antes de describir el método para fabricar el devanado nos referiremos a los elementos principales de una instalación representada en la figura 5. Los principales dispositivos de esta instalación son un dispositivo de apoyo de devanado 11 provisto con medios que permiten girar el dispositivo 11 alrededor de un eje paralelo a las vueltas de las bobinas 41 del devanado y un dispositivo 21 diseñado para manejar un cabezal de devanado 211 según tres ejes X, Y, Z. El dispositivo que controla el cabezal de devanado se representa de forma esquemática pero puede usarse cualquier otro dispositivo que permita que el cabezal de devanado se mueva según los tres ejes. También se necesitan medios electrónicos (no representados) diseñados para controlar el cabezal de devanado 211 y el dispositivo de apoyo de devanado 11 según un programa predeterminado. Dicho programa maneja los dispositivos 11 y 21 según el tipo de bobinas de devanado (bobinas superpuestas, bobinas
concéntricas, imbricadas, onduladas, etc) .
El dispositivo 11 se fija en un dispositivo capaz de rotar que permite manejar el dispositivo 11 según la flecha R. Los principales elementos del dispositivo 11 son (figuras 3, 4) dos cuerpos cilíndricos idénticos 7, 8, que se mueven de forma axial, un primer tubo cilíndrico 6 y un segundo tubo cilíndrico 10. Cada cuerpo cilíndrico 5 comprende una parte cilíndrica 71, 81, que termina con un saliente 72, 82, seguido por una parte con forma cónica 73, 83. La parte con forma cónica puede estar seguida por otra parte con forma cilíndrica 74, 84 o un elemento que permita fijarse al cuerpo cilíndrico 7, 8 y manejarlo de forma axial. La parte cónica 73, 83 se presenta con un conjunto de agujeros diseñados para recibir agujas 80 (fig. 5, 6) alrededor de los cuales se forman los extremos de los bucles de retorno de las bobinas 41. La disposición de las agujas en los agujeros depende del tipo de bobinas de devanado.
El primer tubo cilíndrico 6 está diseñado para ser el tope contra los salientes 72, 82 (figura 7) cuando los cuerpos cilíndricos 7, 8 están cerca el uno del otro. El segundo tubo cilíndrico 10 (fig. 3, 4) está diseñado para rodear el devanado al final del paso de devanado.
La función y material de los tubos cilíndricos 6, 10 dependen del tipo de devanado que se haga. Para fabricar el devanado, como no hay ranuras, se necesita un apoyo para sujetar los alambres durante el proceso de devanado. El primer tubo cilíndrico 6 es ese apoyo.
Si el devanado que hay que preparar es para un estátor sin ranuras sin inyección de un material de moldeo, el tubo cilíndrico 6 es un cilindro de fibra de vidrio con el grosor mínimo, los valores de 0, 3 mm a 0, 7 son comunes. Siempre se recomienda el valor mínimo para que no sea necesario proporcionar más cantidad de imán 20 para cruzar el devanado. Sin embargo, no puede ser un valor fijo ya que también depende del... [Seguir leyendo]
Reivindicaciones:
1. Método para fabricar un devanado cilíndrico (4) para una máquina eléctrica sin ranuras según los siguientes pasos:
a) un cabezal de devanado (211) capaz de moverse según tres ejes X, Y, Z, enrolla de forma continua un alambre siguiendo un programa de devanado predeterminado alrededor de dos conjuntos de agujas (70, 80) y en la superficie externa de un primer tubo cilíndrico (6) , estando dichas agujas (70, 80) ubicadas en las superficies de extremo (73, 83) con forma cónica de dos cuerpos cilíndricos idénticos (7, 8) yuxtapuestos de forma axial y móviles de forma axial y en rotación, estando dichos cuerpos cilíndricos (7, 8) ubicados dentro de dicho primer tubo cilíndrico (6) ,
b) tras la consecución del proceso de devanado de todas las fases de la máquina eléctrica, alrededor de toda la superficie periférica de 360° de dicho primer tubo cilíndrico (6) , se pone un segundo tubo cilíndrico (10) alrededor del devanado conseguido (4) ;
c) dichos dos conjuntos de agujas (70, 80) se retiran y los dos cuerpos cilíndricos (7, 8) se alejan de forma axial.
2. Método de acuerdo con la reivindicación 1, caracterizado porque dichos primer y segundo tubos cilíndricos (6, 10) son dos partes equivalentes de molde, porque después de poner el segundo tubo cilíndrico (10) alrededor del devanado conseguido (4) , el molde formado se llena con un material de moldeo y porque tras enfriarse, se retira el molde lo que produce un devanado cilíndrico rígido.
3. Método de acuerdo con la reivindicación 1, caracterizado porque dicho devanado (4) es un devanado de estátor, dicho primer tubo cilíndrico (6) que soporta el devanado se realiza con un material no magnético como fibra de vidrio y porque el segundo tubo cilíndrico (10) es un estátor sin ranuras hecho de material magnético como un apilamiento de laminado de acero o de polvo magnético.
4. Método de acuerdo con la reivindicación 1, caracterizado porque dicho devanado (4) es un devanado de rotor, dichos primer y segundo tubos cilíndricos (6, 10) que soportan el devanado están hechos de material
no magnético como fibra de vidrio y porque al final del método, se conecta un anillo de conmutación (42) al devanado (4) .
5. Método de acuerdo con la reivindicación 2, caracterizado porque dicho devanado (4) es un devanado de rotor y porque, al final del método, se conecta un anillo de conmutación (42) al devanado.
6. Método de acuerdo con cualquiera de las reivindicaciones de la 1 a la 5, caracterizado porque los
alambres que forman cada bobina del devanado (4) se disponen de forma concéntrica para evitar cruces de los alambres en los bucles de retorno de las vueltas de las bobinas y permitir obtener un devanado que tenga el mismo grosor por todos lados.
7. Instalación para llevar a cabo el método de acuerdo con la reivindicación 1, que comprende un dispositivo (21) provisto con un cabezal de devanado (211) diseñado para moverse según tres ejes diferentes X, Y, Z,
un dispositivo de apoyo de devanado (11) capaz de rotar alrededor de un eje paralelo a las vueltas del devanado (4) que comprende un primer tubo cilíndrico (6) y un segundo tubo cilíndrico (10) móvil de forma axial y diseñado para estar alrededor del devanado cilíndrico (4) y medios electrónicos de control diseñados para controlar los movimientos de rotación del dispositivo de apoyo de devanado y el cabezal de devanado, caracterizado porque comprende dos cuerpos cilíndricos yuxtapuestos de forma axial (7, 8) diseñados para moverse de forma axial y provistos en sus extremos distantes con un saliente (72, 82) seguido por una parte en forma cónica (73, 83) , estando dichas partes con forma cónica provistas con medios diseñados para sujetar un conjunto de agujas (70, 80) y porque dicho primer tubo cilíndrico (6) está diseñado para ser el tope entre dichos salientes (72, 82) cuando ambos cuerpos cilíndricos se cierran.
8. Devanado cilíndrico para máquina eléctrica hecha de acuerdo con el método de una de las reivindicaciones de la 1 a la 6.
Patentes similares o relacionadas:
Procedimiento para producir un devanado de bobina para su inserción en ranuras radialmente abiertas de estatores o de rotores de máquinas eléctricas, del 1 de Enero de 2020, de Elmotec Statomat Vertriebs GmbH: Procedimiento para producir un devanado de bobina para su inserción en ranuras radialmente abiertas de estatores o rotores de máquinas eléctricas, […]
Estátor o rotor para máquinas eléctricas y método para su fabricación, del 11 de Diciembre de 2019, de Elmotec Statomat Vertriebs GmbH: Método para la fabricación de un estátor o rotor para máquinas eléctricas con un devanado ondulado distribuido, cuyos alambres se forman continuamente […]
Procedimiento para producir una bobina para un generador de una instalación de energía eólica, del 4 de Diciembre de 2019, de VENSYS ENERGY AG: Procedimiento para producir una bobina para un generador de una instalación de energía eólica, la cual se forma a partir de diferentes cuerdas conductoras […]
Método y dispositivo para aislar los cabezales de bobinado de una estera de devanado ondulado, del 23 de Octubre de 2019, de Aumann Espelkamp GmbH: Método para aislar los cabezales de bobinado de una estera de bobinado ondulado , en el que se proporciona una estera de bobinado ondulado con una pluralidad […]
 Sistema de transporte para esteras de devanado ondulado, del 25 de Septiembre de 2019, de Aumann Espelkamp GmbH: Sistema de transporte para esteras de devanado ondulado , que presenta un soporte de transporte sobre el cual se puede colocar y transportar una estera de […]
Sistema de transporte para esteras de devanado ondulado, del 25 de Septiembre de 2019, de Aumann Espelkamp GmbH: Sistema de transporte para esteras de devanado ondulado , que presenta un soporte de transporte sobre el cual se puede colocar y transportar una estera de […]
Dispositivo de bobinado ondulado y procedimiento para fabricar un bobinado ondulado, del 17 de Julio de 2019, de Aumann Espelkamp GmbH: Dispositivo de bobinado ondulado que comprende: un dispositivo de alimentación que proporciona al menos un alambre de bobinado a través de […]
 Método y aparato para formar conjuntos de bobinas de un tipo conocido, del 26 de Junio de 2019, de ATOP S.P.A.: Un método para formar un conjunto de bobina tejido , teniendo el conjunto de bobinas partes lineales superpuestas adyacentes (L1-L6, AL7-AL12) […]
Método y aparato para formar conjuntos de bobinas de un tipo conocido, del 26 de Junio de 2019, de ATOP S.P.A.: Un método para formar un conjunto de bobina tejido , teniendo el conjunto de bobinas partes lineales superpuestas adyacentes (L1-L6, AL7-AL12) […]
 Método y dispositivo para el bobinado de disposiciones de polos en forma de estrella para estatores de motores de rotor interno, del 29 de Mayo de 2019, de Aumann Espelkamp GmbH: Método para el bobinado de disposiciones de polos en forma de estrella , en particular para estatores de motores de rotor interno, consistiendo las disposiciones de polos […]
Método y dispositivo para el bobinado de disposiciones de polos en forma de estrella para estatores de motores de rotor interno, del 29 de Mayo de 2019, de Aumann Espelkamp GmbH: Método para el bobinado de disposiciones de polos en forma de estrella , en particular para estatores de motores de rotor interno, consistiendo las disposiciones de polos […]