Método de fabricación de un elemento portante de carga para un sistema de ascensor.
Un método de fabricación de un elemento (30) portante de carga para uso en un sistema de ascensor,
quecomprende las etapas de:
(A) colocar al menos un elemento (32) tensor que comprende una cuerda de acero contra un lado (60) deuna primera capa (36) de una cubierta; y
(B) añadir una segunda capa (38) de la cubierta contra al menos el lado (60) citado de la primera capa(36) de la cubierta de modo que el elemento (32) tensor se encuentre entre la primera y la segunda de lascapas (36, 38) de la cubierta.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2005/032413.
Solicitante: OTIS ELEVATOR COMPANY.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: TEN FARM SPRINGS ROAD FARMINGTON, CT 06032-2568 ESTADOS UNIDOS DE AMERICA.
Inventor/es: GOESER,HUBERT,E, O\'DONNELL,HUGH.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B32B37/15 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 37/00 Procedimientos o aparatos para la estratificación, p.ej. por polimerización o curado o por unión por ultrasonidos. › con al menos una capa fabricada e inmediatamente estratificada antes de alcanzar su estado estable, p.ej. en el cual una capa es extruída y estratificada en estado semi-pastoso.
- B66B7/06 B […] › B66 ELEVACION; LEVANTAMIENTO; REMOLCADO. › B66B ASCENSORES; ESCALERAS O PASILLOS MECANICOS (dispositivos salvavidas utilizados como alternativa a los medios de salida normales, p. ej. escaleras, durante el rescate, para hacer descender a las personas de los edificios u otras estructuras análogas, en jaulas, bolsas, o soportes similares A62B 1/02; equipamiento para la manipulación de cargars o para facilitar el embarque de pasajeros o similar B64D 9/00; dispositivos de frenado o de parada caracterizados por su aplicación a los mecanismos de elevación o izado B66D 5/00). › B66B 7/00 Otras características comunes de los ascensores. › Instalaciones de cables o calabrotes.
PDF original: ES-2402930_T3.pdf
Fragmento de la descripción:
Método de fabricación de un elemento portante de carga para un sistema de ascensor.
1. Campo de la invención Esta invención se refiere por lo general a los sistemas de ascensores. Más particularmente, esta invención se refiere a un método de fabricación de un elemento portante de carga para los sistemas de ascensores.
2. Descripción de la técnica relacionada Existen diversos tipos conocidos de sistemas de ascensores. Los sistemas basados en la tracción incluyen típicamente una cabina de ascensor, un contrapeso y elementos portantes de carga que soportan la cabina y el contrapeso. Por ejemplo, la cabina se mueve entre diferentes niveles debido a la tracción entre los elementos portantes de carga y una polea de tracción.
Los elementos portantes de carga del sistema de ascensor se presentan en diversas formas. Durante muchos años se utilizaron los cables de acero. Más recientemente, se han introducido otros elementos portantes de carga. Algunos ejemplos incluyen correas planas que tienen una diversidad de elementos tensores recubiertos por una cubierta de uretano. Algunos ejemplos incluyen cuerdas de acero como elementos tensores al tiempo que otros incluyen materiales aramídicos como elementos tensores.
Independientemente de los materiales seleccionados, los métodos de fabricación conocidos originan normalmente una pluralidad de acanaladuras en al menos una superficie exterior de la cubierta. Estas acanaladuras tienen su origen en los procesos de fabricación conocidos.
Una dificultad asociada a dichas acanaladuras es, por ejemplo que tienden a introducir ruido y vibración durante el funcionamiento del sistema de ascensor ya que las acanaladuras entran en contacto con la polea de tracción. Se han propuesto varias disposiciones para reducir al mínimo la vibración y los efectos generadores de ruido de dichas acanaladuras.
Sería beneficioso ser capaz de eliminar por completo las acanaladuras. Esta invención aborda esa necesidad.
Una cinta transportadora que comprende una diversidad de cables de acero incrustados en un material de caucho se describe en el documento US-A-5958570. Un elemento tensor para un ascensor se describe en el documento US-B1-6295799.
SUMARIO DE LA INVENCIÓN Según la invención se proporciona un método de fabricación de un elemento portante de carga para un sistema de ascensor según se expone en la reivindicación 1.
Un ejemplo de elemento portante de carga para utilizar en un sistema de ascensor incluye al menos un elemento tensor y una cubierta que generalmente rodea el elemento tensor. La cubierta no tiene ninguna de las acanaladuras exteriores.
En un ejemplo del método, la segunda capa de la cubierta contiene un uretano.
En un ejemplo, el elemento tensor comprende una diversidad de cuerdas de acero. En un ejemplo, hay una diversidad de elementos tensores.
En un ejemplo, la primera y la segunda de las capas están fabricadas del mismo material que contiene uretano. En 50 otro ejemplo, se seleccionan diferentes materiales para cada una de las capas. En un ejemplo, los diferentes materiales tienen diferentes características de fricción.
En un método a modo de ejemplo, la primera capa de la cubierta contiene un polímero y la segunda capa contiene uretano.
En un ejemplo, el método incluye suficiente calentamiento del elemento tensor para que se produzca al menos el derretido parcial de la primera capa en la proximidad del elemento tensor. Por ejemplo, esto asegura una buena unión entre el elemento tensor y la primera capa.
En un ejemplo, la segunda capa se encuentra extruida sobre la primera capa. La temperatura del material extruido es suficiente para proporcionar la unión entre la primera y la segunda de las capas.
Los varios rasgos característicos y ventajas de esta invención se harán evidentes para los expertos en la técnica a partir de la siguiente descripción de una realización actualmente preferida. Los dibujos que acompañan la descripción detallada pueden ser descritos brevemente de la forma siguiente.
BREVE DESCRIPCIÓN DE LOS DIBUJOS
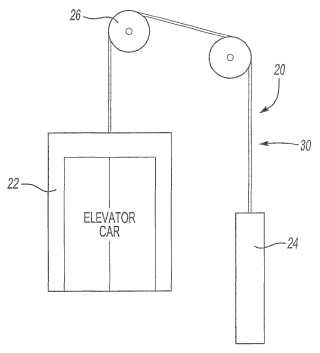
La figura 1 muestra esquemáticamente porciones seleccionadas de un sistema de ascensor.
La figura 2 es una vista esquemática en perspectiva de una vista por un extremo de una realización a modo de ejemplo de un elemento portante de carga.
La figura 3 ilustra esquemáticamente una disposición para fabricar una realización a modo de ejemplo de un elemento de apoyo de la carga.
Las figuras 4A – 4C ilustran esquemáticamente rasgos característicos seleccionados de un proceso de fabricación a modo de ejemplo.
DESCRIPCIÓN DETALLADA DE LA REALIZACIÓN PREFERIDA La figura 1 muestra esquemáticamente porciones seleccionadas de un sistema 20 de ascensor. Una cabina 22 de ascensor y un contrapeso 24 se encuentran suspendidos por un elemento 30 de apoyo de la carga. Según se conoce, la tracción entre el elemento 30 de apoyo de la carga y una polea 26 de tracción permite el movimiento deseado de la cabina 22 del ascensor.
La figura 2 muestra una vista por un extremo de un ejemplo del elemento 30 de apoyo de la carga diseñado de acuerdo con una realización de esta invención. En el ejemplo de la figura 2, una diversidad de elementos 32 tensores están recubiertos por una cubierta 34 que contiene uretano. En el ejemplo que se ilustra, una primera capa 36 contiene un polímero, que en algunos ejemplos incluye un uretano. Otros ejemplos de polímeros incluyen polipropileno y polietileno. Una segunda capa 38 contiene uretano en algunos ejemplos. En un ejemplo, la primera y la segunda de las capas en algunos aspectos son diferentes entre sí. En otro ejemplo, el mismo material es utilizado para ambas capas.
El ejemplo que se ilustra tiene una correa plana. Esta invención no se limita a una geometría o configuración particular del elemento 30 portante de carga.
Un rasgo característico del ejemplo que se ilustra es que la superficie 40 exterior de la segunda capa 38 no incluye ninguna de las acanaladuras. En otras palabras, la superficie 40 exterior no tiene acanaladuras. Esto es diferente en las disposiciones conocidas en que las acanaladuras que son por lo general perpendiculares a la longitud del elemento 30 portante de carga están espaciadas a lo largo de al menos una superficie exterior de la cubierta.
Igualmente, una superficie 42 exterior de la primera capa 36 no tiene ninguna de las acanaladuras.
En un ejemplo, una o ambas de las superficies 40 y 42 exteriores pueden tener relieve para proporcionar una característica de fricción deseada, por ejemplo. En general, una superficie exterior lisa, sin acanaladuras, proporciona suficientes características de tracción y evita la generación de ruido que se asocia con los elementos portantes de carga que incluyen acanaladuras exteriores sobre una cubierta.
La figura 3 muestra esquemáticamente una disposición 50 para fabricar la realización a modo de ejemplo de la figura 2. Un dispositivo 52 de moldear incluye una rueda 54 de moldeo. La rueda 54 de moldeo en este ejemplo difiere de las ruedas de moldeo convencionales, por ejemplo las utilizadas para fabricar correas de acero revestidas. Aunque dichas ruedas de moldeo tradicionales tenían una diversidad de puentes para soportar los elementos 32 tensores durante el proceso de moldeado, la superficie 55 (figura 4A) de la rueda 54 de moldeo no tiene ninguno de dichos puentes. En este ejemplo, la superficie 55 externa de la rueda 54 de moldeo soporta la primera capa 36. En un ejemplo, la primera capa 36 es previamente fabricada y suministrada desde un dispositivo alimentador 56 de la primera capa tal como un carrete. La primera capa 36 en este ejemplo se encuentra preformada para tener un ancho y grosor deseados que corresponden a una anchura de acabado del elemento 30 portante de carga.
Según se muestra esquemáticamente en la figura 4A, la primera capa 36 se recibe dentro de una cavidad 58 sobre la rueda 54 de moldeo. En esta posición, un lado 60 de la primera capa 36 se encuentra de cara hacia fuera con respecto a un centro de la rueda 54 de moldeo.
El elemento 32 tensor, por ejemplo es suministrado desde un dispositivo alimentador 64 tal como un carrete. En un ejemplo, una diversidad de carretes de cuerdas de acero son alimentados dentro del molde 52 junto con la primera capa 36. La primera capa 36 se apoya sobre la superficie 55 exterior de la rueda 54 de moldeo y los elementos 32 tensores se apoyan sobre la primera capa 36. Esto se muestra esquemáticamente, por ejemplo, en la figura 4B. Los elementos 32 tensores se sostienen contra un lado 60 de la primera capa 36 en este ejemplo.
En el ejemplo de la figura 3, un calentador 66 calienta... [Seguir leyendo]
Reivindicaciones:
1. Un método de fabricación de un elemento (30) portante de carga para uso en un sistema de ascensor, que comprende las etapas de: 5
(A) colocar al menos un elemento (32) tensor que comprende una cuerda de acero contra un lado (60) de una primera capa (36) de una cubierta; y
(B) añadir una segunda capa (38) de la cubierta contra al menos el lado (60) citado de la primera capa
(36) de la cubierta de modo que el elemento (32) tensor se encuentre entre la primera y la segunda de las 10 capas (36, 38) de la cubierta.
2. El método de la reivindicación 1, en la que la etapa (A) incluye al menos derretir parcialmente la primera capa
(36) de la cubierta en la proximidad del elemento (32) tensor.
4. El método de la reivindicación 1, que incluye el calentamiento del elemento (32) tensor antes de realizar la etapa (A) . 20
5. El método de la reivindicación 1, en el que la etapa (B) incluye la extrusión de la segunda capa (38) de la cubierta sobre el lado (60) citado de la primera capa (36) de la cubierta.
6. El método de la reivindicación 1, en el que la etapa (B) incluye utilizar una temperatura suficiente en al menos
una de la primera o la segunda de las capas (36, 38) de la cubierta para producir al menos el derretido parcial de al menos una de las capas (36, 38) para de ese modo unir conjuntamente la primera y la segunda de las capas (36, 38) .
7. El método de la reivindicación 1, en el que la etapa (A) incluye utilizar una primera capa (38) preformada de la 30 cubierta y que soportar el elemento (32) tensor sobre el lado (60) citado de la primera capa (36) de la cubierta.
8. El método de la reivindicación 7, en el que la etapa (A) incluye sujetar la primera capa (36) preformada de la cubierta sobre una rueda (54) de moldeo, con el lado (60) citado mirando hacia fuera de un eje de rotación de la rueda (54) de moldeo.
9. El método de la reivindicación 1, que incluye utilizar una diversidad de elementos (32) tensores.
10. El método de la reivindicación 1, en el que el elemento (32) tensor comprende una diversidad de cuerdas de
acero. 40
11. El método de la reivindicación 1, en el que la primera capa (36) de la cubierta contiene un polímero y la segunda capa (38) de la cubierta contiene uretano.
12. El método de la reivindicación 11, en el que el polímero contiene uretano. 45
13. El método de la reivindicación 12, en el que el uretano de la primera capa de la cubierta es diferente al uretano de la segunda capa de la cubierta.
14. El método de la reivindicación 1, en el que la primera capa (36) de la cubierta tiene una primera característica 50 de fricción y la segunda capa (38) de la cubierta tiene una segunda característica de fricción diferente.
Patentes similares o relacionadas:
Procedimiento para la producción de un cuerpo perfilado decorativo, en particular de una cantonera, del 22 de Julio de 2020, de SURTECO GmbH: Procedimiento para la producción de un cuerpo perfilado decorativo, en particular de una cantonera para el recubrimiento de superficies estrechas […]
Procedimiento para la fabricación de un producto compuesto de láminas de tejido plástico, compuesto de láminas de tejido plástico, así como bolsa de embalaje a partir de un compuesto de láminas de tejido plástico, del 15 de Julio de 2020, de MONDI AG: Procedimiento para la fabricación de un producto compuesto de láminas de tejido plástico, formándose mediante extrusión de lámina una banda […]
 Un método y aparato para producir un laminado de película para un material de envasado laminado, del 24 de Junio de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un método para proporcionar un laminado de película que comprende un sustrato y una película de polímero , siendo el laminado de película adecuado […]
Un método y aparato para producir un laminado de película para un material de envasado laminado, del 24 de Junio de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un método para proporcionar un laminado de película que comprende un sustrato y una película de polímero , siendo el laminado de película adecuado […]
Sistema de control avanzado y método para fabricar láminas y objetos de polietilentereftalato, del 20 de Mayo de 2020, de OCTAL SAOC FZC: Un método para fabricar objetos de PET que comprende: hacer reaccionar un primer precursor de PET y un segundo precursor de PET para producir un fundido de […]
Material de envasado que comprende partes magnetizadas y método para magnetizar el material, del 6 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un dispositivo para magnetizar un material de envasado para envases que contienen alimentos, comprendiendo […]
Película multicapa que incluye copolímero de olefina cíclica, del 4 de Marzo de 2020, de Performance Materials NA, Inc: Una estructura de película multicapa coextruida que comprende al menos dos capas resistentes a la perforación que comprenden al menos un copolímero de olefina cíclica y […]
Estratificado de envasado robusto, método para la fabricación del estratificado de envasado y recipiente de envasado producido a partir del mismo, del 21 de Agosto de 2019, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Estratificado de envasado que comprende una capa central de papel o cartón con orificios pasantes, aberturas o hendiduras (11a), una […]
Un método para fabricar material de empaque biodegradable, material de empaque biodegradable, y empaques y recipientes hechos del mismo, del 17 de Abril de 2019, de STORA ENSO OYJ: Un método para fabricar un material de empaque biodegradable, que comprende coextrusión sobre un sustrato fibroso comprendiendo un recubrimiento multicapa […]