Método de fabricación de un borde delantero metálico de un álabe de ventilador de una turbina.
Un método de fabricación de un borde delantero metálico de un álabe (10) de ventilador de turbina,
caracterizadoporque comprende:
proporcionar una pieza (14) metálica alargada que tiene un borde (20) delantero que se extiende en la direcciónlongitudinal de la pieza (14), un borde (22) trasero que se extiende en la dirección longitudinal de la pieza (14), y unasección transversal conformada generalmente en forma de cuña con lados (30, 32) opuestos que divergen desde elborde (20) delantero hacia el borde (22) trasero;
cortar una cavidad (55) hacia el interior desde el borde (22) trasero hacia el borde (20) delantero para dotar a lapieza (14) de una sección transversal generalmente en forma de V, que tiene paredes (60, 62) laterales opuestasque divergen hacia atrás;
configurar la pieza (14) insertando un mandril (90) en la cavidad (55) y desviando las paredes (60, 62) laterales cadauna hacia la otra para constreñir la cavidad (55) según la configuración del mandril (90).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2008/088517.
Solicitante: TURBINE ENGINE COMPONENTS TECHNOLOGIES CORPORATION.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 1211 OLD ALBANY ROAD THOMASVILLE, GA 31792 ESTADOS UNIDOS DE AMERICA.
Inventor/es: CAMMER,JERALD C.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D53/78 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 53/00 Fabricación de otros objetos especiales (fabricación de cadenas o de partes de cadenas B21L). › de palas de hélices; de palas de turbinas.
- B21K3/04 B21 […] › B21K FABRICACION DE ARTICULOS METÁLICOS FORJADOS O PRENSADOS, p. ej. HERRADURAS, REMACHES, BULONES O RUEDAS (fabricación de artículos especiales por trabajo de las hojas metálicas sin arranque sustancial de material B21D; Trabajo de alambre B21F; fabricación de alfileres, agujas o clavos B21G; fabricación de artículos especiales por laminado B21H; máquinas de forjar, prensar, martillar en general B21J; fabricación de cadenas B21L; chapado B23K). › B21K 3/00 Fabricación de piezas de motores o de máquinas similares no cubierta por B21K 1/00; Fabricación de hélices o de órganos similares. › de álabes, p. ej. para turbinas; Recalcado de los pies de álabes.
- B23P15/02 B […] › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23P OTROS PROCEDIMIENTOS PARA EL TRABAJO DEL METAL NO PREVISTOS EN OTRO LUGAR; OPERACIONES MIXTAS; MAQUINAS HERRAMIENTAS UNIVERSALES (dispositivos para el copiado o el control B23Q). › B23P 15/00 Fabricación de objetos determinados por medio de operaciones no cubiertas en alguna sola de las otras subclases o por algún grupo de esta subclase. › de paletas de turbinas u órganos equivalentes, de una sola pieza.
PDF original: ES-2400032_T3.pdf
Fragmento de la descripción:
Método de fabricación de un borde delantero metálico de un álabe de ventilador de una turbina.
Campo técnico La presente tecnología se refiere a un álabe de ventilador para una turbina de un motor de una aeronave.
Antecedentes Un motor de reacción para una aeronave posee una turbina con álabes de ventilador que arrastran aire hacia el motor según gira la turbina. Los álabes de ventilador están expuestos a la atmósfera en la parte delantera del motor y tienen la posibilidad de un impacto con un pájaro u otro objeto extraño que pueda ser arrastrado hacia el motor. Por este motivo, un álabe de ventilador de turbina tiene típicamente un borde delantero metálico de refuerzo estructural para proteger el álabe de ventilador frente a un golpe de un pájaro o similar.
Sumario Un borde delantero metálico de un álabe de ventilador de turbina se fabrica cortando y configurando una pieza metálica alargada. La pieza metálica tiene bordes delantero y trasero que se extienden a lo largo de la pieza, y tiene una sección transversal conformada generalmente a modo de cuña con lados opuestos que divergen desde el borde delantero hacia el borde trasero. Existe una cavidad cortada hacia el interior, desde el borde trasero hacia el borde delantero. Esto dota a la pieza de una sección transversal en forma de V en general con paredes laterales opuestas que divergen hacia atrás desde el borde delantero. Un mandril se inserta en la cavidad, y las paredes laterales de la pieza en forma de V son desviadas cada una hacia la otra para constreñir la cavidad según la configuración del mandril. La pieza se instala a continuación como borde delantero metálico mediante inserción del componente de álabe de ventilador de turbina en la cavidad constreñida y se fija la pieza al componente.
El documento US 5.168.741 se refiere a un método para la formación de una cubierta de borde delantero paraálabes de motores de reacción. Éste describe un método para moldear una lámina de acero inoxidable en una cubierta con forma de perfil aerodinámico complejo para el borde delantero de un álabe de motor de reacción en donde la lámina está situada entre un molde macho y hembra que tiene un saliente y un rebaje con forma de perfil aerodinámico, respectivamente, a uno y otro lado de los cuales se dispone una pluralidad de pares de lengüetas y ranuras complementarias de longitud más corta que la del rebaje y el saliente. Una vez que la lámina se ha extraído de entre los moldes, la porción formada entre el rebaje y el saliente se recorta con la forma de la cubierta.
El documento US 5.694.683 se refiere a un proceso de conformación en caliente proporcionado para conformar un borde metálico que tiene una configuración interna tridimensional, preparando una pieza en bruto de partida de borde metálico que tiene una configuración interna de dos dimensiones; sujetar una brida a los lados de la pieza de partida; precalentar la pieza de partida, el mandril de conformación y moldes receptores hasta una temperatura a la que el metal se lleve a un estado maleable, teniendo el mandril de conformación una superficie externa que corresponde con la configuración interna de tres dimensiones del borde metálico conformado; y conformar en caliente el borde metálico fijando la pieza de partida en el interior de los moldes receptores y haciendo avanzar el mandril hacia la cavidad interna de la pieza de partida con el uso de medios accionadores que hacen que el mandril gire según avanza en la pieza de partida mientras se mantiene la pieza de partida, el mandril y los moldes receptores a la temperatura maleable.
Breve descripción de los dibujos La Figura 1 es una vista esquemática que muestra partes de un álabe de ventilador de turbina en sección transversal;
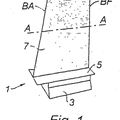
La Figura 2 es una vista esquemática, en perspectiva, que muestra una condición inicial de una pieza del álabe de ventilador de la Figura 1;
La Figura 3 es una vista esquemática en sección que muestra una condición intermedia de la pieza mostrada en la Figura 2;
La Figura 4 es una vista esquemática que muestra la pieza de la Figura 2 afianzada a un accesorio de corte;
La Figura 5 es una vista esquemática que ilustra una etapa de corte que sitúa la pieza en la condición intermedia de la Figura 3;
La Figura 6 es una vista esquemática que ilustra una etapa de corte y acabado superficial;
La Figura 7 es una vista esquemática que ilustra parcialmente una etapa de conformación;
La Figura 8 es también una vista esquemática que ilustra parcialmente la etapa de conformación, y
La Figura 9 es una vista esquemática en sección que muestra la pieza en la condición de acabada.
Descripción detallada El aparato mostrado en los dibujos tiene piezas que son ejemplos de elementos como los que se definen en las reivindicaciones. La descripción que sigue incluye por lo tanto ejemplos de cómo una persona experta en la materia puede llevar a cabo y utilizar la invención reivindicada. En la presente se expone alcanzar los requisitos reglamentarios de la descripción escrita, su habilitación y el mejor modo sin imponer limitaciones que no estén definidas en las realizaciones.
Según se muestra parcialmente en la Figura 1, un álabe 10 de ventilador de turbina posee un componente de cuerpo 12 fabricado con un material compuesto. Una pieza metálica 14 está montada en una porción 16 delantera del componente de cuerpo 12 para definir el borde delantero del álabe 10 de ventilador. Aunque el componente de cuerpo 12 ha sido mostrado esquemáticamente como una sola pieza de material compuesto, puede comprender cualquier pieza o combinación de piezas adecuadas que en conjunto proporcionen el álabe 10 de ventilador con la configuración global de un perfil aerodinámico. La pieza metálica 14, que está construida preferentemente con titanio, proporciona al álabe 10 de ventilador refuerzo estructural para su protección contra golpes de pájaros.
La pieza 14 metálica está conformada inicialmente a modo de una tira metálica forjada que tiene la configuración alargada, generalmente rectangular, que se muestra en la Figura 2. La pieza 14 tiene entonces bordes 20 y 22 delantero y trasero que se extienden en dirección longitudinal entre sus extremos 24 y 26 opuestos. Aunque la pieza 14 podrá variar a lo largo de su longitud para ajustarse a la configuración de perfil aerodinámico del componente de cuerpo 12 (Figura 1) , mantiene una sección transversal generalmente en forma de cuña con lados 30 y 32 opuestos que divergen desde el borde 20 delantero hacia el borde 22 trasero según se muestra, por ejemplo, en el segundo extremo 26 de la Figura 2.
En el ejemplo ilustrado, los lados 30 y 32 opuestos tienen contornos cóncavos, y el primer lado 30 es más largo que el segundo lado 32. El borde 20 delantero consiste en una superficie planar que es ortogonal a los lados 30 y 32 opuestos en las esquinas 34 y 36 delanteras de la pieza 14. El borde 22 trasero tiene un contorno no planar que se extiende entre una esquina 38 trasera por el lado 30 más largo y una esquina 40 trasera por el lado 32 más corto. De manera importante, el espesor T1 inicial de la pieza 14 en el borde 22 trasero es sustancialmente más grande que el espesor T2 del álabe 10 de ventilador (Figura 1) donde la pieza acabada 14 se extiende más allá de la porción 16 delantera del componente de cuerpo 12.
La pieza 14 metálica de la Figura 2 alcanza la configuración de la Figura 3 en un proceso de mecanización. Específicamente, la pieza 14 está sujeta a un accesorio 50 de mecanización según se muestra en la Figura 4, y se corta con una fresa de corte 52 según se muestra en la Figura 5. El cortador 52, o uno o más cortadores similares de diferentes tamaños, hace un corte en la pieza 14 para formar una cavidad 55. La cavidad 55 se extiende a lo largo de la pieza 14 desde el extremo 24 hasta el extremo 26, y se extiende transversalmente hacia el interior desde el borde 22 trasero hacia el borde 20 delantero. Esto dota a la longitud total de la pieza 14 con una sección transversal generalmente en forma de V que tiene paredes 60 y 62 laterales opuestas que divergen hacia la parte trasera. Al igual que en la sección transversal en forma de cuña de la Figura 2, la sección transversal en forma de V de la Figura 3 variará según se precise para ajustarse a la configuración de perfil aerodinámico del componente de cuerpo 12. Sin embargo, el espesor T1 sobredimensionado en la parte trasera de la pieza 14 permite que la cavidad 55 tenga un extremo 65 correspondientemente abierto en anchura a lo largo de su longitud completa. Adicionalmente, el contorno cóncavo en los lados 30 y 32 opuestos permite que el cortador 52 dote a las paredes 60 y 62... [Seguir leyendo]
Reivindicaciones:
1. Un método de fabricación de un borde delantero metálico de un álabe (10) de ventilador de turbina, caracterizado porque comprende:
proporcionar una pieza (14) metálica alargada que tiene un borde (20) delantero que se extiende en la dirección longitudinal de la pieza (14) , un borde (22) trasero que se extiende en la dirección longitudinal de la pieza (14) , y una sección transversal conformada generalmente en forma de cuña con lados (30, 32) opuestos que divergen desde el borde (20) delantero hacia el borde (22) trasero;
cortar una cavidad (55) hacia el interior desde el borde (22) trasero hacia el borde (20) delantero para dotar a la pieza (14) de una sección transversal generalmente en forma de V, que tiene paredes (60, 62) laterales opuestas que divergen hacia atrás;
configurar la pieza (14) insertando un mandril (90) en la cavidad (55) y desviando las paredes (60, 62) laterales cada una hacia la otra para constreñir la cavidad (55) según la configuración del mandril (90) .
2. Un método según la reivindicación 1, que comprende además:
montar la pieza (14) como borde delantero metálico por inserción de un componente (12) de álabe de ventilador de turbina en la cavidad (55) constreñida, y fijar la pieza (14) al componente (12) .
3. Un método según se define en la reivindicación 2, en donde la etapa de montaje se realiza sin conformación adicional de la pieza (14) .
4. Un método según se define en la reivindicación 1 ó 2, en donde la etapa de conformación se efectúa con la pieza (14) a temperatura elevada.
5. Un método según se define en la reivindicación 4, en donde la pieza (14) se mantiene a una temperatura inferior a la temperatura de forja del metal durante la etapa de conformación.
6. Un método según se define en la reivindicación 4, en donde la etapa de montaje se lleva a cabo con la pieza (14) a temperatura ambiente.
7. Un método según se define en la reivindicación 1 ó 2, en donde los lados (30, 32) opuestos de la sección transversal en forma de cuña tienen contornos cóncavos.
8. Un método según se define en la reivindicación 1 ó 2, en donde la etapa de corte dota a cada pared (60, 62) lateral de un contorno de superficie interior convexa.
9. Un método según se define en la reivindicación 1 ó 2, que comprende además la etapa de dotar a las superficies (66, 68) internas de las paredes laterales con acabados mecanizados con anterioridad a la etapa de conformación.
10. Un método según se define en la reivindicación1 ó 2, que comprende además la etapa de dotar a las superficie exteriores de la pieza (14) con acabados mecanizados con anterioridad a la etapa de conformación.
11. Un método según se define en la reivindicación 1 ó 2, que comprende además la etapa de dotar a las superficies exteriores de la pieza (14) con acabados mecanizados con anterioridad a la etapa de montaje.
12. Un método según se define en la reivindicación 1 ó 2, en donde la pieza (14) metálica está fabricada con titanio y el componente (12) de álabe de ventilador de turbina está construido con un material compuesto.
13. Un método según se define en cualquiera de las reivindicaciones 1, 2 y 8 a 12, en donde la pieza (14) metálica alargada tiene además extremos (24, 26) opuestos; la etapa de corte comprende cortar la cavidad (55) de la pieza que se entiende en dirección longitudinal de extremo a extremo y transversalmente hacia el interior desde el borde
(22) trasero hacia el borde (20) delantero para dotar a la longitud completa de la pieza (14) con una sección transversal generalmente en forma de V; la etapa de conformación comprende configurar la pieza (14) calentando la pieza (14) a una temperatura elevada y desviando las paredes (60, 62) laterales de la pieza (14) caliente cada una hacia la otra para constreñir la cavidad (55) según la configuración del mandril (90) ; y montar la pieza (14) como borde delantero metálico sin conformación adicional a temperatura elevada mediante inserción de un componente
(12) de álabe de ventilador de turbina en la cavidad (55) constreñida, y fijación de la pieza (14) al componente (12) .
14. Un método según se define en la reivindicación 13, en donde la pieza (14) se mantiene a temperatura elevada por debajo de la temperatura de forja del metal durante la etapa de conformación.
15. Un método según se define en la reivindicación 13, en donde la pieza (14) se mantiene a temperatura ambiente durante la etapa de montaje.
Patentes similares o relacionadas:
Método para producir una cubierta de borde de un componente de pala de un motor de avión o de una turbina de gas y cubierta de borde para un componente de pala, del 18 de Marzo de 2020, de LEISTRITZ Turbinentechnik GmbH: Método para producir una cubierta de canto metálica en forma de V en la sección transversal para cubrir una zona de borde de un componente de pala de un grupo […]
 Procedimiento de conformado para conformar en caliente una chapa de acero de una pala de rotor, que se va a fabricar, de una planta de energía eólica, del 17 de Diciembre de 2015, de Wobben Properties GmbH: Procedimiento de conformado para conformar en caliente una chapa de acero de una pala de rotor , que se va a fabricar, de una planta […]
Procedimiento de conformado para conformar en caliente una chapa de acero de una pala de rotor, que se va a fabricar, de una planta de energía eólica, del 17 de Diciembre de 2015, de Wobben Properties GmbH: Procedimiento de conformado para conformar en caliente una chapa de acero de una pala de rotor , que se va a fabricar, de una planta […]
Agitadores de efecto axial, del 15 de Abril de 2015, de KSB AKTIENGESELLSCHAFT: Elemento de agitación de efecto axial, preferiblemente una hélice fabricada a base de chapa y que tiene palas o paletas agitadoras dispuestas radialmente […]
ÁLABES DE RODETE MEZCLADOR CON PUNTAS PREVIAMENTE CONFORMADAS Y PROCEDIMIENTOS DE FABRICACIÓN, del 24 de Junio de 2011, de SPX CORPORATION: Álabe de rodete para un dispositivo mezclador, comprendiendo el álabe de rodete : un elemento de superficie superior ; un elemento de superficie inferior ; […]
METODO PARA LA FABRICACION DE UN VENTILADOR DE CHAPA Y VENTILADOR ASI PRODUCIDO., del 1 de Mayo de 2003, de CORAL S.P.A.: EL METODO CONSISTE EN LOS PASOS SIGUIENTES: SE PREPARA UN DISCO DE CHAPA METALICA CON UN AGUJERO CENTRAL (299 COAXIAL A UN EJE ; SE SOMETE AL DISCO […]
PROCEDIMIENTO DE FABRICACION DE UN ALABE HUECO DE UNA TURBOMAQUINA Y PRENSA-HORNO DE EFECTO MULTIPLE UTILIZADA EN DICHO PROCEDIMIENTO., del 1 de Diciembre de 2002, de SOCIETE NATIONALE D'ETUDE ET DE CONSTRUCTION DE MOTEURS D'AVIATION SNECMA: UN PROCEDIMIENTO DE FABRICACION DE UN ALABE HUECO DE TURBOMAQUINA DE ALEACION DE TITANIO DEL TIPO TA6V COMPRENDE UNA OPERACION DE FORMACION EN […]
PROCEDIMIENTO DE FABRICACION DE UN ALABE HUECO DE TURBOMAQUINA., del 16 de Diciembre de 2001, de SOCIETE NATIONALE D'ETUDE ET DE CONSTRUCTION DE MOTEURS D'AVIATION, "S.N.E.C.M.A.": EN UN PROCEDIMIENTO DE FABRICACION DE UN ALABE HUECO DE TURBOMOTOR ENSAMBLADO MEDIANTE SOLDADURA-DIFUSION Y FORMADO SUPERPLASTICAMENTE POR PRESION […]
 PIEZA METALICA TRATADA POR PUESTA EN COMPRESION DE SUS CAPAS Y PROCEDIMIENTO PARA OBTENER DICHA PIEZA, del 16 de Junio de 2008, de SNECMA: Pieza metálica que incluye al menos una primera zona tratada por puesta a compresión de las capas por debajo de la superficie de ésta, poniéndose a compresión al menos […]
PIEZA METALICA TRATADA POR PUESTA EN COMPRESION DE SUS CAPAS Y PROCEDIMIENTO PARA OBTENER DICHA PIEZA, del 16 de Junio de 2008, de SNECMA: Pieza metálica que incluye al menos una primera zona tratada por puesta a compresión de las capas por debajo de la superficie de ésta, poniéndose a compresión al menos […]