METODO DE TRATAMIENTO TERMICO DEL ACERO INOXIDABLE.
Un método de tratamiento térmico del acero inoxidable en la forma de piezas semiacabadas,
cañerías, tuberías, banda o material semejante a alambre, tal como una banda, chapa, alambre o varillas después de laminación de dicho material en un horno de tratamiento térmico a una temperatura mayor que aproximadamente 900ºC, caracterizado porque incluye una etapa de precalentamiento (1) y una etapa de calentamiento final (2), en donde en la etapa de precalentamiento las llamas (5) de los quemadores (4) están dirigidas hacia la superficie del material (6) a fin de incidir sobre la superficie del material (6); porque los quemadores situados en la etapa de precalentamiento (1) se hacen funcionar con un combustible líquido o gaseoso que se hace arder con ayuda de un gas oxidante que contiene oxígeno gaseoso; porque el material (6) se mantiene en la etapa de precalentamiento (1) durante un tiempo suficientemente largo para obtener al menos cierto grado de oxidación en la superficie del material (6); y porque el material (6) se calienta adicionalmente en una etapa subsiguiente de calentamiento final (2) por medio de quemadores situados en un horno que se hacen funcionar con un combustible líquido o gaseoso y un gas oxidante
Tipo: Resumen de patente/invención. Número de Solicitud: W0300259SE.
Solicitante: LINDE AG.
Nacionalidad solicitante: Alemania.
Dirección: KLOSTERHOFSTRASSE 1,80331 MUNCHEN.
Inventor/es: AXELSSON, CARL-LENNART, EKMAN,TOMAS, RITZEN,OLA.
Fecha de Publicación: .
Fecha Concesión Europea: 28 de Octubre de 2009.
Clasificación Internacional de Patentes:
- C21D1/52 QUIMICA; METALURGIA. › C21 METALURGIA DEL HIERRO. › C21D MODIFICACION DE LA ESTRUCTURA FISICA DE LOS METALES FERROSOS; DISPOSITIVOS GENERALES PARA EL TRATAMIENTO TERMICO DE METALES O ALEACIONES FERROSOS O NO FERROSOS; PROCESOS DE MALEABILIZACION, p.ej. POR DESCARBURACION O REVENIDO (cementación por procesos de difusión C23C; tratamiento de la superficie de materiales metálicos utilizando al menos un proceso cubierto por la clase C23 y al menos un proceso cubierto por la presente subclase, C23F 17/00; solidificación unidireccional de materiales eutécticos o separación unidireccional de materiales eutectoides C30B). › C21D 1/00 Métodos o dispositivos generales para tratamientos térmicos, p. ej. recocido, endurecido, temple o revenido. › con llamas.
- C21D6/00D
Clasificación PCT:
Clasificación antigua:
Fragmento de la descripción:
Método de tratamiento térmico del acero inoxidable.
La presente invención se refiere a un método de tratamiento térmico del acero inoxidable.
La Memoria Descriptiva de Patente Europea No. 0 804 622 expone un método de tratamiento térmico del acero inoxidable que es muy ventajoso con respecto a las técnicas convencionales.
Esta memoria descriptiva anterior se refiere al tratamiento térmico de acero inoxidable en la forma de cañerías, tuberías, material de banda o material de alambre, tal como material de banda, chapa, alambre o varillas después de laminación del material a una temperatura mayor que aproximadamente 900ºC en un horno u horno. De acuerdo con la invención, los quemadores proporcionados en el horno se hacen funcionar con un combustible líquido o gaseoso que se quema con ayuda de un gas que contiene al menos 85% en volumen de oxígeno y como máximo 10% en volumen de nitrógeno.
Esta invención conocida genera durante el proceso de combustión un gas de chimenea que contiene esencialmente agua y dióxido de carbono. La cantidad de calor radiada por el gas de chimenea a dicho material es mucho mayor que el calor radiado por un gas de chimenea que es el producto de un proceso de combustión en el cual se utiliza aire como oxidante. El calor transferido por radiación es la transmisión de calor predominante en un proceso de tratamiento térmico de este tipo.
Esta mayor transferencia de calor acorta significativamente el tiempo requerido para calentar el material en el horno, haciendo posible con ello que la tasa a la cual dicho material se alimenta a un horno dado se incremente notablemente.
Además, se ha encontrado que la cascarilla de óxido formada en la superficie del material cuando se calienta es más delgada y puede tratarse más fácilmente, debido al hecho de que la cascarilla tiene una estructura que difiere de la estructura de la cascarilla que se forma cuando el material se calienta en un horno con un gas de chimenea convencional basado en aire. El tiempo de decapado, es decir el tiempo de permanencia del material en un baño de ácido y/o electrolito subsiguiente puede acortarse debido a la mayor delgadez de la cascarilla de óxido.
Con el método de acuerdo con la patente, se forma por tanto una cascarilla de óxido delgada que permanece relativamente luminosa en el horno.
Un inconveniente de este método es que la superficie comparativamente luminosa del material contrarresta la elevada transmisión de calor que podría ser alcanzada en caso contrario por los componentes de radiación en una atmósfera de horno basada en oxígeno gaseoso. Cuando se practica el método de acuerdo con esta publicación anterior, el calor transferido es del orden de 30-150 kW/m2.
La presente invención resuelve este problema y aumenta la transmisión de calor por radiación.
La presente invención se refiere por tanto a un método de tratamiento térmico de acero inoxidable en la forma de piezas semiacabadas, cañerías, tuberías, banda o material semejante a alambre, tal como una banda, chapa, alambre o varillas después de laminación del material en un horno de tratamiento térmico a una temperatura mayor que aproximadamente 900ºC, donde la invención se caracteriza porque incluye una etapa de precalentamiento y una etapa de calentamiento final, en donde en la etapa de precalentamiento las llamas del quemadores están dirigidas hacia la superficie del material a fin de incidir sobre dicho material; porque los quemadores de la etapa de precalentamiento se hacen funcionar con un combustible líquido o gaseoso que se hace arder con ayuda de un gas oxidante que contiene oxígeno gaseoso; porque el tiempo de residencia del material en la etapa de precalentamiento se hace que sea suficientemente largo para obtener al menos cierto grado de oxidación en la superficie del material; y porque el material se calienta adicionalmente en una etapa subsiguiente de calentamiento final por medio de quemadores situados en un horno que se hacen funcionar con un combustible líquido o gaseoso y un gas oxidante.
La presente invención se describirá a continuación con mayor detalle, parcialmente con referencia a una realización ilustrativa de la misma representada en el dibujo que se acompaña, en el cual
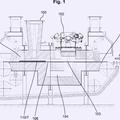
La Figura 1 ilustra esquemáticamente parte de una línea de proceso; y
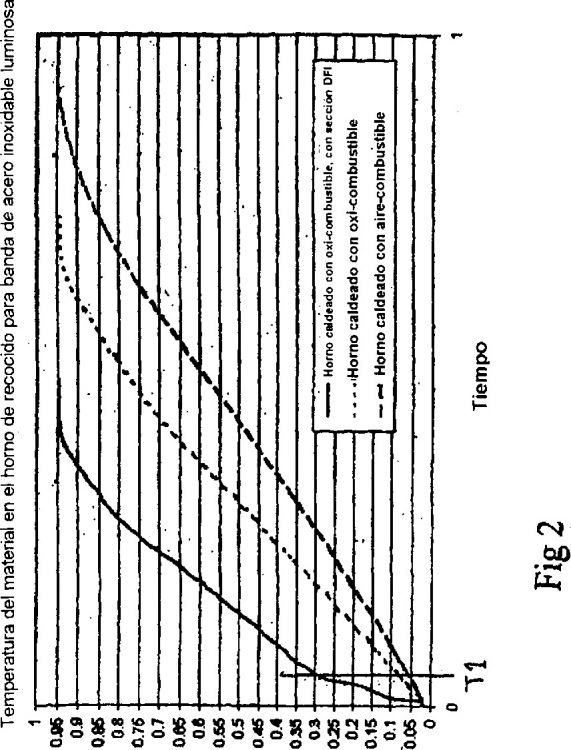
La Figura 2 es un diagrama.
La presente invención se refiere a un método de tratamiento térmico de acero inoxidable en la forma de piezas semiacabadas, cañerías, tuberías, banda o materiales semejantes a alambre, tales como banda, chapa, alambre o varillas después de laminación del material en un horno de tratamiento térmico a una temperatura mayor que aproximadamente 900ºC. En este caso, las piezas semiacabadas pueden tener un espesor de hasta 400 milímetros.
El método de inventiva incluye una etapa de precalentamiento y una etapa de calentamiento final en hornos mutuamente secuenciales. En la etapa de precalentamiento, las llamas de los quemadores se dirigen hacia la superficie del material, a fin de que las llamas incidan sobre dichas superficies.
Los quemadores presentes en la etapa de precalentamiento se hacen funcionar con combustible líquido o gaseoso que se quema con la ayuda de un gas de combustión que contiene oxígeno gaseoso. Esto da como resultado un grado muy alto de transmisión de calor, a saber una transmisión del orden de 500-1500 kW/m2.
El tiempo de residencia del material en la etapa de precalentamiento se hace que sea suficientemente largo para oxidar la superficie del material, al menos en cierto grado. El material se calienta luego adicionalmente en una etapa de calentamiento final subsiguiente por medio de quemadores alojados en el horno que se hacen funcionar con un combustible líquido o gaseoso y un gas oxidante.
Las superficies de dicho material se oxidan como resultado de las temperaturas muy elevadas que se alcanzan localmente en dichas superficies, con lo cual las sustancias reaccionantes existentes en las llamas reaccionan y desprenden calor al mismo tiempo que el oxígeno libre y los radicales oxígeno en la llama oxidan el hierro y el cromo en la superficie del acero para formar una capa de óxido. La capa de óxido así formada da como resultado un factor de emisión de la superficie más alto comparado con el de una superficie no oxidada o relativamente brillante o luminosa. El mayor factor de emisión da como resultado una mayor producción de calor entre la atmósfera del horno y dicho material.
Esto significa que cuando el material se precalienta a fin de obtener una capa de óxido en sus superficies, el material se calentará más rápidamente en la etapa de calentamiento final debido a una mayor producción de calor por radiación, en lo que se diferencia del caso con respecto a la publicación de patente anterior arriba citada en la que se alimenta al horno un material no oxidado o relativamente luminoso.
De acuerdo con una realización de la invención muy preferida, se hace que el gas oxidante utilizado en la etapa de precalentamiento contenga al menos 85% en volumen de oxígeno. Esto acelera la oxidación, concurrentemente con la generación de un gas de chimenea constituido generalmente por dióxido de carbono y agua. Este gas de chimenea proporciona un alto rendimiento de radiación, como se describe en el documento de patente citado anteriormente.
De acuerdo con una realización muy preferida adicional, se hace que el gas oxidante utilizado en la etapa de calentamiento final contenga también al menos 85% en volumen de oxígeno.
Esto significa que el calentamiento del material en la etapa final de calentamiento será todavía más rápido que en el caso del proceso expuesto por el documento de patente citado anteriormente, debido al mayor rendimiento de radiación proporcionado por dicha capa de óxido.
La presente invención hace posible por tanto que los tiempos de calentamiento sean todavía más cortos.
La Figura 1 ilustra esquemáticamente una disposición para realización del método de inventiva.
La Figura 1 muestra una etapa de precalentamiento 1 y una etapa de calentamiento final 2. El número de referencia 3 identifica una o más etapas subsiguientes, tales como una etapa de enfriamiento, una etapa de decapado, etcétera. La etapa de precalentamiento incluye quemadores 4. Aunque no se muestra en Fig. 1, la etapa del calentamiento final incluirá también, por supuesto, quemadores. La etapa de precalentamiento 1 y la etapa de calentamiento...
Reivindicaciones:
1. Un método de tratamiento térmico del acero inoxidable en la forma de piezas semiacabadas, cañerías, tuberías, banda o material semejante a alambre, tal como una banda, chapa, alambre o varillas después de laminación de dicho material en un horno de tratamiento térmico a una temperatura mayor que aproximadamente 900ºC, caracterizado porque incluye una etapa de precalentamiento (1) y una etapa de calentamiento final (2), en donde en la etapa de precalentamiento las llamas (5) de los quemadores (4) están dirigidas hacia la superficie del material (6) a fin de incidir sobre la superficie del material (6); porque los quemadores situados en la etapa de precalentamiento (1) se hacen funcionar con un combustible líquido o gaseoso que se hace arder con ayuda de un gas oxidante que contiene oxígeno gaseoso; porque el material (6) se mantiene en la etapa de precalentamiento (1) durante un tiempo suficientemente largo para obtener al menos cierto grado de oxidación en la superficie del material (6); y porque el material (6) se calienta adicionalmente en una etapa subsiguiente de calentamiento final (2) por medio de quemadores situados en un horno que se hacen funcionar con un combustible líquido o gaseoso y un gas oxidante.
2. Un método de acuerdo con la reivindicación 1, caracterizado porque se hace que el gas oxidante en la etapa de precalentamiento (1) contenga al menos 85% en volumen de oxígeno.
3. Un método de acuerdo con la reivindicación 2, caracterizado porque se hace que el gas oxidante en la etapa de calentamiento final (2) contenga al menos 85% en volumen de oxígeno.
4. Un método de acuerdo con la reivindicación 1, 2 ó 3, caracterizado porque el material (6) se calienta a una temperatura de 150-1000ºC en la etapa de precalentamiento.
5. Un método de acuerdo con la reivindicación 1, 2, 3 ó 4, caracterizado porque el material (6) se mantiene en la etapa de precalentamiento (1) durante un periodo de tiempo de 0,1-60 segundos.
6. Un método de acuerdo con la reivindicación 1, 2, 3, 4 ó 5, caracterizado porque se hace que las llamas (5) sean bi-direccionales a fin de que incidan sobre superficies opuestas del material (6).
7. Un método de acuerdo con la reivindicación 1, 2, 3, 4, 5 ó 6, caracterizado porque el material (6) se lleva a una temperatura de hasta 1300ºC en la etapa de calentamiento final (2).
Patentes similares o relacionadas:
Procedimiento de fabricación de piezas de acero revestidas y endurecidas por presión, y chapas prerrevestidas que permiten la fabricación de estas piezas, del 1 de Abril de 2020, de Arcelormittal: Chapa laminada en frío y recocida, de grosor comprendido entre 0,5 y 2,6 mm, prerrevestida para la fabricación de piezas endurecidas por templado en prensa, compuesta […]
Horno industrial y proceso de control de la combustión interior, del 10 de Abril de 2019, de TENOVA S.P.A.: Horno industrial que puede utilizarse, por ejemplo, para el tratamiento de productos semiacabados y siderúrgicos, metales y materiales inorgánicos, que comprenden: […]
Chapa de acero de alta formabilidad, superresistente, galvanizada en caliente, y método de elaboración de la misma, del 22 de Febrero de 2019, de BAOSHAN IRON & STEEL CO., LTD: Chapa de acero de alta formabilidad, de resistencia superalta, galvanizada en caliente, que consiste en los siguientes componentes químicos, basándose en […]
Horno de recalentamiento de productos siderúrgicos como barras y desbastes, del 16 de Enero de 2019, de FIVES STEIN: Procedimiento de funcionamiento de un horno de recalentamiento de productos siderúrgicos que comprende paredes longitudinales provistas de quemadores […]
 Método y dispositivo de tratamiento de productos metálicos continuos o discretos, del 2 de Febrero de 2016, de LINDE AG: Método para calentar un producto metálico alargado continuo , tal como una banda o una varilla, así como alternativamente una chapa discreta, […]
Método y dispositivo de tratamiento de productos metálicos continuos o discretos, del 2 de Febrero de 2016, de LINDE AG: Método para calentar un producto metálico alargado continuo , tal como una banda o una varilla, así como alternativamente una chapa discreta, […]
Recocido de banda metálica laminada en frío, del 28 de Enero de 2015, de LINDE AG: Método para recocer bandas de aluminio laminadas en frío, en el que una banda de aluminio laminada en frío es transportada continuamente a lo largo de un trayecto […]
Procedimiento para el temple de guarniciones en dientes de sierra y de todo acero, del 23 de Octubre de 2013, de GRAF + CIE AG: Procedimiento para la obtencion de guarniciones endientes de sierra y de todo acero para el tratamiento de fibrastextiles, particularmente en el marco […]
 Método para galvanizar una banda de acero en una línea de galvanización en caliente de templado continuo, del 18 de Octubre de 2013, de Tata Steel UK Limited: Método de galvanización de una banda de acero en una línea de galvanización en caliente de templadocontinuo que comprende una sección de horno de encendido directo o […]
Método para galvanizar una banda de acero en una línea de galvanización en caliente de templado continuo, del 18 de Octubre de 2013, de Tata Steel UK Limited: Método de galvanización de una banda de acero en una línea de galvanización en caliente de templadocontinuo que comprende una sección de horno de encendido directo o […]