MÉTODO DE CONTROL DE CALIDAD DE GOTAS FUNDIDAS DE VIDRIO Y DISPOSITIVO DE CONTROL DE CALIDAD EN UN MÉTODO DE MOLDEO DE ARTÍCULOS DE VIDRIO.
Método de control de calidad para una gota fundida (10) de vidrio en la formación de un producto de vidrio,
que comprende: una etapa de producción de gotas fundidas de vidrio para producir una gota fundida (10) de vidrio, en la que un émbolo alimentador (7) se hace avanzar a través de un tubo alimentador (6) hacia un orificio (3) en una porción inferior de un recipiente de manera que dicho tubo alimentador (6) se introduce a presión en vidrio fundido (5) contenido en el recipiente y encarado a dicho orificio (3), el vidrio fundido (5) se expulsa a través de dicho orificio (3) para formar un cuerpo (9) de vidrio de tipo columna, y el cuerpo (9) de vidrio de tipo columna se corta en una gota fundida (10) de vidrio mediante cuchillas (8) de cizalla de manera que la gota fundida (10) de vidrio cae por su peso a través de una guía (12) de gotas; una etapa de suministro de gotas fundidas de vidrio para recibir la gota fundida (10) de vidrio que ha caído, en un embudo cuchara (11) y para suministrar la gota fundida (10) de vidrio hacia una posición predeterminada; y una etapa de moldeo para formar un producto de vidrio, en la que dicha gota fundida (10) de vidrio suministrada se introduce en un molde (14) y se constituye con una forma predeterminada (10a); una etapa (16) de producción de datos tridimensionales para generar datos de coordenadas tridimensionales de la superficie completa de la gota fundida (10) de vidrio observando la gota fundida (10) de vidrio, que está en una posición de caída entre dicha etapa de producción de gotas fundidas de vidrio y dicha etapa de suministro de gotas fundidas de vidrio, a través de una pluralidad de medios (15) de observación óptica separados entre sí; una etapa (18) de producción de datos de medición para generar, sobre la base de dichos datos de coordenadas tridimensionales, datos (19) de medición referentes a por lo menos uno de entre un volumen, un peso, una forma de la superficie, una longitud, un grosor, un ángulo en una dirección de caída, y una forma (10a) de la superficie de corte de la gota fundida (10) de vidrio; una etapa (20) de detección de defectos para detectar la presencia o ausencia de un defecto en la calidad de la gota fundida (10) de vidrio comparando (21) los datos (19) de medición con datos normalizados (22) de calidad de una gota fundida (10) de vidrio, normal; una etapa (23) de evaluación de causas para valorar un tipo del defecto de calidad detectado en dicha etapa (20) de detección de defectos e identificar una relación causal entre dicho defecto de calidad y por lo menos uno de los factores operativos del alimentador (1) de gotas fundidas, que incluyen una temperatura del vidrio en el recipiente, un nivel del vidrio fundido (5), una profundidad de prensado del tubo alimentador (6) en el vidrio fundido (5), una altura del émbolo alimentador (7), velocidades y/o carreras de avance y retroceso del émbolo alimentador (7), una temporización de las operaciones de las cuchillas (8) de cizalla, una tensión de las cuchillas (8) de cizalla, una cantidad de solapamiento de las cuchillas (8) de cizalla, una temperatura de las cuchillas (8) de cizalla y una posición de la guía (12) de gotas; y una etapa (31, 32) de accionamiento de control para corregir automáticamente el factor operativo que presenta la relación causal con el defecto de calidad de la gota fundida de vidrio sobre la base del resultado de la identificación proporcionado en dicha etapa (23) de evaluación de causas, en donde dicha etapa (23) de evaluación de causas comprende comprobar los datos (25) de defectos de calidad obtenidos a través de dicha etapa (20) de detección de defectos comparando los datos (25) de defectos con datos (26) de criterios de causas que identifican la relación causal entre el tipo del defecto de calidad de la gota fundida (10) de vidrio y el factor operativo como causa del defecto de calidad; y el método comprende además una etapa de autorización para almacenar (34) una calidad de por lo menos uno de los resultados que incluyen el resultado de dicha etapa (20) de detección de defectos, el resultado de dicha etapa (23) de evaluación de causas y el resultado de dicha etapa (31, 32) de accionamiento de control, para ser usada como registro de experiencias de control de calidad, con lo cual se actualizan dichos datos normalizados (22) de calidad y/o dichos datos (26) de criterios de causas
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/JP2002/007367.
Solicitante: NIHON YAMAMURA GLASS CO. LTD.
Nacionalidad solicitante: Japón.
Dirección: 2-21, HAMAMATSUBARA-CHO NISHINOMIYA-SHI, HYOGO 662-858 JAPON.
Inventor/es: UEDA, MITSUO, SI,Melvin Lim, GOMYO,Kenichi, SUGIMOTO,Satochi.
Fecha de Publicación: .
Fecha Solicitud PCT: 19 de Julio de 2002.
Clasificación Internacional de Patentes:
- C03B7/00 QUIMICA; METALURGIA. › C03 VIDRIO; LANA MINERAL O DE ESCORIA. › C03B FABRICACION O MODELADO DE VIDRIO O DE LANA MINERAL O DE ESCORIA; PROCESOS SUPLEMENTARIOS EN LA FABRICACION O MODELADO DE VIDRIO O DE LANA MINERAL O DE ESCORIA (tratamiento de la superficie C03C). › Distribuidores de vidrio fundido; Medios para retirar cargas de vidrio fundido; Obtención de masas de vidrio pastosas.
Clasificación PCT:
- C03B7/01 C03B […] › C03B 7/00 Distribuidores de vidrio fundido; Medios para retirar cargas de vidrio fundido; Obtención de masas de vidrio pastosas. › Medios para retirar cargas de vidrio fundido.
- G05B23/02 FISICA. › G05 CONTROL; REGULACION. › G05B SISTEMAS DE CONTROL O DE REGULACION EN GENERAL; ELEMENTOS FUNCIONALES DE TALES SISTEMAS; DISPOSITIVOS DE MONITORIZACION O ENSAYOS DE TALES SISTEMAS O ELEMENTOS (dispositivos de maniobra por presión de fluido o sistemas que funcionan por medio de fluidos en general F15B; dispositivos obturadores en sí F16K; caracterizados por particularidades mecánicas solamente G05G; elementos sensibles, ver las subclases apropiadas, p. ej. G12B, las subclases de G01, H01; elementos de corrección, ver las subclases apropiadas, p. ej. H02K). › G05B 23/00 Ensayo o monitorización de sistemas de control o de sus elementos (monitorización de sistemas de control por programa G05B 19/048, G05B 19/406). › Ensayo o monitorización eléctrico.
Clasificación antigua:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2356618_T3.pdf
Fragmento de la descripción:
CAMPO TÉCNICO
La presente invención se refiere a un método de control de calidad para una gota fundida (gob) de vidrio en la formación de un producto de vidrio.
ANTECEDENTES DE LA TÉCNICA 5
En la fabricación de botellas de vidrio por ejemplo, gotas fundidas de vidrio, a saber, trozos de vidrio fundido a una temperatura en un intervalo de entre 1.100 ºC y 1.200 ºC, producidos mediante un mecanismo alimentador, se introducen en un molde para constituir una botella de forma predeterminada. Cuando se forma una botella de vidrio a partir de la gota fundida de vidrio, un cuerpo de vidrio hueco (un parisón) que tiene una abertura para botella se forma a partir de la gota fundida de vidrio en un molde de piezas preliminares. A continuación, a partir 10 del parisón, se produce una botella de vidrio como producto final en un molde de acabado. En una etapa de moldeo de piezas preliminares se usan convencionalmente dos métodos, a saber, un método de soplado para soplar aire comprimido, y un método de prensado para insertar un émbolo. La etapa de acabado usa de forma típica únicamente un método de soplado para expandir el parisón mediante aire comprimido.
El control de calidad de la gota fundida de vidrio es extremadamente importante en la técnica de 15 producción de los productos de vidrio. La forma y el volumen (peso) de la gota fundida de vidrio, en particular, influyen considerablemente en la calidad, la capacidad y el grosor del producto de vidrio. Si la forma y el peso de la gota fundida de vidrio no se gestionan ni controlan con repetibilidad, el grosor del producto de vidrio no se estabiliza. Esto significa que las variaciones en la calidad de los productos de vidrio aumentan, provocando posiblemente arrugas así como aguas o marcas (grietas en la superficie) sobre la superficie externa del producto de vidrio. 20
En una técnica conocida, el peso del producto de vidrio se mide manualmente usando una báscula electrónica, o se mide tomando como referencia la profundidad de prensado del émbolo de una máquina en una etapa de moldeo de piezas preliminares en el método de prensado. A continuación, los resultados de la medición se realimentan en el proceso de formación de la gota fundida de vidrio. El control de calidad basado en el proceso manual no solamente requiere un procedimiento complejo, sino que también deriva en variaciones en la medición de 25 una persona a otra. El control de la calidad no se puede llevar a cabo con precisión. No hay disponible información referente a la forma de la gota fundida de vidrio ni siquiera si el producto de vidrio acabado se revisa cuidadosamente. Cuando se detecta cualquier estado defectuoso de un factor operativo que da como resultado un defecto de calidad, ya se ha producido un producto defectuoso. En cualquier caso, la calidad de la gota fundida de vidrio se debe recuperar suspendiendo la producción del producto de vidrio de manera que la productividad y el 30 rendimiento de los productos de vidrio se ven afectados negativamente.
Se han realizado varias propuestas como método para controlar la calidad del volumen (peso) y la forma de la gota fundida de vidrio, pero cada una de dichas propuestas presenta los siguientes inconvenientes.
(1) Se puede proponer un método de monitorización de la forma de la gota fundida de vidrio mediante una única cámara CCD o similar. Con la cámara única, se observa solamente un lado de la gota fundida de vidrio 35 para formar una imagen bidimensional. No resulta sencillo conocer la configuración completa y el volumen (peso) de la gota fundida de vidrio.
(2) Se puede proponer otro método en el que una gota fundida de vidrio formada mediante un mecanismo alimentador se sitúa sobre una bandeja de medición, una pluralidad de cámaras CCD o similares se usa para observar la gota fundida de vidrio sobre la bandeja, y el volumen y la configuración de la gota fundida de 40 vidrio se observan mediante una técnica de procesado de imágenes tridimensionales. No obstante, no se observa la forma de una porción de la gota fundida de vidrio en contacto con la bandeja de medición. La gota fundida de vidrio se deforma y pierde su forma original cuando el vidrio fundido se enfría con el tiempo. Además, la gota fundida de vidrio posiblemente se deforma por su peso sobre la bandeja de medición. No se puede conocer la configuración verdadera de la gota fundida de vidrio. 45
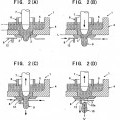
(3) Se puede proponer un método adicional en el que una gota fundida de vidrio después de ser expulsada a través de un orificio del mecanismo alimentador, suspendida todavía del alimentador inmediatamente antes de una operación de corte mediante cuchillas de cizalla, o en medio de la operación de corte, se observa por medio de una pluralidad de cámaras CCD o similares, y se observan el volumen y la configuración de la gota fundida de vidrio mediante una técnica de procesado de imágenes tridimensionales. No obstante, la 50 configuración de la gota fundida de vidrio antes de ser cortada es diferente de la configuración de la gota fundida de vidrio realmente cortada. No se pueden medir con precisión el peso y la forma de la gota fundida de vidrio según se desea. No se puede detectar un estado defectuoso de un factor operativo que actúa como causa de un defecto de calidad. Si se produce, por ejemplo, un error de ajuste en una guía de gotas que se proporciona para guiar la gota fundida de vidrio de manera que no se ladee en la operación de corte, la gota 55 fundida de vidrio que cae después de la operación de corte adopta una posición inclinada y puede que no sea recibida por un embudo cuchara en la posición recta de la misma. Incluso si se observa la gota fundida de vidrio antes de la operación de corte, no se puede detectar ningún factor operativo defectuoso. Si se produce
una operación de corte deficiente debido al desgaste de las cuchillas de cizalla o a una refrigeración insuficiente de las mismas, la superficie de corte de la gota fundida de vidrio se deforma, y la calidad del producto de vidrio formado en la siguiente etapa se ve afectada negativamente. Dichos fallos incluidos en las cuchillas de cizalla no se pueden detectar ni siquiera si la gota fundida de vidrio se observa antes de la operación de corte. 5
El documento JP 11 160 021 A se refiere a una tecnología para detectar posiciones tridimensionales de un objeto usando diversas cámaras.
El documento JP 10 182 168 A da a conocer un método para fabricar gotas fundidas de vidrio, en el que una gota fundida de vidrio alimentada desde el alimentador es recibida por una bandeja y su peso es medido mediante un dispositivo de medición. Los datos del peso medido se introducen en un ordenador para realizar una 10 comparación con datos predeterminados de peso de una gota fundida de vidrio deseada. Uno o más de los factores operativos se controlan para ajustarlos según diferencias entre el peso medido y los datos de peso predeterminados.
El documento US-A-4 205 973, que se considera como representativo del documento más próximo de la técnica anterior, da a conocer un aparato para medir, por medio de dos cámaras, el volumen y la forma de una gota fundida de vidrio que está cayendo. Se utiliza un ordenador para determinar el volumen y la forma de la gota fundida 15 en cada parte rebanada en sección, sucesiva, y, además, se utiliza una pantalla para determinar la orientación de la gota fundida.
EXPOSICIÓN DE LA INVENCIÓN
Para superar los inconvenientes antes mencionados, según la presente invención, una gota fundida de vidrio, que está cayendo por la acción de la gravedad tras su formación y corte mediante un alimentador de gotas 20 fundidas, se observa mediante una pluralidad de medios de observación óptica de manera que se producen datos de coordenadas tridimensionales referentes a la superficie completa de la gota fundida de vidrio que está cayendo.
La gota fundida de vidrio que cae por el aire adopta una forma original natural y refleja todas las condiciones de funcionamiento del alimentador de gotas fundidas. Más específicamente, si el alimentador de gotas fundidas presenta cualquier fallo de funcionamiento en por lo menos uno de los factores operativos que incluyen una 25 temperatura del vidrio, un nivel del material base del vidrio fundido, una profundidad de prensado de un tubo alimentador en el vidrio fundido, una altura de un émbolo alimentador, velocidades y/o carreras de avance y retroceso del émbolo alimentador, una temporización de las operaciones y/o una tensión de las cuchillas de cizalla, una cantidad... [Seguir leyendo]
Reivindicaciones:
1. Método de control de calidad para una gota fundida (10) de vidrio en la formación de un producto de vidrio, que comprende:
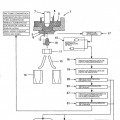
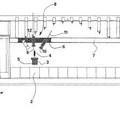
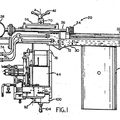
una etapa de producción de gotas fundidas de vidrio para producir una gota fundida (10) de vidrio, en la que un émbolo alimentador (7) se hace avanzar a través de un tubo alimentador (6) hacia un orificio 5 (3) en una porción inferior de un recipiente de manera que dicho tubo alimentador (6) se introduce a presión en vidrio fundido (5) contenido en el recipiente y encarado a dicho orificio (3), el vidrio fundido (5) se expulsa a través de dicho orificio (3) para formar un cuerpo (9) de vidrio de tipo columna, y el cuerpo (9) de vidrio de tipo columna se corta en una gota fundida (10) de vidrio mediante cuchillas (8) de cizalla de manera que la gota fundida (10) de vidrio cae por su peso a través de una guía (12) de 10 gotas;
una etapa de suministro de gotas fundidas de vidrio para recibir la gota fundida (10) de vidrio que ha caído, en un embudo cuchara (11) y para suministrar la gota fundida (10) de vidrio hacia una posición predeterminada; y
una etapa de moldeo para formar un producto de vidrio, en la que dicha gota fundida (10) de vidrio 15 suministrada se introduce en un molde (14) y se constituye con una forma predeterminada (10a);
una etapa (16) de producción de datos tridimensionales para generar datos de coordenadas tridimensionales de la superficie completa de la gota fundida (10) de vidrio observando la gota fundida (10) de vidrio, que está en una posición de caída entre dicha etapa de producción de gotas fundidas de vidrio y dicha etapa de suministro de gotas fundidas de vidrio, a través de una pluralidad de medios 20 (15) de observación óptica separados entre sí;
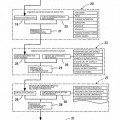
una etapa (18) de producción de datos de medición para generar, sobre la base de dichos datos de coordenadas tridimensionales, datos (19) de medición referentes a por lo menos uno de entre un volumen, un peso, una forma de la superficie, una longitud, un grosor, un ángulo en una dirección de caída, y una forma (10a) de la superficie de corte de la gota fundida (10) de vidrio; 25
una etapa (20) de detección de defectos para detectar la presencia o ausencia de un defecto en la calidad de la gota fundida (10) de vidrio comparando (21) los datos (19) de medición con datos normalizados (22) de calidad de una gota fundida (10) de vidrio, normal;
una etapa (23) de evaluación de causas para valorar un tipo del defecto de calidad detectado en dicha etapa (20) de detección de defectos e identificar una relación causal entre dicho defecto de calidad y 30 por lo menos uno de los factores operativos del alimentador (1) de gotas fundidas, que incluyen una temperatura del vidrio en el recipiente, un nivel del vidrio fundido (5), una profundidad de prensado del tubo alimentador (6) en el vidrio fundido (5), una altura del émbolo alimentador (7), velocidades y/o carreras de avance y retroceso del émbolo alimentador (7), una temporización de las operaciones de las cuchillas (8) de cizalla, una tensión de las cuchillas (8) de cizalla, una cantidad de solapamiento de 35 las cuchillas (8) de cizalla, una temperatura de las cuchillas (8) de cizalla y una posición de la guía (12) de gotas; y
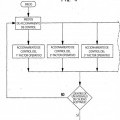
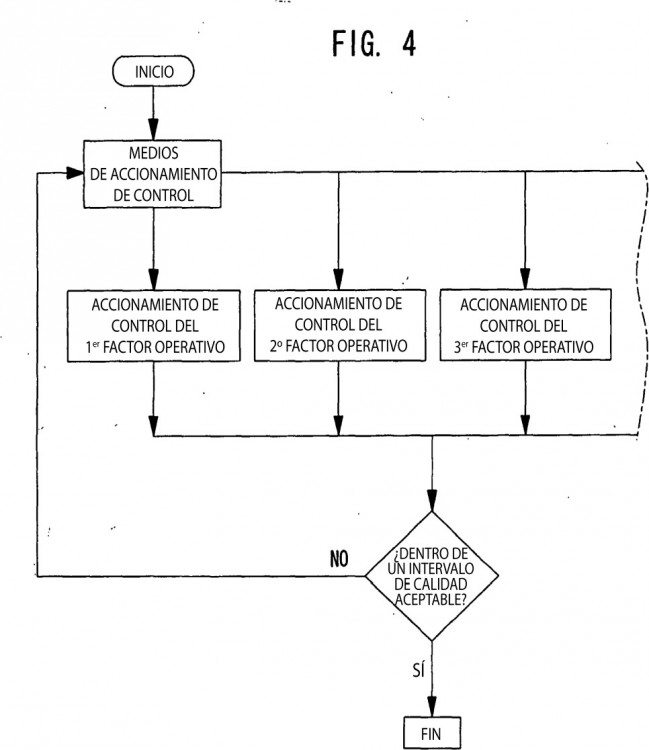
una etapa (31, 32) de accionamiento de control para corregir automáticamente el factor operativo que presenta la relación causal con el defecto de calidad de la gota fundida de vidrio sobre la base del resultado de la identificación proporcionado en dicha etapa (23) de evaluación de causas, 40
en donde
dicha etapa (23) de evaluación de causas comprende comprobar los datos (25) de defectos de calidad obtenidos a través de dicha etapa (20) de detección de defectos comparando los datos (25) de defectos con datos (26) de criterios de causas que identifican la relación causal entre el tipo del defecto de calidad de la gota fundida (10) de vidrio y el factor operativo como causa del defecto de 45 calidad; y
el método comprende además una etapa de autorización para almacenar (34) una calidad de por lo menos uno de los resultados que incluyen el resultado de dicha etapa (20) de detección de defectos, el resultado de dicha etapa (23) de evaluación de causas y el resultado de dicha etapa (31, 32) de accionamiento de control, para ser usada como registro de experiencias de control de calidad, con lo 50 cual se actualizan dichos datos normalizados (22) de calidad y/o dichos datos (26) de criterios de causas.
2. Método de control de calidad para una gota fundida (10) de vidrio en la formación de un producto de vidrio según la reivindicación 1, que comprende además una etapa (27) de determinación de la clasificación de los factores operativos, para determinar la clasificación de prioridades de los factores operativos a 55
controlar para la corrección de fallos, comprobando los datos evaluados (29) que incluyen una pluralidad de los factores operativos especificados en dicha etapa (23) de evaluación de causas en referencia a datos (30) de clasificación de prioridad de los factores operativos que se priorizan en la clasificación desde una probabilidad alta a una probabilidad baja dependiendo del tipo del defecto de calidad que se produce. 5
3. Método de control de calidad para una gota fundida (10) de vidrio en la formación de un producto de vidrio según la reivindicación 2, en el que dichos datos (30) de clasificación de prioridad de los factores operativos se actualizan mediante dicha etapa de actualización.
4. Método de control de calidad para una gota fundida (10) de vidrio en la formación de un producto de vidrio según cualquiera de las reivindicaciones anteriores, en el que la etapa (20) de detección de defectos y/o 10 la etapa (32) de accionamiento de control comprende proporcionar una alarma (35) que indica un fallo.
Patentes similares o relacionadas:
 Máquina de vidrio para producir vidrio para envases, del 23 de Agosto de 2013, de SAINT-GOBAIN OBERLAND AG: Máquina de vidrio para producir vidrio para envases, con una disposición de cámaras con una primeracámara térmica que sobre un lado de premolde […]
Máquina de vidrio para producir vidrio para envases, del 23 de Agosto de 2013, de SAINT-GOBAIN OBERLAND AG: Máquina de vidrio para producir vidrio para envases, con una disposición de cámaras con una primeracámara térmica que sobre un lado de premolde […]
MÉTODO Y CONJUNTO PARA CORTAR UN CORDÓN DE VIDRIO FUNDIDO EN UNA MÁQUINA DE MOLDEADO DE CRISTALERÍA, del 22 de Diciembre de 2011, de BOTTERO S.P.A.: Un método de corte de un cordón de vidrio fundido en una máquina de moldeado de productos de vidrio, en donde el método comprende las etapas de suministrar […]
DISPOSITIVO Y PROCEDIMDIENTO PARA LA FABRICACION SIMULTANEA DE PRODUCTOS DE VIDRIO CON DIFERENTE MASA., del 1 de Abril de 2006, de HEINZ GLAS GMBH: Dispositivo para la fabricación simultánea de diferentes productos de vidrio, especialmente productos de vidrio huecos con diferente masa, que comprende: - al menos […]
SINCRONIZACION DEL FUNCIONAMIENTO DE UNA MAQUINA DE SECCIONES INDEPENDIENTES PARA EL SUMINISTRO DE GOTAS DE VIDRIO FUNDIDO EN UN SISTEMA DE FORMACION DE PRODUCTOS DE VIDRIO., del 16 de Agosto de 2004, de OWENS-BROCKWAY GLASS CONTAINER INC.: Un sistema de formación de productos de cristalería en una máquina de secciones independientes (IS) que incluye una máquina de secciones independientes […]
METODO Y APARATO PARA SUMINISTRAR UN FLUJO PARA FORMAR CARGAS DE VIDRIO., del 1 de Diciembre de 2002, de OWENS-BROCKWAY GLASS CONTAINER INC.: SE PRESENTAN UN METODO Y UN APARATO PARA SUMINISTRAR UNA CORRIENTE DE CRISTAL QUE COMPRENDA UNA PRIMERA CAPA INTERIOR Y UNA SEGUNDA CAPA EXTERIOR, QUE COMPRENDE […]
SERVOMECANISMO DE PISTON., del 16 de Junio de 2002, de OWENS-BROCKWAY GLASS CONTAINER INC.: UN MECANISMO DE PUNZON, PARA LA FORMACION DE UN ARTICULO DE VIDRIO HUECO, EN UNA OPERACION DE "PRENSADO DE CUELLO ESTRECHO Y SOPLADO", OPERADO MEDIANTE UN […]
SOPORTE ESTRUCTURAL DE MASA GUTIFORME DE VIDRIO FUNDIDO EN COQUILLA Y SISTEMA DE SERVICIO., del 1 de Abril de 2002, de OWENS-BROCKWAY GLASS CONTAINER INC.: SE PRESENTA UN SISTEMA DE SUMINISTRO DE VIDRIO QUE INCLUYE UN PRIMER ANTECRISOL QUE TIENE UN ORIFICO, UN SEGUNDO ANTECRISOL QUE TIENE UN ORIFICIO, UN CONJUNTO DE BANDEJA […]
 MECANISMO DE RETENCION PARA UN SISTEMA DE ELEVACION DEL TUBO ALIMENTADOR DE UN ANTECRISOL, del 16 de Septiembre de 2007, de OWENS-BROCKWAY GLASS CONTAINER INC.: Mecanismo de retención para sujetar de forma que se pueda soltar un anillo de sujeción a una brida de un tubo alimentador en una instalación […]
MECANISMO DE RETENCION PARA UN SISTEMA DE ELEVACION DEL TUBO ALIMENTADOR DE UN ANTECRISOL, del 16 de Septiembre de 2007, de OWENS-BROCKWAY GLASS CONTAINER INC.: Mecanismo de retención para sujetar de forma que se pueda soltar un anillo de sujeción a una brida de un tubo alimentador en una instalación […]