Método de control de la planeidad en el laminado de una banda y sistema de control correspondiente.
Método para el control de la planeidad al laminar una banda (7) en un tren de laminación (2) que comprende unapluralidad de rodillos (9-1,
9-2) controlables mediante accionadores (A), comprendiendo el método:
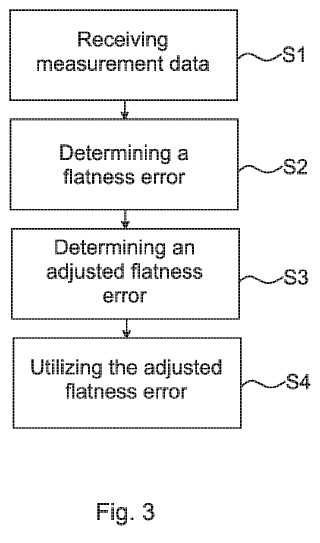
a) recibir (S1) datos de medición de planeidad (Y) referentes a una planeidad de la banda (7),
b) determinar (S2) un error de planeidad (e) como una diferencia entre una planeidad de referencia (r) de la banda(7) y los datos de medición de planeidad (Y),
caracterizado por que el método comprende además
c) determinar (S3) un error de planeidad ajustado (ep) en base al error de planeidad (e) y a las ponderaciones paralas combinaciones de posiciones de accionadores que proporcionan un efecto de planeidad por debajo de un valorumbral, y
d) utilizar (S4) el error de planeidad ajustado (ep) para controlar los accionadores (A) a fin de controlar con ello laplaneidad de la banda (7).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E11160050.
Solicitante: ABB RESEARCH LTD..
Nacionalidad solicitante: Suiza.
Dirección: AFFOLTERNSTRASSE 44 8050 ZURICH SUIZA.
Inventor/es: HOLM,MARKUS W, MODEN,PER-ERIK.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21B13/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04). › B21B 13/00 Cajas de laminadores, es decir, conjuntos compuestos de un chasis, de cilindros y de accesorios (B21B 17/00 - B21B 23/00 tienen prioridad; detalles, partes constitutivas, accesorios, dispositivos auxiliares, procedimientos de laminado, ver los grupos apropiados). › dotados de dispositivos de contrapresión que actúan sobre los cilindros para impedir que éstos cedan ante el esfuerzo (dispositivos de contrapresión como tales B21B 29/00).
- B21B37/28 B21B […] › B21B 37/00 Dispositivos de control o métodos especialmente adaptados al laminado o a los productos obtenidos por laminado (métodos o dispositivos de medida especialmente adaptados al laminado de metales B21B 38/00). › Control de la planta o perfil durante la laminación de las cintas, hojas o planchas.
PDF original: ES-2437469_T3.pdf
Fragmento de la descripción:
Método de control de la planeidad en el laminado de una banda y sistema de control correspondiente
Campo técnico
La presente invención se refiere en general al control del laminado de una banda en un tren de laminación, y en particular a un método para el control de la planeidad del laminado de una banda, y a un sistema de control y a un paquete de programas informáticos para llevar a cabo el método.
Antecedentes Bandas tales como bandas de acero, o bandas hechas de otros metales, pueden ser sometidas a un proceso de reducción de espesor, por ejemplo, por laminación en frío o laminación en caliente en un tren de laminación. La pieza de trabajo, es decir, la banda, se desenrolla de una desbobinadora, se procesa en el tren de laminación, y se enrollada en una bobinadora.
Un tren de laminación comprende rodillos con un conjunto de rodillos dispuesto por encima de la banda y otro conjunto de rodillos dispuesto por debajo de la banda cuando la banda pasa a través del tren de laminación. El tren de laminación está dispuesto para recibir la banda entre dos rodillos de trabajo que forman una separación entre rodillos. Los rodillos restantes proporcionan control adicional y presión a los rodillos de trabajo, controlando de este modo el perfil de la separación entre rodillos y de ahí la planeidad de la banda a medida que avanza a través de la separación entre rodillos.
Un tren de laminación múltiple comprende una pluralidad de rodillos apilados como capas por encima y por debajo de los rodillos de trabajo. Los rodillos de apoyo, es decir, los rodillos superiores de los rodillos dispuestos por encima de la separación entre rodillos y los rodillos inferiores de los rodillos dispuestos por debajo de la separación entre rodillos, pueden estar segmentados. Cada segmento de rodillo puede ser introducido y retirado del tren de laminación mediante accionadores de corona. Los movimientos de los rodillos segmentados se extienden a través del grupo de rodillos hacia los rodillos de trabajo para formar la banda en movimiento a través de la separación entre rodillos. El resto de los rodillos del tren de laminación múltiple también pueden ser accionados mediante sus respectivos accionadores. Accionadores de flexión pueden, por ejemplo, proporcionar efectos de flexión a un rodillo al que están asignados y cambiar por ello el perfil de la separación entre rodillos. Rodillos de desplazamiento lateral pueden tener forma no cilíndrica que altere el perfil de separación entre rodillos mediante desplazamiento axial de los rodillos de desplazamiento lateral a través de accionadores de desplazamiento lateral.
Una planeidad uniforme por toda la anchura de la banda es normalmente deseable ya que una planeidad no uniforme puede dar como resultado, por ejemplo, la fabricación de una banda con menor calidad que una banda que tenga un perfil de planeidad esencialmente uniforme. Una banda que tiene una planeidad no uniforme puede estar, por ejemplo, combada o parcialmente corrugada. Una planeidad no uniforme también puede producir roturas de banda debido a un aumento de tensión a nivel local. Por lo tanto, el perfil de planeidad de la banda se mide, por ejemplo, midiendo la fuerza aplicada por la banda a un rodillo de medición, antes de que la banda se enrolle en la bobinadora, en donde los datos de planeidad medidos se proporcionan a un sistema de control que controla los accionadores del tren de laminación para controlar la separación entre rodillos del tren de laminación de manera que se pueda obtener una planeidad uniforme de la banda.
El documento WO 2006/002784 A1 da a conocer un método y un dispositivo para medir y ajustar la planeidad y/o la tensión de una banda de acero inoxidable durante la laminación en frío en una caja de laminación de 4 rodillos provista de al menos un bucle de control que comprende varios accionadores, comprendiendo el método determinar el defecto de la planeidad mediante la comparación de un vector de tensión con una curva de referencia prescrita, descomponer la curva del defecto de la planeidad con respecto a la anchura de la banda en vectores de tensión proporcionales en un módulo analítico en una aproximación matemática y suministrar proporciones de defectos de la planeidad determinadas mediante valores numéricos reales a módulos de control asociados para activar los accionadores correspondientes.
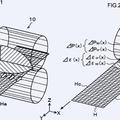
Con el fin de controlar los accionadores, el tren de laminación se diseña generalmente mediante una función de respuesta de la planeidad para cada uno de los accionadores del tren de laminación. Éstas, por ejemplo se pueden reunir como columnas en una matriz, a veces denominada matriz de tren de laminación, Gm.
En un tren de laminación que tiene una pluralidad de accionadores, tal como un tren de laminación múltiple, uno de ellos puede tener dependencia lineal entre las respuestas de la planeidad. Esto significa que puede haber combinaciones de posiciones de accionadores que no afectan a la planeidad de la banda debido a que la respuesta
de la planeidad combinada proporcionada por los accionadores cancela los efectos de la planeidad proporcionados por cada accionador individual.
Para trenes de laminación en los que puede surgir la situación descrita anteriormente, se dice que la matriz de tren de laminación correspondiente es singular. En términos matemáticos, una matriz de tren de laminación singular no tiene rango completo, es decir, el espacio nulo de la matriz de tren de laminación tiene una dimensión mayor de cero.
Un proceso de control clásico implica un bucle de control por accionador, con el vector de error de la planeidad proyectado a un valor por bucle de control. Para trenes de laminación que tienen una matriz de tren de laminación singular esto deriva en un movimiento tal de los accionadores que en algunos casos la planeidad de la banda no se verá afectada, debido a que la proyección de error permite todas las combinaciones posibles de posiciones de accionadores. Esto se corresponde con el movimiento del accionador en el espacio nulo de la matriz de tren de laminación. Perturbaciones repetidas harán que los accionadores vaguen por las direcciones que no influyen directamente en la planeidad. También existe el riesgo de que estos movimientos de accionador lleguen demasiado lejos. Estos dos casos de comportamiento no deseado pueden hacer que los accionadores se saturen, aunque también le supone al accionador una carga y un desgaste innecesarios.
Para hacer frente a este problema, la matriz de tren de laminación Gm se puede representar en la forma de su descomposición de valores singulares Gm = UΣVT. Los valores singulares de Gm, que forman la diagonal de Σ obtenida a partir de la descomposición de valores singulares, proporcionan información de la magnitud de la respuesta de la planeidad proporcionada por cada una de las combinaciones de posiciones de accionadores, como se define mediante los vectores columna de la matriz ortonormal V para formas de planeidad según lo definido por las columnas de la matriz ortonormal U. Por otra parte, la descomposición de valores singulares proporciona información referente a las posiciones de los accionadores que no influyen directamente en el perfil de planeidad de la separación entre rodillos, es decir, el espacio nulo.
Si se parametriza el error de la planeidad utilizando la respuesta de planeidad en las direcciones que sí influyen en la planeidad, y se mapean las salidas del controlador utilizando sólo las direcciones que sí influyen en la planeidad, se puede bloquear el movimiento de los accionadores en direcciones que no influyan en la planeidad. De este modo, se evitarán las combinaciones de posiciones de accionadores que no afecten al perfil de planeidad de la separación entre rodillos.
La descomposición de valores singulares de la matriz de tren de laminación se ha descrito en, por ejemplo, "Shape Control Systems for Sendzimir Steel Mills" de John V. Ringwood y publicado en IEEE Transactions on Control Systems Technology. Vol. 8, nº 1, enero de 2000.
Si se utiliza descomposición de valores singulares como se describió anteriormente para evitar combinaciones de las posiciones de accionadores que no afecten a la planeidad de la banda, no todos los grados de libertad de control estarán disponibles para el control en el sentido de que algunas combinaciones de posiciones de accionadores no van a ser permitidas. Por lo tanto, el rendimiento del control puede verse afectado. Por otra parte, también puede ser difícil ajustar de manera satisfactoria los bucles de control separados, ya que cada bucle de control incluye varios accionadores y por tanto tiene una dinámica más compleja.
En vista de lo anterior, existe por tanto... [Seguir leyendo]
Reivindicaciones:
1. Método para el control de la planeidad al laminar una banda (7) en un tren de laminación (2) que comprende una pluralidad de rodillos (9-1, 9-2) controlables mediante accionadores (A) , comprendiendo el método:
a) recibir (S1) datos de medición de planeidad (Y) referentes a una planeidad de la banda (7) ,
b) determinar (S2) un error de planeidad (e) como una diferencia entre una planeidad de referencia (r) de la banda (7) y los datos de medición de planeidad (Y) ,
caracterizado por que el método comprende además c) determinar (S3) un error de planeidad ajustado (ep) en base al error de planeidad (e) y a las ponderaciones para las combinaciones de posiciones de accionadores que proporcionan un efecto de planeidad por debajo de un valor umbral, y
d) utilizar (S4) el error de planeidad ajustado (ep) para controlar los accionadores (A) a fin de controlar con ello la planeidad de la banda (7) .
2. Método de acuerdo con la reivindicación 1, en el que el paso c) comprende proporcionar limitaciones a salidas (u) de unidades de control que controlan los accionadores (A) .
3. Método de acuerdo con la reivindicación 1 o 2, en el que el paso c) comprende otorgar ponderaciones al error de planeidad ajustado (ep) .
4. Método de acuerdo con cualquiera de las reivindicaciones precedentes, en el que el paso c) comprende otorgar ponderaciones a las salidas de unidades de control.
5. Método de acuerdo con la reivindicación 1, en el que la determinación en el paso c) comprende utilizar el error de planeidad (e) para determinar una diferencia entre el error de planeidad (e) y un mapeo del error de planeidad ajustado mediante un modelo que representa el tren de laminación.
6. Método de acuerdo con cualquiera de las reivindicaciones precedentes, en el que la determinación del error de planeidad ajustado en el paso c) implica una minimización.
7. Método de acuerdo con cualquiera de las reivindicaciones precedentes, en el que las ponderaciones otorgan ponderaciones individuales a cada combinación de posiciones de accionadores.
8. Método de acuerdo con cualquiera de las reivindicaciones precedentes, en el que la determinación en el paso c) comprende otorgar ponderaciones adicionales a las diferencias de posición de accionadores para optimizar la colocación entre los accionadores (A) .
9. Método de acuerdo con cualquiera de las reivindicaciones 1 a 7, en el que la determinación en el paso c) comprende otorgar ponderaciones adicionales a las desviaciones desde las posiciones preferidas de accionadores.
10. Método de acuerdo con cualquiera de las reivindicaciones precedentes, en el que la determinación del error de planeidad ajustado en el paso c) implica tener en cuenta todas las posibles combinaciones de posiciones de accionadores.
11. Método de acuerdo con cualquiera de las reivindicaciones precedentes, en el que un usuario puede ajustar las ponderaciones a través de una interfaz de usuario.
12. Paquete de programas informáticos que comprende un soporte legible por ordenador que almacena un código de programa que cuando se ejecuta, lleva a cabo el método de acuerdo con cualquiera de las reivindicaciones 1 a
11.
13. Sistema de control (25) para el control de la planeidad al laminar una banda (7) en un tren de laminación (2) que comprende una pluralidad de rodillos (9-1, 9-2) controlables mediante accionadores (A) , en el que el sistema de control (25) comprende:
una unidad de entrada (27) dispuesta para recibir datos de medición (Y) referentes a una planeidad de la banda (7) , y
un sistema de procesamiento (29) dispuesto para determinar un error de planeidad (e) como una diferencia entre una planeidad de referencia (r) de la banda (7) y los datos de medición (Y) ; y
una unidad de control (33) ,
en el que el sistema de procesamiento (29) está dispuesto para proporcionar el error de planeidad ajustado a la 5 unidad de control (33) ,
caracterizado por que el sistema de procesamiento (29) está dispuesto además para determinar un error de planeidad ajustado (ep) en base al error de planeidad (e) y a las ponderaciones para las combinaciones de posiciones de accionadores que proporcionan un efecto de planeidad por debajo de un valor umbral, y
la unidad de control (33) está dispuesta para controlar los accionadores (A) en base al error de planeidad ajustado (ep) .
14. Sistema de control (25) de acuerdo con la reivindicación 13, en el que la unidad de control (33) está dispuesta para proporcionar salidas de control individuales a cada uno de los accionadores (A) .
15. Sistema de control (25) de acuerdo con la reivindicación 13 o 14, que comprende un bucle de control por 15 accionador (A) .
Patentes similares o relacionadas:
 Método de control de laminación para una placa de metal, dispositivo de control de laminación y método para la fabricación de la placa de metal laminada, del 31 de Julio de 2019, de NIPPON STEEL CORPORATION: Un método de control de laminación que comprende:
encontrar una distribución de las diferencias de la deformación unitaria de pandeo crítica […]
Método de control de laminación para una placa de metal, dispositivo de control de laminación y método para la fabricación de la placa de metal laminada, del 31 de Julio de 2019, de NIPPON STEEL CORPORATION: Un método de control de laminación que comprende:
encontrar una distribución de las diferencias de la deformación unitaria de pandeo crítica […]
Procedimiento y un dispositivo para la producción continua de una banda metálica delgada, del 17 de Enero de 2018, de Siemens VAI Metals Technologies GmbH: Procedimiento para la producción continua de una banda metálica fina o de una banda caliente de acero directamente a partir de una masa fundida de metal […]
Métodos y aparato para monitorizar máquinas de acondicionamiento de materiales en banda, del 13 de Diciembre de 2017, de THE BRADBURY COMPANY, INC.: Sistema que comprende: una pluralidad de cilindros de trabajo para procesar un material en banda continua ; un primer […]
Procedimiento y dispositivo para la medición de la planeidad de cintas, del 28 de Septiembre de 2016, de BWG BERGWERK- UND WALZWERK-MASCHINENBAU GMBH: Rodillo de medición para la medición de la planeidad de cintas movidas en una dirección de marcha de cinta (x), especialmente de cintas metálicas al pasar […]
Procedimientos y aparato para supervisar y acondicionar metal en tiras, del 18 de Septiembre de 2013, de THE BRADBURY COMPANY, INC.: Un aparato, que comprende: una pluralidad de sensores situados a lo largo de una anchura de un material en movimiento,correspondiendo cada uno […]
Dispositivo de laminación y procedimiento para su funcionamiento, del 23 de Enero de 2013, de SMS SIEMAG AG: Dispositivo de laminación con al menos dios rodillos de trabajo y con un intersticio de laminación entre los rodillos de trabajo para el paso y laminación […]
MÉTODO Y DISPOSITIVO PARA OPTIMIZAR EL CONTROL DE LA PLANEIDAD EN LA LAMINACIÓN DE UNA BANDA, del 29 de Diciembre de 2011, de ABB AB: Método para optimizar el control de la planeidad en la laminación de una banda usando cualquier número de puestos de laminado y actuadores , caracterizado […]
MÉTODO Y DISPOSITIVO PARA MODIFICAR SELECTIVAMENTE LA GEOMETRÍA DE UNA BANDA DE DESBASTE EN UNA CAJA DESBASTADORA, del 28 de Octubre de 2011, de SMS SIEMAG AG: Método para la laminación en caliente de material a laminar en un tren de laminación de bandas en caliente o en trenes de laminación Steckel, en donde para el ajuste del curso […]