Método y dispositivo para la alimentación de elementos de fijación.
Método para la alimentación de elementos de fijación (28) a una herramienta de fijación (20) que se puede mover por medio de un dispositivo de manipulación programable (14) y en la cual está montado un alimentador (34) para alojar por l 5 o menos un elemento de fijación (28),
que tiene las siguientes etapas:
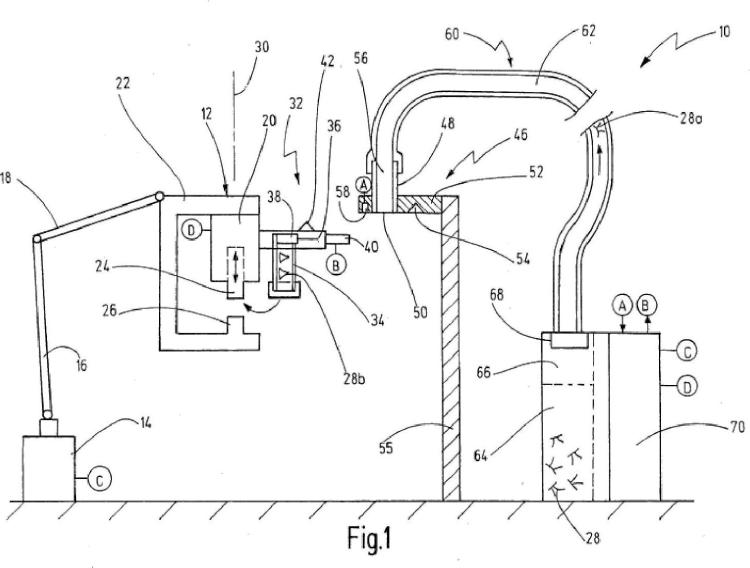
- mover el alimentador (34) a una estación de llenado (46), en el que la estación de llenado (46) tiene una sección de tubo (48) siempre continuamente abierta con una abertura de salida (50) o puerto de salida (50);
- orientar el alimentador (34) con respecto a la abertura de salida (50);
- abrir un sellado de aire (38) del alimentador (34); y
- transportar por lo menos un elemento de fijación (28) a la sección de tubo (48) de tal manera que el elemento de fijación se desplace a través de la sección de tubo (48) y la abertura de salida (50) para alcanzar el alimentador (34), en el que la alineación del alimentador (34) con respecto al puerto de salida (50) incluye introducir por lo menos un pasador de alineación (42) del alimentador (34) en una abertura de alineación (54) o la estación de llenado (46), en el que el pasador de alineación (42) se extrae fuera de la abertura de alineación (54) antes de que el sellado de aire (38) del alimentador (34) se abra, pero por lo menos antes de que se lleve a cabo la etapa de transporte.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2012/058772.
Solicitante: NEWFREY LLC.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 1207 DRUMMOND PLAZA NEWARK, DELAWARE 19711 ESTADOS UNIDOS DE AMERICA.
Inventor/es: LIPPERT, STEFAN, OPPER, REINHOLD, MOESER, JOACHIM, HUBERT,IVO, POHL,ALEXANDER.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21J15/32 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21J FORJADO; MARTILLADO; PRENSADO DE METALES; REMACHADO; HORNOS DE FORJA (laminado de metales B21B; fabricación de productos particulares por forjado o prensado B21K; chapeado B23K; tratamiento o acabado de superficies por martillado B23P 9/04; aumento de la compacidad de superficies por chorro de materiales en partículas B24C 1/10; características generales de las prensas, prensas para compactar los residuos B30B; hornos en general F27). › B21J 15/00 Remachado. › Dispositivos para colocar o mantener en posición los remaches con o sin sistema de alimentación.
- B23P19/00 B […] › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23P OTROS PROCEDIMIENTOS PARA EL TRABAJO DEL METAL NO PREVISTOS EN OTRO LUGAR; OPERACIONES MIXTAS; MAQUINAS HERRAMIENTAS UNIVERSALES (dispositivos para el copiado o el control B23Q). › Máquinas que efectúan simplemente el montaje o la separación de piezas metálicas u objetos entre ellos o de piezas metálicas con piezas no metálicas, implicando o no esto una cierta deformación; Herramientas o dispositivos a este efecto en la medida en que no estén previstos en otras clases (herramientas manuales en general B25).
- B65G51/02 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65G DISPOSITIVOS DE TRANSPORTE O ALMACENAJE, p. ej. TRANSPORTADORES PARA CARGAR O BASCULAR, SISTEMAS TRANSPORTADORES PARA TALLERES O TRANSPORTADORES NEUMATICOS DE TUBOS (embalajes B65B; manipulación de material delgado o filiforme, p. ej. hojas de papel o fibras B65H; grúas B66C; aparatos de elevación o arrastre,p. ej. montacargas, B66D; dispositivos para elevar o bajar mercancías para carga y descarga, p. ej. carretillas elevadoras, B66F 9/00; vaciado de botellas, jarras, latas, barricas, barriles o contendores similares, no previstos en otro lugar, B67C 9/00; distribución o trasvase de líquidos B67D; llenado o descarga de contenedores para gases licuados, solidificados o comprimidos F17C; sistemas de conducción para fluídos F17D). › B65G 51/00 Transporte de objetos por tuberías o tubos que utilizan el paso o la presión de un fluido; Transporte de objetos sobre una superficie plana, p. ej. el fondo de un canal, por chorros dispuestos a lo largo de la superficie. › Transporte de objetos por paso directo de gas, p. ej. fichas, hojas, medias, receptáculos, piezas a trabajar.
PDF original: ES-2498952_T3.pdf

Fragmento de la descripción:
Método y dispositivo para la alimentación de elementos de fijación
La presente invención está relacionada con un método para la alimentación de elementos de fijación a una herramienta de fijación que se puede mover por medio de un dispositivo de manipulación programable y en la cual se monta un alimentador para alojar por lo menos un elemento de fijación.
Además, la presente invención está relacionada con un dispositivo para la fijación por medio de elementos de fijación, en el que el dispositivo de fijación puede estar configurado para llevar a cabo el método de alimentación mencionado anteriormente.
En el campo de la tecnología de fijación, es conocido hacer uniones usando elementos de fijación. Estos métodos incluyen, por ejemplo, la fijación de elementos de fijación a piezas de trabajo, en el que los elementos de fijación en este caso son a menudo usados como anclajes para una sujeción adicional. Dichos métodos de fijación son conocidos en forma de soldadura con perno, unión de perno con adhesivo, y fijación termoplástica con perno. En estos métodos, los pernos pueden ser elementos de fijación rotativamente simétricos, pero también pueden ser anclajes conformados de manera irregular.
Adicionalmente, es conocido unir por lo menos dos piezas de trabajo a otra por medio de elementos de fijación. Dichos métodos incluyen, por ejemplo, métodos de remachado, por ejemplo el método de remachado con auto- perforación.
Especialmente en el campo de la ingeniería de automoción, dichos métodos de fijación se han establecido adecuadamente durante unos cuantos años, particularmente en la fabricación de carrocerías.
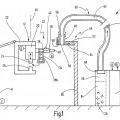
En general, es posible llevar a cabo estos métodos de fijación manualmente. Al hacer esto, las herramientas de fijación, que habitualmente tienen una agarradera del tipo pistola, están controladas a mano. Sin embargo, en la producción con gran volumen se prefiere mover las herramientas de fijación por medio de un dispositivo de manipulación programable, tal como un robot. En este caso se prefiere igualmente para los elementos de fijación, que se alimenten a una herramienta de fijación unida a un brazo de robot. Con este objetivo, es conocido conectar la herramienta de fijación a un dispositivo de alimentación mediante una manguera de alimentación. Un método acreditado para la alimentación de elementos de fijación en este contexto incluye la alimentación de los elementos de fijación a través de la manguera de alimentación por medio de aire comprimido o por chorro.
Otro sistema de la técnica anterior conecta el dispositivo de alimentación a una estación de carga mediante una manguera de alimentación. En este caso, está presente un intermediario para alojar una pluralidad de elementos de fijación en la herramienta de fijación. A fin de llenar el alimentador, la herramienta de fijación se mueve a la estación de carga donde se carga. La carga en este proceso se realiza de tal manera que tanto una puerta de salida en la región de la estación de carga como una puerta de entrada del intermediario se abren mecánicamente mediante el proceso de carga a fin de establecer una conexión continua entre el dispositivo de alimentación y el intermediario. El gasto que necesita esto en accionadores o transmisiones mecánicos es considerable. Además, la carga y la descarga es un proceso que requiere de un tiempo relativamente largo.
El documento alemán DE 1 25 15 32 A1 divulga un dispositivo de acuerdo con el preámbulo de la reivindicación 8, y un método de acuerdo con la primera, segunda y cuarta etapas de la reivindicación 1.
Frente a estos antecedentes, es un objeto de la presente invención especificar un método mejorado para la alimentación de elementos de fijación a una herramienta de fijación y especificar un dispositivo de fijación mejorado.
Esto objeto se consigue de acuerdo con un primer aspecto de la invención mediante un método de acuerdo con la reivindicación 1.
Además, el objeto anterior se logra mediante un dispositivo para la fijación por medio de elementos de fijación, en particular para llevar a cabo el método de alimentación mencionado anteriormente, de acuerdo con la reivindicación 8.
El método de acuerdo con el primer aspecto y el dispositivo de acuerdo con el segundo aspecto están dotados cada uno con una estación de llenado que tiene una sección de tubo permanentemente continua. En consecuencia, se prefiere que la estación de llenado no tenga puerta de salida que bloquearía los elementos de fijación el salir de la estación de llenado. Como resultado, se puede diseñar la estación de llenado para ser significativamente menos compleja mecánicamente.
Además, el alimentador no está dotado con ninguna puerta de entrada, para facilitar además el llenado de elementos de fijación a la estación de llenado. A fin de evitar que los elementos de fijación salgan de la estación de llenado sin obstáculos, se realiza una pregunta en cuanto a si está alineado un puerto de entrada del alimentador
con el puerto de salida de la estación de llenado antes del inicio de una etapa de transporte o alimentación. Preferentemente, se realiza una pregunta adicional en cuanto a si se abre el sellado de aire del alimentador. Preferentemente, el proceso de transportar o alimentar uno o más elementos de fijación por medio del dispositivo de alimentación no se inicia hasta que se cumplen estas condiciones. Se puede integrar una función de válvula dentro del sellado de aire.
Como resultado del hecho de que no hay necesidad de la presencia en la estación de llenado de elementos de accionamiento o transmisión que se puedan mover mecánicamente mediante el proceso de carga, tanto el proceso de mover el alimentador a la estación de llenado como el proceso de mover el alimentador lejos de la estación de llenado se pueden realizar más rápido, lo cual es ventajoso.
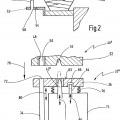
Además, la alineación del alimentador con respecto al puerto de salida incluye introducir de manera instantánea por lo menos un pasador de alineación del alimentador en una abertura de alineación de la estación de llenado.
Por medio de esto, es posible asegurar que el puerto de salida puede estar alineado siempre de manera precisa con un puerto de entrada del alimentador.
El pasador de alineación también se retira fuera de la abertura de alineación antes de que el sellado de aire del alimentador se abra, pero por lo menos antes de que se lleve a cabo la etapa de alimentación real.
En el caso más simple, la posición relativa entre la estación de llenado y el alimentador se puede sostener mediante el dispositivo de manipulación programable en este proceso. Debido a que no hay conexión entre la estación de llenado y el alimentador, se puede llevar a cabo más rápido el proceso de extracción de la herramienta de fijación de la estación de llenado. Si se desea, para el dispositivo de manipulación se pueden programar curvas más directas entre la estación de llenado y una ubicación posterior de fijación.
En general, de hecho es posible proporcionar un pasador de alineación en la estación de llenado y una abertura de alineación en el alimentador. Sin embargo, la provisión de un pasador de alineación móvil en el alimentador tiene la ventaja de que no se necesita proporcionar componentes móviles en la estación de llenado con el propósito de alineación.
El dispositivo de manipulación programable puede ser por ejemplo un robot, al cual está unida la herramienta de fijación de manera no extraíble. En este diseño, el alimentador puede estar montado en la herramienta de fijación de manera o bien extraíble o bien no extraíble. Además, la herramienta de fijación puede estar unida de manera extraíble al dispositivo de manipulación. En consecuencia, el movimiento del alimentador a la estación de llenado puede incluir, en una primera alternativa, el mover la herramienta de fijación con el alimentador montado en la misma a la estación de llenado. De manera alternativa, es posible extraer temporalmente el alimentador de la herramienta de fijación y moverlo de manera independiente a una estación de llenado. De acuerdo con otra alternativa, es posible extraer la herramienta de fijación del dispositivo de manipulación y mover solo el dispositivo de manipulación con el alimentador a una estación de llenado.
En el método de acuerdo con el primer aspecto, se prefiere usar una instalación de sensor para detectar si el alimentador ha alcanzado el puerto de salida de la estación de llenado, en el que la etapa de transporte solo se inicia cuando este es el caso.
En este diseño, la instalación de sensor puede detectar rigurosamente un acercamiento del alimentador a... [Seguir leyendo]
Reivindicaciones:
1. Método para la alimentación de elementos de fijación (28) a una herramienta de fijación (2) que se puede mover por medio de un dispositivo de manipulación programable (14) y en la cual está montado un alimentador (34) para alojar por lo menos un elemento de fijación (28), que tiene las siguientes etapas:
- mover el alimentador (34) a una estación de llenado (46), en el que la estación de llenado (46) tiene una sección de tubo (48) siempre continuamente abierta con una abertura de salida (5) o puerto de salida (5);
- orientar el alimentador (34) con respecto a la abertura de salida (5);
- abrir un sellado de aire (38) del alimentador (34); y
- transportar por lo menos un elemento de fijación (28) a la sección de tubo (48) de tal manera que el elemento de fijación se desplace a través de la sección de tubo (48) y la abertura de salida (5) para alcanzar el alimentador (34), en el que la alineación del alimentador (34) con respecto al puerto de salida (5) incluye introducir por lo menos un pasador de alineación (42) del alimentador (34) en una abertura de alineación (54) o la estación de llenado (46), en el que el pasador de alineación (42) se extrae fuera de la abertura de alineación (54) antes de que el sellado de aire (38) del alimentador (34) se abra, pero por lo menos antes de que se lleve a cabo la etapa de transporte.
2. Método según la reivindicación 1, en el que se usa una instalación de sensor (58) para detectar si el alimentador (34) ha alcanzado el puerto de salida (5), y en el que la etapa de transporte solo se inicia cuando el alimentador (34) se ha acercado al puerto de salida (5).
3. Método según la reivindicación 1 o 2, en el que se usa un conmutador (12) para detectar si el alimentador (34) ha alcanzado la estación de llenado (46), y en el que la etapa de transporte solo se Inicia cuando el alimentador (34) ha alcanzado la estación de llenado (46).
4. Método según una de las reivindicaciones 1-3, en el que el alimentador (34) está montado de manera movible con respecto a la herramienta de fijación (2) y en el que la alineación del alimentador (34) con respecto al puerto de salida (5) incluye el mover el alimentador (34) con respecto a la herramienta de fijación (2).
5. Método según la reivindicación 4, en el que el alimentador (34) está precargado en una dirección de desplazamiento (8) con respecto a la herramienta de fijación (2) y en el que la alineación del alimentador (34) en relación al puerto de salida (5) Incluye mover el alimentador (34) frente la precarga con respecto a la herramienta de fijación (2), de manera que el alimentador (34) puede sostenerse mediante el dispositivo de manipulación programable (14) y la fuerza de precarga con respecto a la estación de llenado (46) mientras el elemento de fijación (28) se desplaza desde la sección de tubo (48) al alimentador (34).
6. Método según la reivindicación 4 o 5, en el que el alimentador (34) puede estar fijado en una posición de desplazamiento en relación a la herramienta de fijación (2) por medio de un mecanismo de detención (84, 86).
7. Método según la reivindicación 6, en el que un pasador de detención (84) está unido al pasador de alineación (42).
8. Dispositivo para la fijación usando elementos de fijación (28), en particular para llevar a cabo el método de alimentación según una de las reivindicaciones 1 a 7, que tiene:
- una herramienta de fijación (2) que se puede mover por medio de un dispositivo de manipulación programable
(14),
- un alimentador (34) montado en la herramienta de fijación (2) para alojar por lo menos un elemento de fijación (28), en el que el alimentador (34) tiene un puerto de entrada (72) y por lo menos un elemento de cierre (38),
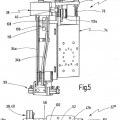
- una estación de llenado (46) que tiene un puerto de alimentación (56) que puede estar alineado con un dispositivo de alimentación (6) para alimentar por lo menos un elemento de fijación (28) en un instante y que tiene un puerto de salida (5) a través del cual se pueden alimentar los elementos de fijación (28) al alimentador (34), teniendo la estación de llenado (46) una sección de tubo (48) permanentemente continua entre el puerto de alimentación (56) y el puerto de salida (5),
en el que el dispositivo de alimentación (6) está configurado para alimentar por lo menos un elemento de fijación (28) a la estación de llenado (46) cuando el puerto de entrada (72) del alimentador (34) está alineado con el puerto de salida (5) y cuando el elemento de cierre (38) está abierto, caracterizado por el hecho de que
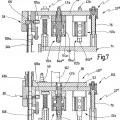
por lo menos un pasador de alineación (42) está montado en una placa de alimentador (36) del alimentador (34), dicho pasador puede introducirse en una abertura de alineación (54) vinculada de la estación de llenado (46) a fin de alinear el alimentador (34) y la estación de llenado (46) el uno con el otro, y en el que el pasador de alineación (42) se puede mover por medio de un accionador de alineación (82) accionado eléctricamente entre una primera posición en la cual sobresale en relación a una superficie de contacto (83) de la placa de alimentador (36), y una segunda posición en la cual no sobresale esencialmente en relación a la superficie de contacto (83), y en el que el elemento de cierre es un sellado de aire (38).
9. Dispositivo de fijación según la reivindicación 8, caracterizado por el hecho de que una instalación de sensor (58) que detecta si el alimentador (34) ha alcanzado la estación de llenado (46) está ubicada en la estación de llenado (46).
1. Dispositivo de fijación según la reivindicación 8 o 9, caracterizado por el hecho de que un conmutador (12) que se activa cuando el alimentador (34) ha alcanzado la estación de llenado (46) se ubica en la estación de llenado (46).
11. Dispositivo de fijación según cualquiera de las reivindicaciones 8-1, caracterizado por el hecho de que el alimentador (34) está montado de manera movible con respecto a la herramienta de fijación (2).
12. Dispositivo de fijación según la reivindicación 11, caracterizado por el hecho de que el alimentador (34) está precargado elásticamente en una dirección de desplazamiento (8) de tal manera que se puede presionar una placa de alimentador (36) contra una placa de la estación de llenado (52) cuando el puerto de salida (5) está alineado con el puerto de entrada (72) a fin de sostener la posición relativa entre el alimentador (34) y la estación de llenado (46) mientras por lo menos un elemento de fijación (28) está siendo alimentado a través de la sección de tubo (48) dentro del alimentador (34).
13. Dispositivo de fijación según la reivindicación 11 o 12, caracterizado por el hecho de que el alimentador (34) es capaz de estar fijado en una posición de desplazamiento en relación a la herramienta de fijación (2) por medio de un mecanismo de detención (84, 86).
14. Dispositivo de fijación según cualquiera de las reivindicaciones 8 a 13, caracterizado por el hecho de que el sellado de aire (38) del alimentador (34) es capaz de activarse por medio de un accionador del sellado de aire (4) impulsable eléctricamente.
15. Dispositivo de fijación según una de las reivindicaciones 8-14, caracterizado por el hecho de que el pasador de alineación (42) está conectado a un pasador de detención (84) que fija el alimentador (34) en su lugar con respecto a la herramienta de fijación (2) cuando el pasador de alineación (42) está en la segunda posición.
Patentes similares o relacionadas:
Método e instalación para enmarcar un panel solar, del 20 de Abril de 2020, de MONDRAGON ASSEMBLY, S.COOP: Método e instalación para enmarcar un panel solar con una pluralidad de lados, donde se une un marco al panel solar. El marco comprende un segmento de marco para cada lado […]
 Unidad de separación, del 28 de Agosto de 2019, de Weber Schraubautomaten GmbH: Unidad de separación para un aparato de alimentación de elementos de unión, en particular tornillos, en particular tornillos de perforación […]
Unidad de separación, del 28 de Agosto de 2019, de Weber Schraubautomaten GmbH: Unidad de separación para un aparato de alimentación de elementos de unión, en particular tornillos, en particular tornillos de perforación […]
Línea de fabricación provista de uno o varios módulos para transportar recipientes para suministrar piezas o componentes a puestos de montaje a lo largo de la línea, del 21 de Agosto de 2019, de COMAU S.P.A.: Línea de fabricación , que comprende: - como mínimo un puesto de montaje , - un dispositivo transportador de cadena que comprende una cadena […]
MAQUINA VOLTEADORA DE CÁTODOS, del 31 de Mayo de 2019, de INPPAMET CATODOS LTDA: Una máquina volteadora para la inspección de cátodos producto de la electro obtención que ahorra tiempo en las operaciones de dicho proceso de inspección y permite una operación […]
Guía para puntas, del 24 de Abril de 2019, de Russell Mineral Equipment Pty Ltd: Una guía para puntas que comprende: un casquillo que tiene una abertura adaptada para recibir al menos una parte de un perno y una abertura […]
Cargador, del 20 de Marzo de 2019, de Weber Schraubautomaten GmbH: Cargador para recibir una pluralidad elementos de unión y para suministrar los elementos de unión a un aparato de unión , […]
Dispositivo para posicionar y suministrar elementos de fijación, del 27 de Febrero de 2019, de EJOT GMBH & CO. KG: Dispositivo para suministrar y posicionar elementos de fijación , que comprende un mandril provisto de dos piezas de retención tensionadas por resorte, […]
Línea de producción, del 21 de Febrero de 2019, de COMAU S.P.A.: Línea de producción que comprende: - al menos una estación de ensamblaje , - un dispositivo transportador de cadena que comprende una cadena […]