Método de fabricación de un recipiente de vidrio de cuello estrecho con resaltes internos.
Un método para la realización de un recipiente de vidrio de cuello estrecho que tenga un acabado de cuello derecipiente (34) y un cuerpo (39) de recipiente con al menos un resalte interno en una operación de fabricación depresión y soplado,
incluye las etapas de:
(a) proporcionar un molde hueco (10) que incluye un cuerpo de molde (16) y un anillo del cuello (12),
(b) colocar una gota de vidrio fundido en dicho molde hueco,
(c) mover un émbolo (28) a través de dicho anillo del cuello en el interior de dicho cuerpo del molde paraconformar dicha gota de vidrio fundido contra dichas superficies interiores de dicho anillo del cuello y dichocuerpo del molde y formar de ese modo un parison de vidrio (26),
(d) retirar dicho parison de vidrio desde dicho molde hueco,
(e) colocación de dicho parison de vidrio (26) en un molde de soplado (32) que tiene una superficie interior (36),y
(g) retirar el recipiente de vidrio de cuello estrecho de dicho molde de soplado,
caracterizado porque
dicho anillo de cuello tiene una superficie interior para la formación de un acabado de cuello de recipiente quetiene un diámetro de fijación del cierre externo de no más de 36 mm,
dicho cuerpo del molde proporcionado en dicha etapa (a) tiene una superficie interior con al menos un rebaje(20, 22, 24) de geometría predeterminada y dicha etapa (c) forma un parison de vidrio que tiene dicho acabadode cuello de recipiente y un cuerpo de parison (35) con al menos un resalte externo (20a, 22a, 22b)correspondientes a dichos rebajes internos en dicha superficie interna del cuerpo del molde,
(f) después de la etapa (e) se dirige un gas de soplado a través de dicho acabado de cuello del recipiente alinterior de dicho cuerpo del parison para estirar dicho cuerpo del parison contra dicha superficie interior delmolde de soplado, y de ese modo empujar dicho al menos un resalte externo sobre dicho parison a través dedicho cuerpo del parison en el que dicho cuerpo del parison se estira al menos el 45% y forma un cuerpo delrecipiente estirado que tiene al menos un resalte interno (20b, 22b, 24b) correspondiente a dicho resalteexterno.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2008/011108.
Solicitante: OWENS-BROCKWAY GLASS CONTAINER INC..
Nacionalidad solicitante: Estados Unidos de América.
Dirección: One Michael Owens Way Perrysburg, OH 43551 ESTADOS UNIDOS DE AMERICA.
Inventor/es: MONDEN,STEFAN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- C03B9/193 QUIMICA; METALURGIA. › C03 VIDRIO; LANA MINERAL O DE ESCORIA. › C03B FABRICACION O MODELADO DE VIDRIO O DE LANA MINERAL O DE ESCORIA; PROCESOS SUPLEMENTARIOS EN LA FABRICACION O MODELADO DE VIDRIO O DE LANA MINERAL O DE ESCORIA (tratamiento de la superficie C03C). › C03B 9/00 Soplado del vidrio; Producción de artículos de vidrio hueco soplados. › en máquinas del tipo "prensado-soplado".
- C03B9/197 C03B 9/00 […] › Estructura del molde de vacío.
- C03B9/32 C03B 9/00 […] › Modelado de formas especiales en partes de artículos de vidrio hueco.
- C03B9/325 C03B 9/00 […] › Formación de bordes o labios en la boca de artículos de vidrio hueco; Moldes de anillos.
- C03B9/347 C03B 9/00 […] › Estructura del molde de vacío o del molde de acabado.
PDF original: ES-2433567_T3.pdf
Fragmento de la descripción:
Método de fabricación de un recipiente de vidrio de cuello estrecho con resaltes internos La presente descripción se refiere a la fabricación de recipientes de vidrio mediante presión y soplado de cuello estrecho que tiene al menos un resalte sobre una superficie interna del recipiente.
Antecedentes de la descripción Los recipientes de vidrio de cuello estrecho, tales como contenedores de bebidas, se fabrican convencionalmente en una operación de fabricación de presión y soplado o de soplado y resoplado. En una operación de presión y soplado, se coloca una carga o gota de vidrio fundido en un molde hueco y se mueve un émbolo dentro del molde hueco para conformar la gota de vidrio fundido contra las superficies interiores del molde hueco. La preforma de vidrio o parison se retira entonces del molde hueco y se coloca en un molde de soplado, en el que el cuerpo del parison es estirado por un gas de soplado (normalmente aire) contra las superficies interiores del molde de soplado mientras el acabado del cuello permanece con la geometría formada en el molde hueco. Es deseable proporcionar resaltes internos sobre el cuerpo del recipiente de vidrio final con propósitos decorativos u otros. Se ha propuesto proporcionar vaciados o bolsillos externos sobre un émbolo de presión y soplado para formar resaltes internos en un parison de vidrio, que se convierten en resaltes internos en el cuerpo del recipiente de vidrio final después del moldeo por soplado. Sin embargo, esta técnica no es factible en una operación de fabricación de presión y soplado de cuello estrecho debido a que la superficie exterior del émbolo es esencialmente paralela a la dirección de movimiento del émbolo.
La patente de Estados Unidos 2.984.047 describe un aparato para su uso con una máquina de presión y soplado de cuello estrecho.
El documento FR 2 795 714 B1 describe un método para la fabricación de una botella de vidrio mediante un proceso de soplado y resoplado, en el que se transfieren los nervios externos a pulsaciones internas de la botella.
La patente de Estados Unidos 6.233.973 B1 describe un proceso para la fabricación de un recipiente de vidrio en el que la superficie externa de la preforma se introduce mediante espigas retráctiles.
El documento US 2003/0168372 A1 y el WO 03/066449 describen un método para la formación de un recipiente que tenga resaltes figurativos sobre la superficie interior de la botella.
El documento FR 2 881 421 B1 describe un frasco de vidrio con un motivo que consiste en una cúpula hemisférica perceptible, en relieve o rebajada.
El documento EP 0 296 468 A2 describe un matraz de vidrio con una superficie exterior plana y una superficie interior perfilada.
El documento FR 2 153 382 describe un método para la fabricación de artículos de vidrio huecos con una estructura de pared óptica en la que se presiona una estructura previa óptica en la superficie interna de la preforma. Se usa un émbolo con ranuras sobre su superficie para formar nervaduras en la superficie interior de la preforma. Sin embargo, este método está limitado a la formación de estructuras longitudinales, dado que el émbolo debe retraerse de nuevo.
Sumario de la descripción Es por lo tanto un objetivo general de la presente descripción proporcionar un método para la realización de un recipiente de vidrio estrecho en un proceso de fabricación de presión y soplado y que tenga al menos un resalte interno sobre el cuerpo del recipiente de vidrio.
La presente descripción realiza un cierto número de aspectos que se pueden implementar por separado o en combinación con los otros.
Un método para la realización de un recipiente de vidrio de cuello estrecho que contenga un acabado de cuello del recipiente y un cuerpo del recipiente con al menos un resalte interno, de acuerdo con un aspecto de la presente descripción, incluye proporcionar un molde hueco que tenga un cuerpo de molde y un anillo de cuello. El anillo de cuello tiene una superficie interna para la formación del acabado del cuello del recipiente final que tenga un diámetro de fijación de cierre externo (es decir un diámetro de T (rosca) y un acabado roscado y un diámetro A de un acabado en corona) de no más de 36 mm. El cuerpo del molde hueco tiene una superficie interior con al menos un vaciado o bolsillo de una geometría predeterminada. Se coloca una gota de vidrio fundido en el molde hueco y se mueven unos émbolos a través del anillo del cuello en el interior del cuerpo del molde para conformar el vidrio fundido contra las superficies interiores del anillo del cuello y el cuerpo del molde. Se forma de ese modo de un parison de vidrio que tiene un acabado de cuello de recipiente final y un cuerpo de parison con al menos un resalte externo que corresponde al menos a un rebaje interno sobre la superficie interna del cuerpo del molde. El parison de vidrio se retira preferiblemente del molde hueco y se coloca en un molde de soplado que tenga una superficie interna. Se dirige un gas de soplado a través del acabado de cuello dentro del cuerpo del parison para estirar el cuerpo del parison contra la superficie interior del molde de soplado y de ese modo empujar el al menos un resalte externo a través de la pared del cuerpo del parison y formar un cuerpo de recipiente que tenga al menos un resalte interno en correspondencia con el resalte externo sobre el parison.
De acuerdo con otro aspecto de la presente descripción, un recipiente de vidrio de cuello estrecho incluye un cuerpo de recipiente y un acabado de cuello del recipiente. El acabado del cuello del recipiente tiene un diámetro T de no más de 36 mm, y el cuerpo del recipiente tiene al menos un resalte interno de una geometría predeterminada. El al menos un resalte interno comprende preferiblemente una pluralidad de resaltes internos en un patrón geométrico. Un parison de vidrio de acuerdo con un aspecto adicional de la presente descripción incluye un cuerpo de parison y un acabado de cuello. El acabado de cuello tiene un diámetro de fijación de cierre externo de no más de 36 mm y el cuerpo del parison tiene al menos un resalte externo de una geometría predeterminada. El al menos un resalte externo comprende preferiblemente una pluralidad de resaltes externos en un patrón geométrico.
Breve descripción de los dibujos La descripción, junto con los objetivos, características, ventajas y aspectos adicionales de la misma, se comprenderá mejor a partir de la descripción a continuación, las reivindicaciones adjuntas y los dibujos que la acompañan, en los que:
la FIG. 1 es un diagrama esquemático de la sección transversal de un molde hueco de acuerdo con una realización de ejemplo de la presente descripción;
la FIG. 2 es una vista en alzado del molde hueco de la FIG. 1 despiezado lado a lado con finalidades e ilustración;
las FIGS. 3A-3B son vistas en sección esquemáticas que ilustran el moldeo por soplado del parison de vidrio formado en la FIG. 1;
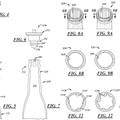
las FIGS. 4A-4C son vistas en alzado lateral tomadas desde direcciones diferentes del recipiente soplado moldeado en las FIGS. 3A-3B;
la FIG. 4D es una vista en sección parcial tomada sustancialmente a lo largo de la línea 4D-4D en la FIG. 4A; y
las FIGS. 5A-5C son diagramas esquemáticos que ilustran el estirado del parison del recipiente de vidrio durante la operación de moldeo por soplado de la FIG. 3B
Descripción detallada de realizaciones preferidas Las FIGS. 1 y 2 ilustran la etapa de molde hueco de la operación de fabricación del recipiente de vidrio de acuerdo con una realización de ejemplo de la presente descripción. Un molde hueco 10 incluye un anillo de cuello 12 de sección múltiple que tiene una superficie interior 14 para la formación de la geometría de acabado del cuello del recipiente final en la etapa de molde hueco de la fabricación. Un cuerpo de molde 16 hueco de sección múltiple tiene una superficie interna 18 con al menos un bolsillo o rebaje interno, y preferiblemente una pluralidad de bolsillos o rebajes internos de geometría predeterminada y preferiblemente en un patrón geométrico predeterminado. Por ejemplo, la FIG. 2 ilustra los rebajes internos 20 de geometría con forma de cruz, rebajes internos 22 de geometría parcialmente esférica y rebajes internos 24 de geometría triangular. Las series respectivas de rebajes 20, 22, 24 están en matrices lineales paralelas al eje del cuerpo del molde hueco 16. Estas geometrías y colocaciones particulares de rebajes de ejemplo tienen solamente propósitos de ilustración.
Para fabricar una preforma o parison 26 del recipiente (FIGS. 1 y 3A) se coloca una carga o gota de vidrio fundido dentro de la cavidad interna del molde hueco 16, y se impulsa un émbolo 28 a través... [Seguir leyendo]
Reivindicaciones:
1. Un método para la realización de un recipiente de vidrio de cuello estrecho que tenga un acabado de cuello de recipiente (34) y un cuerpo (39) de recipiente con al menos un resalte interno en una operación de fabricación de presión y soplado, incluye las etapas de:
(a) proporcionar un molde hueco (10) que incluye un cuerpo de molde (16) y un anillo del cuello (12) ,
(b) colocar una gota de vidrio fundido en dicho molde hueco,
(c) mover un émbolo (28) a través de dicho anillo del cuello en el interior de dicho cuerpo del molde para conformar dicha gota de vidrio fundido contra dichas superficies interiores de dicho anillo del cuello y dicho cuerpo del molde y formar de ese modo un parison de vidrio (26) ,
(d) retirar dicho parison de vidrio desde dicho molde hueco,
(e) colocación de dicho parison de vidrio (26) en un molde de soplado (32) que tiene una superficie interior (36) , y
(g) retirar el recipiente de vidrio de cuello estrecho de dicho molde de soplado,
caracterizado porque dicho anillo de cuello tiene una superficie interior para la formación de un acabado de cuello de recipiente que tiene un diámetro de fijación del cierre externo de no más de 36 mm,
dicho cuerpo del molde proporcionado en dicha etapa (a) tiene una superficie interior con al menos un rebaje (20, 22, 24) de geometría predeterminada y dicha etapa (c) forma un parison de vidrio que tiene dicho acabado de cuello de recipiente y un cuerpo de parison (35) con al menos un resalte externo (20a, 22a, 22b) correspondientes a dichos rebajes internos en dicha superficie interna del cuerpo del molde,
(f) después de la etapa (e) se dirige un gas de soplado a través de dicho acabado de cuello del recipiente al interior de dicho cuerpo del parison para estirar dicho cuerpo del parison contra dicha superficie interior del molde de soplado, y de ese modo empujar dicho al menos un resalte externo sobre dicho parison a través de dicho cuerpo del parison en el que dicho cuerpo del parison se estira al menos el 45% y forma un cuerpo del recipiente estirado que tiene al menos un resalte interno (20b, 22b, 24b) correspondiente a dicho resalte externo.
2. El método de acuerdo con la reivindicación 1 en el que dicho cuerpo del parison se estira en el intervalo del 45% al 70% durante dicha etapa (f) .
3. El método de acuerdo con la reivindicación 2 en el que dicho al menos un rebaje interno (20, 22, 24) sobre dicha superficie interna de dicho cuerpo de molde hueco incluye una pluralidad de rebajes internos en un patrón geométrico, y en el que dicho al menos un resalte interno (20b, 22b, 24b) formado en dicha etapa (f) comprende una pluralidad de resaltes internos en un patrón geométrico que corresponde a dicho patrón geométrico predeterminado de dichos rebajes internos.
Patentes similares o relacionadas:
Engrase de moldes desbastadores en un procedimiento de fabricación de productos de vidrio hueco, del 18 de Marzo de 2020, de Socabelec S.A: Procedimiento de fabricación de un producto de vidrio hueco por una máquina I.S., siendo dicho procedimiento de tipo prensado-soplado o soplado-soplado […]
Método y sistema de control del tiempo de permanencia para una máquina de conformado de objetos de vidrio, del 13 de Noviembre de 2019, de EMHART GLASS S.A.: Un método para operar un émbolo en un molde de piezas elementales para moldear un parisón a partir de una gota de vidrio, siendo el émbolo accionado […]
 Botella con cuello aireado y procedimiento asociado para producir la misma, del 31 de Octubre de 2019, de OWENS-BROCKWAY GLASS CONTAINER INC.: Método para fabricar una botella de vidrio que incluye las etapas de:
(a) formar un parisón (P) a partir de una gota (g) […]
Botella con cuello aireado y procedimiento asociado para producir la misma, del 31 de Octubre de 2019, de OWENS-BROCKWAY GLASS CONTAINER INC.: Método para fabricar una botella de vidrio que incluye las etapas de:
(a) formar un parisón (P) a partir de una gota (g) […]
Dispositivo para la fabricación de artículos de vidrio hueco, del 29 de Mayo de 2019, de HEYE INTERNATIONAL GMBH: Dispositivo para la fabricación de artículos de vidrio hueco, concretamente máquinas I.S., con varias estaciones, dispuestas unas junto a […]
Método para producir botellas de vidrio por conformación automática y aparato para llevar a cabo dicho método, del 17 de Abril de 2019, de Verreries Brosse S.A.S: Un proceso para producir botellas de vidrio con hombros, de acuerdo con el método de formación de cavidades, que comprende un paso de preparación […]
Filtro de partículas de máquina para conformar vidrio, unidad de émbolo, cabeza de soplado, soporte de cabeza de soplado y máquina para conformar vidrio adaptada a dicho filtro o que lo comprende, del 1 de Abril de 2019, de GERRESHEIMER GLAS GMBH: Un filtro (F) de partículas para una máquina para conformar vidrio que funciona según un proceso de soplado-soplado o según un proceso de […]
Procedimiento de fabricación de un artículo de vidrio hueco, del 27 de Marzo de 2019, de Pochet du Courval: Procedimiento de fabricación de un artículo de vidrio hueco que define un continente que incluye una abertura , un fondo opuesto a […]
Procedimiento de fabricación de un recipiente de vidrio por prensado, del 7 de Febrero de 2018, de Pochet du Courval: Procedimiento de fabricación de un recipiente de vidrio por prensado, que comprende: a) se proporciona una cuba de conformado que comprende una […]