Método y dispositivo para suministrar láminas una a una desde una pila de láminas.
Un dispositivo para suministrar láminas (1) una a una desde una pila de láminas (1) a un dispositivo detransporte (2),
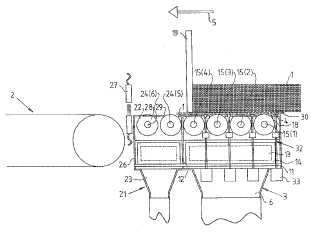
para el transporte de la lámina (1) a una estación de tratamiento, de tal manera que el dispositivocomprende una primera cámara de baja presión (3), un cierto número de árboles (15) accionadosindependientemente, que están situados perpendicularmente a la dirección de transporte (15) y están dispuestosdentro de la cámara de baja presión (3) separados de forma esencialmente equidistante unos de otros, y que portan,cada uno de ellos, una pluralidad de ruedas (17) con un revestimiento o forro de rozamiento, de tal manera que cadaárbol (15) es accionado por su propio motor (16), que está conectado a una unidad de control (20) y es controladopor esta, y un dispositivo de separación (19), que está dispuesto esencialmente en vertical por encima de la cámarade baja presión (3) y a una distancia de la cámara de baja presión (3) que es algo más grande que el espesor deuna lámina (1), caracterizado por que se ha dispuesto al menos un elemento de liberación (30 (1)) antes de, y a unacierta distancia de, el árbol más cercano (15 (1)) en la dirección de transporte (5) de las láminas (1), y que estáconectado a, y controlado por, dicha unidad de control (20).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/SE2005/000610.
Solicitante: BERG INDUSTRIES AKTIEBOLAG.
Nacionalidad solicitante: Suecia.
Dirección: STRANDVÄGEN 53 115 23 STOCKHOLM SUECIA.
Inventor/es: LEVIN,HANS.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65H3/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65H MANIPULACION DE MATERIALES DELGADOS O FILIFORMES, p. ej. HOJAS, BANDAS, CABLES. › B65H 3/00 Sacado de artículos de las pilas (unión, colocación o agrupado de artículos B65H 39/00; máquinas para separar bandas superpuestas B65H 41/00; desapilado de material delgado combinado con el plegado B65H 45/26; combinaciones de operaciones de apilado y de sacado de artículos, presentando un interés distinto de la operación individual de apilado o de sacado B65H 83/00). › Rodillos o separadores rotativos análogos.
PDF original: ES-2392439_T3.pdf
Fragmento de la descripción:
Metodo y dispositivo para suministrar laminas una a una desde una pila de laminas
La presente invencion se refiere a un dispositivo para suministrar hojas o laminas una a una desde una pila o apilamiento de laminas a un dispositivo de tra nsporte destinado a transportar la lamina a una estacion de tratamiento, de tal manera que el dispositivo comprende una camara de baja presion, un cierto numero de arboles accionados independientemente, los cuales estan colocados perpendicularmente a la direccion de transporte y estan dispuestos dentro de la camara de baja presion, esencialmente separados unos de otros de forma equidistante, y que portan, cada uno de ellos, una pluralidad de ruedas con un revestimiento o forro de rozamiento, de tal manera que cada arbol es accionado por su propio motor, que esta conectado a una unidad de control y es controlado por esta, y un dispositivo de separacion que esta dispuesto de forma esencialmente vertical, por encima de la camara de baja presion y a una distancia de la camara de baja presion que es algo mayor que el espesor de una lamina.
La invencion tambien se refiere a un metodo para suministrar laminas de una en una desde una pila de laminas a un dispositivo de transporte destinado a transportar la lamina a una estacion de tratamiento.
La invencion se refiere especialmente a, pero no esta limitada por, un metodo y un dispositivo para suministrar piezas previas o de parti da de carton, por ejemplo, carton corrugado, desde una pila de piezas de partida a una maquina con el fin de aplicarles texto y/o simbolos o para su perforacion.
Los problemas que surgen cuando se suministra una lamina (en posicion mas inferior) de una pila pueden explicarse por el hecho de que, en la practica, resulta extremadamente dificil suministrar una lamina sin un cierto grado de patinaje entre las ruedas de alimentacion y la lamina, lo que origina una deficiente capacidad de repeticion o reproducibilidad. Esto se d ebe al hecho de que el rozamiento entre la rueda y la lamina cambia con el numero constantemente cambiante de laminas contenidas en el taco o lote, el tipo de lamina (estructura superficial, espesor / peso, etc.) , cambios en la velocidad, etc. En dispositivos de suministro de laminas convencionales, esto se ha resuelto, en parte, mediante el uso de unos rodillos de alimentacion. Una desventaja importante de los mismos es que las laminas de carton corrugado se deforman o aplastan facilmente en el paso de apriete entre los rodillos de presion, lo que tiene un efecto perjudicial en la susceptibilidad de apilamiento, conservacion de la forma, etc., de la caja subsiguientemente producida. Con el fin de minimizar el deslizamiento entre las ruedas y la lamina que esta siendo suministrada, ha de utilizarse un vacio (presion negativa) elevado. Sin embargo, esto implica que la siguiente lamina es depositada demasiado rapido y la fuerza de contacto entre las ruedas de alimentacion retardadoras sera grande, lo que dana las laminas y provoca el desgaste de las ruedas. Existe tambien el riesgo de que la siguiente lamina sea suministrada en direccion al soporte de laminas frontal o al dispositivo de separacion, lo que produce como resultado danos en el borde frontal de la lamina. Esto puede conducir tambien a que el aporte de las laminas se vea interrumpido cuando se produce un atasco, es decir, dos laminas (la que se va a suministrar y la que esta encima de esta) se suministran simultaneamente al interior del espacio de separacion o intersticio existente entre el soporte de las laminas y la mesa de alimentacion, y se atascan. En teoria, esto sera contrarrestado en caso de que se pueda utilizar un motor con un par de frenado suficiente. Sera entonces posible, en teoria, retardar los arboles de las ruedas en un tiempo considerablemente mas breve o en una distancia considerablemente mas corta. Sin embargo, ello se ve limitado por el comportamiento de los motores disponibles en el mercado, que o bien tienen un par maximo demasiado pequeno, o bien presentan un momento de inercia masico demasiado grande. A fin d e contrarrestar los problemas anteriormente mencionados, debe reducirse el vacio, lo que tiene un efecto perjudicial en la capacidad de repeticion o reproducibilidad cuando aparece un deslizamiento incontrolable (lo que tambien depende de la velocidad, de la altura del lote, etc.) .
Un dispositivo de suministro de laminas del tipo anteriormente definido ya se conoce por la Patente norteamericana N° 5.006.042. Este dispositivo de suministro de laminas conocido comprende una camara de baja presion que tiene una mesa de alimentacion integrada destinada a colocar en ella una pila de laminas, asi como un soporte de laminas situado a una cierta distancia por encima de la mesa de alimentacion, que es del orden del espesor de una lamina. Se han dispuesto dentro de la camara a presion un cierto numero de arboles. Los arboles portan una pluralidad de ruedas que sobresalen a traves de unas aberturas existentes en la mesa de alimentacion y que sirven para transportar la lamina situada en posicion mas inferior de la pila, a traves del intersticio existente entre la mesa de alimentacion y el soporte de laminas, hasta un transportador de cinta. Cada arbol es accionado por un motor independiente. En relacion con el razonamiento anterior y con el hecho de que la distancia entre el arbol de ruedas mas cercano al soporte de laminas y, por una parte, el soporte de laminas y, por otra parte, el transportador de cinta, es relativamente grande, existe el riesgo inminente de que las laminas lleguen inclinadas y/o con la denominada desviacion de descuadre al transportador de cinta, con los consiguientes problemas en la (s) estacion (estaciones) de tratamiento subsiguientes. No se indica en dicha memoria de Patente ninguna correccion de las deficiencias antes mencionadas. Por otra parte, las laminas que esperan en la pila o lote, las cuales, debido a fuerzas de rozamiento, son presionadas hacia el s oporte de laminas (especialmente para un alto gra do de vacio) , tien den a q uedar atascadas por su borde frontal en el soporte de laminas y, por tanto, se impide que sean depositadas correctamente cuando las laminas que se estan suministrando han completado su ciclo de alimentacion. A menudo, una esquina del borde frontal es presionada contra el soporte de laminas. Una vez que se inicia el ciclo de alimentacion, la lamina se dana o queda atascada en el soporte de laminas y no es suministrada de forma correcta.
Otros probl emas qu e esta n relacionados c on l os d ispositivos de s uministro d e l aminas d el ti po anteriormente mencionado s on, p or ej emplo, los siguientes: Si se utiliza un grafic o de l evas (c onfiguracion d el movimiento) denominado "normal" (vease la F igura 7a del documento US-A 6.543.760, cuando se cambia la velocidad, las rampas o pendientes de aceleraciony de retardo (la inclinacion de los graficos) cambiaran. Esto implica que, para una velocidad de la maquina reducida, se obtiene un retardo mas pequeno de las ruedas de alimentacion y un tiempo mas largo para detener las ruedas, aunque se dispone en el motor de una fuerza para realizar una detencion mas rapida. En consecuencia, habra el suficiente tiempo para que la siguiente lamina del lote sea aspirada hacia abajo sobre las ruedas, antes de que estas se hayan detenido. Como resultado de ello, la capa superficial de la lamina puede verse danada por las ruedas, que giran intensamente contra la misma ("frotamiento") , y la lamina se hace avanzar hacia el soporte de laminas frontal de una manera incontrolada. Las variaciones en parametros tales como el tamano de las laminas, la altura del lote, el grado de vacio y la velocidad de la maquina tambien producen como resultado un cambio en el rozamiento total que act ua entre la l amina ylas ruedas. Las variaciones en el rozamiento dan lugar a variaciones en el deslizamiento entre la lamina y las ruedas que siempre se produce en asociacion con la aceleracion de una lamina. Cuando el deslizamiento varia, este se pon e de manifiesto como variaciones en el descuadre de la lamina. Es mas, existen las variaciones estocasticas ubicuas en el rozamiento de una l amina a otra dep endiendo, entre ot ras cosas, de la estructura superfici al i ndividual de ca da lam ina, l as turbulencias en las cajas de vacio (camaras de baja presion) , etc., que dan lugar a un descuadre estocastico que se suma a las razones antes mencionadas para una reproducibilidad inadecuada.
El material de partida para la produccion, cuando se utilizan las denominadas maquinas en cadena, es c arton corrugado con formatos configurados para la serie respectiva de cajas que se ha de fabricar. La precision de alimentacion es decisiva para la colocacion de la imagen de impresion, las hendiduras y los orificios... [Seguir leyendo]
Reivindicaciones:
1. Un dispositivo para suministrar laminas (1) una a una desde una pila de laminas (1) a un dispositivo de transporte (2) , para el transporte de la lamina (1) a una estacion de tratamiento, de tal manera que el dispositivo comprende u na pr imera c amara de baja presion ( 3) , un ci erto numer o d e arbo les ( 15) accio nados independientemente, que estan situados perpendicularmente a la direcciondetransporte (15) y estan dispuestos dentro de la camara de baja presion (3) separados de forma esencialmente equidistante unos de otros, y que portan, cada uno de ellos, una pluralidad de ruedas (17) con un revestimiento o forro de rozamiento, de tal manera que cada arbol (15) es accionado por su propio motor (16) , que esta conectado a una unidad de control (20) y es controlado por esta, y un dispositivo de separacion (19) , que esta dispuesto esencialmente en vertical por encima de la camara de baja presion (3) y a una distancia de la camara de baja presion (3) que es algo mas grande que el espesor de una lamina (1) , caracterizado por que se ha dispuesto al menos un elemento de liberacion (30 (1) ) antes de, y a una cierta distancia de, el arbol mas cercano (15 (1) ) en la d ireccion de transporte (5) de las laminas (1) , y que esta conectado a, y controlado por, dicha unidad de control (20) .
2. Un dispositivo de acuerdo con la reivindicacion 1, caracterizado por que dicho elemento de liberacion (30 (1) ) tiene la forma de un rail, el cual se extiende paralelo a dichos arboles (15 (1) ) y (15 (2) ) y entre las paredes laterales
(9) del dispositivo.
3. Un dispositivo de acuerdo con la reivindicacion 1 o la reivindicacion 2, caracterizado por que se ha dispuesto al menos un elemento de liberacion (30) antes de cada arbol (15) , por que esta situado antes del dispositivo de separacion (19) en la direccion de transporte (5) de las laminas (1) , y por que cada elemento de liberacion (30) esta conectado a la unidad de control (20) y es controlado individualmente por esta.
4. Un dispositivo de acuerdo con una cualquiera de las reivindicaciones precedentes, caracterizado por que cada elemento de liberacion (30) es elevado y hecho descender por un dispositivo de elevacion electrico asociado (32) , tal como un electroiman (33) , y por que el motor (16) de cada arbol (15) es un servomotor accionado electricamente.
5. Un dispositivo de acuerdo con una cualquiera de las reivindicaciones precedentes, caracterizado por que se ha proporcionado un sop orte d e lami nas tra sero (36) q ue soporta e l e xtremo de la pila de l aminas (1) situado opuestamente al dispositivo de separacion (19) , y por qu e dicho soporte de laminas trasero (36) esta dispuesto de forma desplazable en la direccion de transporte de las laminas (1) yconectado a, ycontrolado por, dicha unidad de control (20) .
6. Un metodo para suministrar laminas (1) una a una desde una pila de laminas (1) situada en un dispositivo de alimentacion a un dispositivo de transporte (2) para el transporte de la lamina (1) a una estacion de tratamiento, de tal manera que el dispositivo de alimentacion comprende una camara de baja presion (3) , un cierto numero de arboles (15) accionados independientemente, que estan situados perpendicularmente a la direccion de transporte (5) y estan dispuestos dentro de la camara de baja presion (3) , separados de forma esencialmente equidistante unos de otros y c ada uno de l os cu ales p orta u na plur alidad d e ruedas (1 7) provistas d e un rev estimiento o forro de rozamiento, de tal modo que cada arbol (15) es accionado por su propio motor, que esta conectado a una unidad de control (20) y es controlado por esta, y un dispositivo de separacion (19) , que esta dispuesto esencialmente en vertical por encima de la camara de baja presion (3) y a una distancia de la camara de baja presion (3) que es algo mayor que el espesor de una lamina (1) , de manera que la lamina (1 (1) ) situada en posicion mas inferior de la pila es suministrada al dispositivo de transporte (2) , en tanto que se evita que la segunda lamina mas inferior (1 (2) ) sea desplazada por medio del dispositivo de s eparacion (19) , y las ru edas (17) , que parten de estar i nmoviles a l comienzo de cada ciclo de alimentacion, se hacen rotar por medio de la unidad de control (20) conectada a los motores de accionamiento (16) de las ruedas (17) y a dicha estacion de tratamiento, a fin de acelerar la lamina (1 (1) ) , de tal manera que esta alcanza su valor de referencia de velocidad dependiendo del ritmo de trabajo de la estacion de tratamiento, caracterizado por que un elemento de liberacion (30) es elevado esencialmente al mismo tiempo que el borde trasero de la lamina (1 (1) ) que se esta suministrando, segun se observa en la direccion de transporte (5) , es desplazado mas alla de dicho elemento de liberacion (30) , hasta una posicion de soporte para la segunda lami na mas inferi or (1 (2) ) de la pila d e lami nas (1) , antes de qu e la l amina (1 (1) ) que se est a suministrando abandone un arbol (15) subsiguiente, segun se observa en la direccion de transporte (5) , que porta unas ruedas (17) , y por que dicho arbol (15) es decelerado cuando el borde trasero de la lamina (1 (1) ) que se esta suministrando, segun se observa en la direccion de transporte (5) , abandona las ruedas (17) de dicho arbol (15) .
7. Un meto do d e acuer do co n la reiv indicacion 6, ca racterizado por que se ha n pro porcionado u no o mas elementos de liberacion antes de cada arbol (15) de ruedas, y por que cada arbol (15) es decelerado en sucesion conforme el borde trasero de la lamina (1 (1) ) abandona las ruedas (17) de cada arbol (15) , y por que el elemento de liberacion (30 (1) ) dispuesto antes de cada arbol (15 (1) ) segun la direccion de transporte (5) es elevado hasta dicha posicion de soporte cuando el borde trasero de la lamina (1 (11) ) que se esta suministrando, segun se observa en la direccion de transporte (5) , abandona las ruedas (17) de los respectivos arboles (15) .
8. Un metodo de acuerdo con la reivindicacion 6 o la reivindicacion 7, caracterizado por que, cuando un arbol (15) asociado se ha llev ado a una p osicion estatica o en r eposo, el el emento d e lib eracion (30 ( 1) ) dispu esto inmediatamente antes de dicho arbol segun la direccion de transporte (5) , se hace descender desde dicha posicion de soporte de laminas, siendo entonces soportada la segunda lamina mas inferior (1 (2) ) por las ruedas (17) de dicho arbol inmovil (15 (1) ) .
9. Un metodo de acuerdo con una cualquiera de las reivindicaciones 6-8, caracterizado por que la pila de laminas (1) , al comienzo de cada ciclo de alimentacion, reposa sobre las ruedas (17) de los arboles (15) , y por que, al
comienzo de cada ciclo de alimentacion de lamina, la lamina mas inferior (1 (1) ) es de splazada inicialmente una distancia minima en la direccion opuesta a su direccion de transporte (5) y, subsiguientemente, desplazada en la direccion de transporte (5) .
10. Un metodo de acuerdo con una cualquiera de las reivindicaciones 6-9, caracterizado por que un soporte de laminas trasero (36) , que esta dispuesto de forma desplazable en la direccion de transporte (5) y que esta situado 10 opuestamente al dispositivo de separacion (19) , es controlado por la unidad de control (20) , de tal modo que dicha unidad de control (20) controla, una vez que se ha programado la longitud de las laminas (1) en ladireccion de transporte ( 5) , cuan do h a de d ecelerar cada arbol (15) , cuan do s e ha n de elevar y h acer desce nder, respectivamente, los elementos de liberacion (30) , asi como la distancia del soporte (36) de laminas con respecto al dispositivo de separ acion (19) , en as ociacion co n la programacion d e la l ongitud de las laminas (1) segu n la
direccion de transporte (5) , en la unidad de control (20) .
Patentes similares o relacionadas:
Transmisor de papel con servomotor de presión de borde, del 24 de Enero de 2018, de Qingdao Meiguang Machinery Co., Ltd: Un dispositivo de alimentación de papel con servomotor de presión de borde comprende: un mecanismo de alimentación de papel que consiste en […]
Dispositivo y procedimiento para la separación de documentos de valor de una pila de documentos de valor, del 28 de Septiembre de 2016, de WINCOR NIXDORF INTERNATIONAL GMBH: Dispositivo para la separación de documentos de valor de una pila de documentos de valor con un rodillo de extracción accionable, con un primer rodillo […]
 Aparato de suministro de medio y aparato de procesamiento de medio, del 30 de Marzo de 2016, de SEIKO EPSON CORPORATION: Un aparato de suministro de medios con forma de hoja, que comprende:
una parte de inserción de medios , en la que se insertan una pluralidad de medios con forma […]
Aparato de suministro de medio y aparato de procesamiento de medio, del 30 de Marzo de 2016, de SEIKO EPSON CORPORATION: Un aparato de suministro de medios con forma de hoja, que comprende:
una parte de inserción de medios , en la que se insertan una pluralidad de medios con forma […]
 Conjunto de tolva doble, del 23 de Diciembre de 2015, de ASSA ABLOY AB: Un conjunto de tolva doble para uso en un dispositivo de procesamiento de credencial que comprende:
una tolva superior configurada […]
Conjunto de tolva doble, del 23 de Diciembre de 2015, de ASSA ABLOY AB: Un conjunto de tolva doble para uso en un dispositivo de procesamiento de credencial que comprende:
una tolva superior configurada […]
Unidad suministradora para documentos de valor, del 4 de Diciembre de 2013, de MEI, INC.: Aparato para uso con un compartimiento para almacenar documentos de valor (16a, 16b, 16c, 16n) en una pilaque tiene al menos una dimensión variable […]
Unidad dispensadora para documentos de valor, del 9 de Agosto de 2013, de MEI, INC.: Un compartimiento de documentos de valor a partir del cual se pueden dispensar documentos de valor (16a, 16b, 16c, 16n) que incluye una carcasa […]
 DISPOSITIVO Y METODO PARA EL CONTEO SEPARACION Y TRANSFERENCIA PARA EL EMPAQUETADO POSTERIOR DE OBJETOS PLANOS, del 2 de Abril de 2013, de PAPER CONVERTING MACHINE COMPANY ITALIA S.P.A.: Dispositivo para el conteo, la separación y la transferencia para el empaquetado posterior de productos u objetos planos situados verticalmente en hileras compactas […]
DISPOSITIVO Y METODO PARA EL CONTEO SEPARACION Y TRANSFERENCIA PARA EL EMPAQUETADO POSTERIOR DE OBJETOS PLANOS, del 2 de Abril de 2013, de PAPER CONVERTING MACHINE COMPANY ITALIA S.P.A.: Dispositivo para el conteo, la separación y la transferencia para el empaquetado posterior de productos u objetos planos situados verticalmente en hileras compactas […]
APARATO DE SUMINISTRO DE MEDIO Y APARATO DE PROCESAMIENTO DE MEDIO, del 13 de Diciembre de 2011, de SEIKO EPSON CORPORATION: Un aparato de suministro de medio, que comprende: una parte de inserción de medio , en el interior de la que va a insertarse un medio; un orificio de suministro […]