MÉTODO E INSTALACIÓN PARA LA APLICACIÓN DE MATERIAL EN LÁMINAS SOBRE HOJAS SUCESIVAS.
Un método para aplicar material en láminas (200) sobre hojas sucesivas (S),
especialmente hojas de valores, que comprende las etapas de: -transportar hojas individuales (S) en forma sucesiva a lo largo de una ruta para transporte de hojas; -aplicar al menos una banda continua e material en láminas (200) sobre las hojas individuales (S) a lo largo de una dirección sustancialmente paralela a una dirección de desplazamiento de dichas hojas individuales, formando así un flujo continuo de hojas unidas entre sí por dicha al menos una banda continua de material en láminas (200); y -cortar dicha al menos una banda continua de material en láminas (200) de tal manera que se separe dicho flujo continuo de hojas en hojas individuales (S) con porciones de material en láminas (200*) que permanecen sobre las hojas (S), mediante lo cual se realiza el corte en posiciones localizadas sobre dichas hojas (S) de tal manera que dichas porciones de material en láminas (200*) que permanecen sobre las hojas no se extiendan más allá de los bordes anterior y posterior de las hojas (S)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2008/050626.
Solicitante: KBA-GIORI S.A..
Nacionalidad solicitante: Suiza.
Dirección: AVENUE DU GREY 55 CASE POSTALE 347 1000 LAUSANNE 22 SUIZA.
Inventor/es: GYGI,MATTHIAS, NAGLER,KURT,GEORG, EITEL,JOHANN,EMIL.
Fecha de Publicación: .
Fecha Solicitud PCT: 21 de Febrero de 2008.
Fecha Concesión Europea: 4 de Agosto de 2010.
Clasificación Internacional de Patentes:
- B32B37/22A4
- B32B38/00A
Clasificación PCT:
- B32B37/22 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 37/00 Procedimientos o aparatos para la estratificación, p.ej. por polimerización o curado o por unión por ultrasonidos. › implicando la unión de tanto capas continuas como discretas.
- B42D15/00 B […] › B42 ENCUADERNACION; ALBUMES; CLASIFICADORES; IMPRESOS ESPECIALES. › B42D LIBROS; CUBIERTAS DE LIBROS; HOJAS SUELTAS; IMPRESOS CARACTERIZADOS POR SU IDENTIFICACION O POR SUS CARACTERISTICAS DE SEGURIDAD; IMPRESOS DE UN FORMATO O DE UN TIPO ESPECIAL, NO PREVISTOS EN OTRO LUGAR; DISPOSITIVOS QUE FACILITAN SU UTILIZACION, NO PREVISTOS EN OTRO LUGAR; APARATOS DE BANDA MOVIL PARA ESCRIBIR O LEER. › Cartas o impresos de un formato o de un tipo especial no previstos en otro lugar.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
Fragmento de la descripción:
CAMPO DE LA TÉCNICA
La presente invención se relaciona generalmente con un método e instalación para la aplicación de material en láminas sobre hojas sucesivas, especialmente papeles valores. La presente invención es especialmente aplicable en el contexto de la producción de documentos de seguridad, tales como billetes de banco.
ANTECEDENTES DE LA INVENCIÓN
La aplicación de material en láminas en hojas, especialmente papeles valores, es en sí ya conocido en el arte. Tal aplicación está típicamente encaminada a proporcionar seguridad con elementos adicionales de seguridad, tales como en particular los así llamados OVD (Dispositivos Ópticamente Variables por sus siglas en inglés). Los OVD tienen típicamente la forma de un parche o laminado en hojas que contiene una capa de difracción óptica (usualmente una capa metalizada) que produce efectos ópticamente variables. Los OVD son conocidos en particular bajo el nombre de KINEGRAM®, que es una marca registrada de OVD Kinegram AG, un miembro del Leonhard Kurz Group.
Los OVD se suministran típicamente en la forma de una película continua o banda de material portador que transporta elementos de transferencia que son en última instancia para formar los OVD mismos. Estos son usualmente aplicados utilizando las así llamadas técnicas de estampado de hojas en caliente, que hacen uso de presión y temperatura combinados para activar una capa adhesiva proporcionada sobre los elementos de transferencia y provocar la transferencia de los mismos desde el material portador sobre las hojas o tejido que está siendo procesado.
El método y las instalaciones para llevar a cabo las técnicas de estampado de hojas en caliente son descritos por ejemplo en las solicitudes internacionales nos. WO 94/13487 A1, WO 97/01442 A1, WO 97/35721 A1, WO 97/35794 A1, WO 97/35795 A1, WO 97/36756 A1, WO 03/043823 A1, WO 2005/102733 A2, y la solicitud de patente europea EP 0 965 446 A1.
Además de la aplicación de los OVD sobre valores, se ha propuesto también cortar ventanas en los valores y cubrir estas ventanas con una película de material en láminas, usualmente transparente. Tal solución es propuesta por ejemplo en la solicitud internacional no. 95/10420 A1. En contraste con los OVD, la capa de material en láminas que se aplica para cubrir ventanas es comparativamente más gruesa y más resistente ya que tiene que resistir fuerzas mecánicas mayores y ser autoportantes en la región de la ventana.
En forma similar, también se ha propuesto reforzar regiones de espesor reducido creadas en valores por medio de la disposición de una película de material en láminas sobre dichas regiones. Un método para reforzar documentos de seguridad que cuentan al menos con una zona de espesor reducido es descrito por ejemplo en la solicitud internacional no. WO 2004/02446 A1.
La disposición de ventanas en valores se puede llevar a cabo en diferentes formas. Un método e instalación para cortar ventanas en hojas utilizando herramientas mecánicas de corte es descrito por ejemplo en la solicitud internacional no. WO 03/09297 A1. Un método e instalación para cortar ventanas en hojas utilizando una herramienta láser de corte es descrito por ejemplo en la solicitud internacional no. WO 2004/096482 A1.
El cubrimiento de las ventanas por medio de material en láminas es discutido con mayor detalle en las solicitudes internacionales nos. WO 2004/096541 A1 y WO 2005/068211 A1.
2 De acuerdo con la solicitud internacional no. WO 2004/096541 A1, se aplica un material en láminas en la forma de tiras sucesivas de material en láminas que se cortan más arriba de una unidad de aplicación. La unidad de aplicación es básicamente similar a aquella utilizada para llevar a cabo un estampado de hojas en caliente con la diferencia principal de que las tiras de material en láminas son completamente transferidas sobre las hojas. En este contexto, es más apropiado decir que la unidad de aplicación realiza la laminación del material en láminas sobre las hojas, en vez de estampado, cuyo proceso involucra la transferencia de un elemento desde una banda transportadora sobre las hojas y la recuperación de la banda transportadora utilizada. La solución de la solicitud internacional no. WO 2004/096541 A1 se ha encontrado que es bastante difícil de implementar ya que requiere de un corte preciso y del posicionamiento de las tiras cortadas del laminado con respecto a las hojas. Esta solución del estado del arte requiere en particular de un sistema de aspiración específicamente diseñado para coger apropiadamente y transportar las tiras de laminado de tal manera que estas sean puestas en contacto con las hojas en la ubicación deseada. La solución de la solicitud internacional no. WO 2004/096541 A1 es aplicable únicamente además para tiras de laminado que tengan una longitud mínima y no es adecuada en particular para aplicar parches de tamaño pequeño del material en láminas sobre las hojas. Existe por lo tanto la necesidad de un método e instalación mejorados para aplicar material en láminas sobre hojas sucesivas. RESUMEN DE LA INVENCIÓN Un propósito general de la invención es por lo tanto mejorar los métodos y las instalaciones conocidas para aplicar material en láminas sobre hojas sucesivas. Un propósito en particular de la invención es el de suministrar una solución que sea menos complicada de implementar que las soluciones conocidas. Un propósito adicional de la presente invención es el de suministrar una solución que permita la aplicación de material en láminas en una forma precisa sobre las hojas. Incluso otro propósito de la presente invención es el de suministrar una solución que permita la aplicación de material en láminas sobre las hojas sin que esto afecte el resto del proceso de dichas hojas en los procesos subsiguientes. Aún otro propósito de la presente invención es el de suministrar una solución que sea capaz de aplicar un amplio rango de tamaños de porciones de material en láminas sobre las hojas. Estos propósitos se logran gracias a la solución definida en las reivindicaciones. El método de acuerdo con la invención comprende las siguientes etapas. En una primera etapa, se transportan hojas individuales en forma sucesiva a lo largo de una vía para transporte de hojas. En una segunda etapa, se aplica al menos una banda continua de material en láminas sobre las hojas individuales a lo largo de una dirección sustancialmente paralela a una dirección de desplazamiento de las hojas individuales, formando así un flujo continuo de hojas enlazadas entre sí por medio de dicha al menos una banda continua de material en láminas. En una tercera etapa, se corta dicha al menos una banda continua de material en láminas de tal manera que se separe nuevamente el flujo continuo de hojas en hojas individuales con porciones de material en láminas que permanecen sobre la hoja. El corte de dicha al menos una banda continua de material en láminas se realiza en posiciones localizadas sobre las hojas de tal manera que las porciones de material en láminas que permanecen sobre las hojas no se extiendan más allá de los bordes anterior y posterior de las hojas. Gracias al método anterior, se asegura una aplicación precisa el material en láminas sobre las hojas sucesivas, mientras se garantiza que el material en láminas aplicado no provoque perturbaciones
durante el procesamiento adicional de las hojas en los procesos que vienen después. En realidad, mientras se corta el material en láminas en posiciones localizadas sobre las hojas de tal manera que las porciones de material en láminas que permanecen sobre las hojas no se extiendan más allá de los bordes anterior y posterior de las hojas, no se afecta la alineación adecuada de las hojas en los procesos que vienen después (donde la alineación utiliza como referencia el borde anterior, o según el caso puede ser el borde posterior).
A priori, el corte del material en láminas en posiciones localizadas sobre las hojas parece ser perjudicial para la integridad de las hojas. Las pruebas han mostrado sin embargo que el corte del material en láminas se puede llevar a cabo sobre la superficie de las hojas sin ningún problema importante.
Las modalidades convenientes de la invención forman el contenido de las reivindicaciones dependientes y son discutidas más adelante.
De acuerdo con una modalidad de la invención, se puede llevar a cabo el corte por ejemplo por medio de herramientas mecánicas de corte sin provocar daño a las hojas. De acuerdo a una modalidad alternativa, y si el material en láminas está hecho de plástico o de cualquier...
Reivindicaciones:
1. Un método para aplicar material en láminas (200) sobre hojas sucesivas (S), especialmente
hojas de valores, que comprende las etapas de: -transportar hojas individuales (S) en forma sucesiva a lo largo de una ruta para transporte de hojas; -aplicar al menos una banda continua e material en láminas (200) sobre las hojas individuales (S) a lo largo de una dirección sustancialmente paralela a una dirección de desplazamiento de dichas hojas individuales, formando así un flujo continuo de hojas unidas entre sí por dicha al menos una banda continua de material en láminas (200); y -cortar dicha al menos una banda continua de material en láminas (200) de tal manera que se separe dicho flujo continuo de hojas en hojas individuales (S) con porciones de material en láminas (200*) que permanecen sobre las hojas (S), mediante lo cual se realiza el corte en posiciones localizadas sobre dichas hojas (S) de tal manera que dichas porciones de material en láminas (200*) que permanecen sobre las hojas no se extiendan más allá de los bordes anterior y posterior de las hojas (S).
2. El método de acuerdo con la reivindicación 1, en donde dicha al menos una banda continua de material en láminas (200) sea cortada inmediatamente después de un borde anterior de las hojas (S) e inmediatamente antes de un borde posterior de las hojas (S) sobre el ancho total de dicha al menos una banda continua de material en láminas (200), de tal manera que una porción continua de material en láminas (200*) quede sobre cada hoja (S).
3. El método de acuerdo con la reivindicación 2, en donde el corte se realiza en márgenes no impresos (lm, tm) de las hojas (S).
4. El método de acuerdo con la reivindicación 1, en donde dicha al menos una banda continua de material en láminas (200) sea cortada en una pluralidad de sitios a lo largo de una longitud de dicha al menos una banda continua de material en láminas (200), de tal manera que una pluralidad de porciones distintas de material en láminas (200*) quede sobre cada hoja.
5. El método de acuerdo con la reivindicación 4, en donde dicha pluralidad de distintas porciones de material en láminas (200*) que quedan sobre las hojas tenga un ancho menor que el ancho de dicha al menos una banda continua de material en láminas (200) y en donde se recupera una porción restante (205) de dicha al menos una banda continua de material en láminas (200).
6. El método de acuerdo con la reivindicación 2, 3 ó 4, en donde las porciones restantes (205) de dicha al menos una banda continua de material en láminas (200) que no deben permanecer sobre las hojas (S) son evacuadas, preferiblemente por medio de aspiración.
7. El método de acuerdo con cualquiera de las reivindicaciones precedentes, en donde dicha al menos una banda continua de material en láminas (200) es suministrada en la forma de un rodillo (20) de material en láminas.
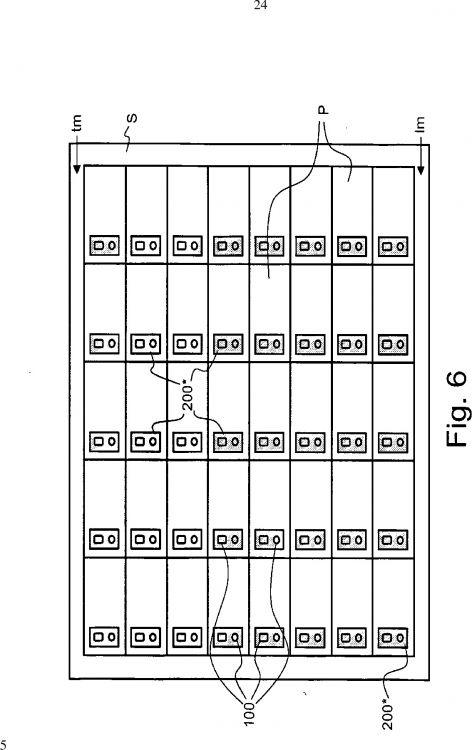
8. El método de acuerdo con cualquiera de las reivindicaciones precedentes, en donde dichas hojas (S) son hojas que portan un arreglo de pies de página (P) dispuestos en una matriz de filas y columnas, y en donde al menos se aplica una banda continua de material en láminas
(200) a lo largo de cada columna de pies de página (P).
9. El método de acuerdo con cualquiera de las reivindicaciones precedentes, que comprende además la etapa de cortar ventanas o aberturas (100) en dichas hojas (S) antes de la aplicación de dicha al menos una banda continua de material en láminas (200), cuyas
13 ventanas o aberturas (100) están cubiertas por dicha al menos una banda continua de material en láminas (200).
10. El método de acuerdo con cualquiera de las reivindicaciones precedentes, en donde dicha al menos una banda continua de material en láminas (200) es sustancialmente transparente.
11. El método de acuerdo con cualquiera de las reivindicaciones precedentes, en donde dicha al menos una banda continua de material en láminas (200) es un laminado plástico que contiene una capa adhesiva que es puesta en contacto con la superficie de las hojas (S).
12. El método de acuerdo a la reivindicación 11, en donde dicha capa adhesiva es una capa adhesiva activada por presión y/o por calor que se activa durante la aplicación únicamente es las posiciones correspondientes a las porciones del material en láminas (200*) que deben permanecer sobre las hojas (S).
13. El método de acuerdo a la reivindicación 12, en donde el corte de dicha banda continua de material en láminas (200) es realizado en las posiciones donde la capa adhesiva no ha sido activada, preferiblemente en la cercanía inmediata de las porciones de material en láminas (200*) que deben permanecer sobre las hojas (S).
14. Una instalación para llevar a cabo el método de acuerdo con cualquiera de las
reivindicaciones precedentes, que comprende: -una estación de alimentación hoja por hoja (1) para alimentación de las hojas individuales (S); -una unidad para aplicación de láminas (2) para la aplicación de dicha al menos una banda continua (200) de material en láminas sobre dichas hojas individuales (S); -una unidad de corte (5), localizada más delante de dicha unidad para aplicación de láminas (2), para cortar dicha al menos una banda continua de material en láminas (200) de tal manera que dicho flujo de hojas sea separable en hojas individuales (S) con porciones de material en láminas (200*) que permanecen sobre las hojas (S), mediante lo cual puede realizarse el corte en posiciones localizadas sobre dichas hojas (S) de tal manera que dichas porciones de material en láminas (200*) que permanecen sobre las hojas no se extiendan más allá de los bordes anterior y posterior de las hojas (S); y -una estación para suministro de hojas (4) para recibir las hojas individuales (S).
15. Una instalación de acuerdo con la reivindicación 14, en donde dicha unidad de corte (5) incluye un cilindro de corte (50) que porta al menos una herramienta de corte (51) sobre su circunferencia exterior.
16. Una instalación de acuerdo con la reivindicación 15, en donde dicha al menos una herramienta de corte (51) incluye al menos una cuchilla de corte para cortar mecánicamente la banda continua de material en láminas (200) o un elemento de calentamiento para cortar la banda continua de material en láminas (200) por medio de fundición.
17. Una instalación de acuerdo con la reivindicación 15 ó 16, en donde una temperatura de dicho cilindro de corte (50) es regulada.
18. Una instalación de acuerdo con la reivindicación 14, en donde dicha unidad de corte (5) incluye una herramienta de corta con láser.
19. Una instalación de acuerdo con cualquiera de las reivindicaciones 14 a 18, que comprende además medios (53) para evacuar las porciones restantes (205) de la banda continua de material en láminas (200) que no deben permanecer sobre las hojas (S), preferiblemente por medio de aspiración.
20. Una instalación de acuerdo con la reivindicación 19, que comprende además un dispositivo
(61) para revisar que las porciones restantes (205) sean apropiadamente evacuadas.
21. Una instalación de acuerdo con cualquiera de las reivindicaciones 14 a 20, que comprende además medios (62) para revisar el paso de un borde anterior y/o posterior de las hojas (S) y ajustar la operación de la unidad de corte (5) en función del paso del borde anterior y/o posterior de las hojas (S).
“Siguen 11 páginas de dibujos”
Patentes similares o relacionadas:
 CONSTRUCCION DE HOJA PARA TARJETAS, del 6 de Noviembre de 2009, de AVERY DENNISON CORPORATION: Una hoja para tarjetas para producir tarjetas impresas separables que comprende: una hoja superior que tiene un lado frontal y un lado trasero; […]
CONSTRUCCION DE HOJA PARA TARJETAS, del 6 de Noviembre de 2009, de AVERY DENNISON CORPORATION: Una hoja para tarjetas para producir tarjetas impresas separables que comprende: una hoja superior que tiene un lado frontal y un lado trasero; […]
Documento de valor, del 3 de Junio de 2020, de Giesecke+Devrient Mobile Security GmbH: Elemento de seguridad que comprende una sustancia luminiscente de fórmula general XZO4 en la que X representa Sca Yb Lac Ced Pre Smg Euh Tbk Dyl Hom Tmo Sb(III)r […]
Tinta de impresión, su uso para la autenticación de artículos, artículos así obtenidos y métodos de autenticación, del 27 de Mayo de 2020, de SICPA HOLDING SA: La tinta de impresión que comprende una primera tintura fluorescente que actúa como donador y una segunda tintura fluorescente que actúa como aceptador, […]
Procedimiento de elaboración de objetos tridimensionales personalizados, del 30 de Abril de 2020, de ALEMAN ALEMAN, Francisco: Procedimiento de elaboración de objetos tridimensionales personalizados, mediante láminas imprimible mediante impresora, que comprende obtención de láminas […]
Documento de valor y procedimiento de producción del mismo, del 29 de Abril de 2020, de Giesecke+Devrient Currency Technology GmbH: Documento de valor , en particular billete de banco, con - un sustrato de documento de valor con una entalladura (706, […]
Aparato de plegado y método correspondiente, del 15 de Abril de 2020, de I.M.A. INDUSTRIA MACCHINE AUTOMATICHE S.P.A.: Aparato de plegado para hojas , que comprende al menos una unidad de acondicionamiento adecuada para preparar la hoja que se desea plegar, al menos un medio […]
Documento de valor con elemento de seguridad incorporado al menos de forma parcial, del 8 de Abril de 2020, de HUECK FOLIEN GESELLSCHAFT M.B.H.: Documento de valor con un elemento de seguridad incorporado al menos de forma parcial, donde el documento de valor está compuesto […]
Dispositivo de seguridad óptico de indicación de manipulación, del 1 de Abril de 2020, de VISUAL PHYSICS, LLC: Dispositivo de seguridad de indicación de manipulación que funciona para producir una o más imágenes sintéticas, estando el dispositivo adherido o unido a […]