MÉTODO PARA CARGAR UN MOLDE BAJO VACÍO CON POLVO DE ACERO.
SE PRESENTA UN METODO Y UN APARATO PARA CARGAR ACERO DE HERRAMIENTAS Y POLVO DE ACERO RAPIDO EN UN MOLDE DEFORMABLE (14) PARA SU COMPACTACION.
LAS PARTICULAS SON EXPUESTAS A UN VACIO UNIFORME DURANTE LA TRANSFERENCIA DESDE UN CONTENEDOR SELLADO (10) A TRAVES DE UN CONDUCTO SELLADO (12) HASTA EL INTERIOR DE UN MOLDE DEFORMABLE SELLADO (14). MEDIANTE ESTE METODO Y ESTE APARATO, LAS PARTICULAS SON UNIFORMES EN TODO EL CONTENEDOR (14) Y ESTAN SUSTANCIALMENTE LIBRES DE IMPUREZAS, SIN REQUERIR LA DESGASIFICACION CONVENCIONAL
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E97302283.
Solicitante: ATI POWER METALS LLC.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 1000 SIX PPG PLACE PITTSBURGH PA 15222 ESTADOS UNIDOS DE AMERICA.
Inventor/es: RIZZO, FRANK J., RHODES,TERRY C, BRINZER,HENRY E. JR.
Fecha de Publicación: .
Fecha Solicitud PCT: 3 de Abril de 1997.
Fecha Concesión Europea: 20 de Enero de 2010.
Clasificación Internacional de Patentes:
- B22F3/00K
- B30B15/00B3
- B30B15/30B
Clasificación PCT:
- B22F3/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22F TRABAJO DE POLVOS METALICOS; FABRICACION DE OBJETOS A PARTIR DE POLVOS METALICOS; FABRICACION DE POLVOS METALICOS (fabricación de aleaciones mediante metalurgia de polvos C22C ); APARATOS O DISPOSITIVOS ESPECIALMENTE ADAPTADOS PARA POLVOS METALICOS. › Fabricación de piezas a partir de polvos metálicos, caracterizada por el modo de compactado o sinterizado; Aparatos especialmente concebidos para esta fabricación.
Clasificación antigua:
- B22F3/00 B22F […] › Fabricación de piezas a partir de polvos metálicos, caracterizada por el modo de compactado o sinterizado; Aparatos especialmente concebidos para esta fabricación.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Mónaco, Irlanda, Finlandia.
Fragmento de la descripción:
La presente invención se refiere a un método para cargar polvo de acero de herramientas y acero rápido en un molde deformable para compactación, con el polvo estando durante el transporte al molde bajo vacío dinámico uniforme.
En la producción por metalurgia del polvo de artículos de acero de herramientas y acero rápido, se cargan partículas prealeadas de la composición de la que el artículo debe hacerse en un recipiente deformable. Este recipiente 5 deformable se cierra herméticamente luego y las partículas prealeadas en él son compactadas por compactación isostática en caliente dentro de una vasija a presión de gas. Para conseguir la calidad de producto deseada, particularmente desde el punto de vista de uniformidad de la microestructura y la ausencia de impurezas nocivas, tales como óxidos, es importante que el polvo esté libre de estas impurezas en el momento de la compactación. Esto se consigue normalmente por desgasificación del molde deformable después de que se ha cargado el polvo en él y antes 10 del cierre para compactación como por compactación isostática en caliente. Como resultado de la cantidad y tamaño significativos del polvo dentro del molde, es difícil conseguir eliminar impurezas durante la desgasificación de manera uniforme con respecto al polvo desde la parte superior al fondo del molde. Normalmente, el polvo en la parte superior del molde, que está cerca del conducto a través del que se realiza la desgasificación, está a un nivel de impurezas muy inferior que el polvo en el fondo del molde. En consecuencia, después de la compactación, el nivel de impurezas y por 15 ello las propiedades del artículo compactado pueden variar a lo largo de la longitud del mismo. El documento JP 01219106 desvela un aparato para preparar productos de polvo metálico que comprende dos recipientes, dos conductos, un molde y dos bombas.
Según el método de la invención se proporciona una cantidad deseada de partículas prealeadas de acero de herramientas o rápido dentro de un recipiente cerrable. El recipiente actúa como una fuente de partículas prealeadas de 20 polvo para transferencia al molde deformable usado para compactación por compactación isostática en caliente. El recipiente se cierra herméticamente y evacúa para proporcionar un vacío en el mismo. Las partículas prealeadas se introducen desde el recipiente en el molde evacuado a través de un conducto evacuado estanco. La evacuación selectiva de recipiente y molde se consigue por el uso de una única bomba de vacío.
Es en consecuencia una ventaja de la presente invención superar las dificultades de la técnica anterior respecto a la 25 carga convencional de polvos de acero de herramientas y rápido para compactación y proporcionar un método y aparato en donde las partículas son uniformes en todo el recipiente y sustancialmente libres de impurezas, sin requerir desgasificación convencional.
La evacuación de recipiente y molde puede realizarse selectivamente bien secuencialmente o simultáneamente válvulas selectivamente. La compactación de las partículas prealeadas dentro del recipiente deformable puede llevarse a cabo 30 sin desgasificación del molde después de la evacuación del mismo y la carga de las partículas dentro de él.
La bomba de vació está preferiblemente aislada de las partículas prealeadas.
Preferiblemente, se mantiene un vacío dinámico con el recipiente, molde y conducto durante la introducción de las partículas prealeadas desde el recipiente al molde.Esto establece un nivel de vacío sustancialmente uniforme para las partículas prealeadas introducidas a través del conducto estanco evacuado. Por lo tanto, las partículas prealeadas en 35 todo el recipiente han sido expuestas a un nivel de vacío uniforme durante la operación de carga y por ello muestran limpieza uniforme en toda la longitud del molde.
El aparato para uso en la práctica de la invención incluye un recipiente cerrable herméticamente que tiene una cantidad de partículas prealeadas en su interior. Medios que incluyen una bomba de vacío se usan para evacuar el recipiente para proporcionar el vacío en él. Un molde compresible, herméticamente cerrable, que puede también ser evacuadopor 40 la misma bomba para hacer un vació en el mismo, está adaptado para cerrarse herméticamente. Se proporciona un conducto para transferir las partículas prealeadas desde el recipiente al molde mientras se exponen las partículas a un nivel de vacío uniforme durante esta operación de transferencia. De esta forma, las partículas están protegidas de la contaminación antes de y durante la compactación y muestran una limpieza uniforme. Pueden proporcionarse medios que incluyen una bomba para evacuar selectivamente el recipiente y el molde bien de forma secuencial o simultánea. A 45 este respecto, se emplea una única bomba de vacío para evacuar el recipiente, el molde y el conducto.
La bomba de vacío está preferentemente aislada de las partículas prealeadas.
Las válvulas están convenientemente provistas dentro del conducto para permitir la evacuación del recipiente y el molde por el conducto mediante la bomba, a la vez que aíslan la bomba de las partículas prealeadas en el conducto.
Opcionalmente se provee vibración del molde durante la transferencia de las partículas al molde con el fin de 50 incrementar la densidad de empaquetado de las partículas dentro del molde.
La transferencia de las partículas puede efectuarse por un alimentador vibrante integral con el conducto.
Una escala de pesado puede proporcionarse para determinar el peso de las partículas transferidas del recipiente al molde. Esta escala de pesado está preferentemente asociada con el recipiente de partículas prealeadas.
Puede proveerse un indicador de nivel asociado con el molde para determinar el nivel de las partículas dentro del molde.
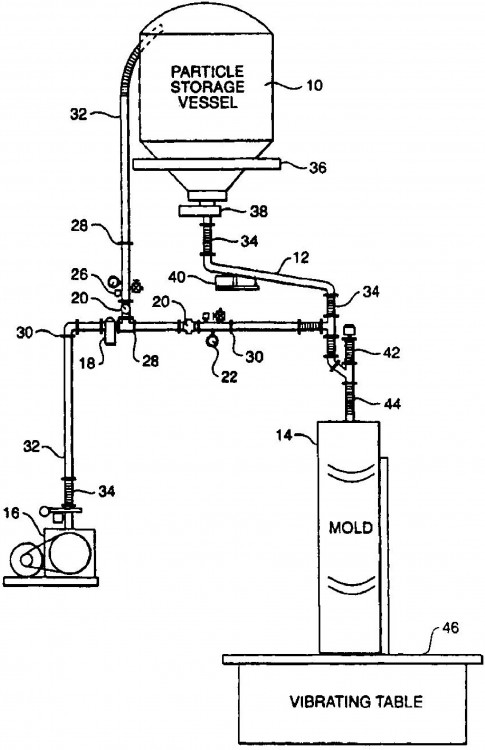
A continuación sigue una descripción de realizaciones preferentes de la invención, a modo de ejemplo, haciéndose referencia a la única figura del dibujo, que es un conjunto de tipo esquemático de una realización de un aparato para uso en la práctica de la invención. 5
Con referencia a la figura, se muestra un ejemplo de aparato de acuerdo con la invención.
Se proporciona una vasija de almacenamiento de partículas prealeadas designado 10 como una fuente de partículas en polvo para transmisión a través de un sistema de conducto 12 al molde compresible 14. Se provee una bomba de vacío 16 en asociación con el sistema de conducto 12 y el colector de vacío 32 para evacuar el sistema de conducto así como el recipiente de almacenamiento 10 y el molde 14. 10
La bomba de vacío 16 se aisla de las partículas en polvo por un sistema de filtración de ciclón y filtros 18. Se emplea valvulería selectiva 20 para permitir a la bomba de vacío evacuar el recipiente 10 y la preforma 14 secuencialmente evacuando uno después del otro, o, alternativamente, de forma simultánea. Manovacuómetros 22 y calibradores de termistor 26 controlan la presión de los conductos y se usan amortiguadores de presión para regular la velocidad de flujo de gas. El sistema de conducto 12 es de tubo de acero inoxidable que termina en cada extremo con conexiones de junta 15 de anillo tórico 30 que conectan la parte del colector de vacío 32 del sistema de conducto 12 al recipiente y molde.
Mangueras flexibles de acero inoxidable 34 aíslan el recipiente y molde de las fuerzas de vibración y compresión causadas por los cambios de presión para permitir el pesado dinámico de las partículas prealeadas suministradas desde el recipiente al molde. Se proporciona una escala de pesado 36 en asociación con el recipiente 10 para este fin. La escala de pesado determina el peso de las partículas transferidas desde el recipiente al molde. 20
La velocidad de flujo de las partículas que se transfieren a través del sistema de conducto 12 se regula por la operación de la válvula 38 y el alimentador de amplitud 40. El alimentador de amplitud 40 puede ser un alimentador vibratorio convencional, como un vibrador Syntron. El nivel del polvo dentro del molde 14 se determina por un detector de nivel 42. Cuando l molde se ha llenado al nivel deseado, el detector de nivel se retira y el conducto 44 se calienta, engasta o engarza para conseguir un cierre mecánico hermético. La parte cortada se suelda para conseguir un cierre hermético 25 viable. Dado que las partículas que viajan desde el recipiente 10 a través del sistema de conducto 12 al recipiente 14 están...
Reivindicaciones:
1. Un método para la producción por metalurgia del polvo de artículos de acero de herramientas y rápido a partir de partículas prealeadas del mismo, comprendiendo dicho método proporcionar una cantidad de partículas prealeadas dentro de un recipiente que puede cerrarse herméticamente, cerrar herméticamente y evacuar dicho recipiente para crear un vacío en él, cerrar herméticamente y evacuar un molde compresible para 5 producir un vacío en el mismo, e introducir dichas partículas prealeadas desde dicho recipiente evacuado a dicho molde evacuado a través de un conducto evacuado sellado, y compactar dichas partículas prealeadas dentro de dicho molde evacuado y cerrado herméticamente, por lo que se impide la contaminación de dichas partículas prealeadas antes de y durante la compactación y en el que dicha evacuación de dicho recipiente, molde y conducto se consigue por el uso de una bomba de vacío única. 10
2. El método de la reivindicación 1, en el que dicha evacuación de dicho recipiente y dicha evacuación de dicho molde se realizan selectivamente bien secuencialmente o simultáneamente usando una válvula selectiva.
3. El método de la reivindicación 1 o reivindicación 2, en el que dicha compactación de dichas partículas prealeadas se lleva a cabo sin desgasificar dicho molde después de dicha evacuación del mismo.
4. El método de la reivindicación 1, en el que dicha bomba de vacío está aislada de dichas partículas prealeadas. 15
5. El método de cualquier reivindicación precedente, en el que se mantiene un vacío dinámico dentro de dicho recipiente, molde y conducto durante dicha introducción de dichas partículas prealeadas desde dicho recipiente a dicho molde.
6. El método de la reivindicación 5, en el que dicho vacío dinámico mantenido dentro de dicho recipiente, molde y conducto durante dicha introducción de dichas partículas prealeadas desde dicho recipiente a dicho molde 20 establece un nivel de vacío sustancialmente uniforme para dichas partículas prealeadas introducidas a través de dicho conducto evacuado sellado, por lo que dichas partículas prealeadas en todo el recipiente han sido expuestas a un nivel de vacío uniforme durante la operación de carga y por ello muestran limpieza uniforme.
7. Aparato para la producción por metalurgia del polvo de artículos de acero de herramientas y rápido, dicho aparato comprendiendo un recipiente que puede cerrarse herméticamente que tiene una cantidad de partículas 25 prealeadas en su interior, medios para evacuar dicho recipiente para crear un vacío dentro de él, un molde compresible que puede cerrarse herméticamente, medios para evacuar dicho molde para crear un vacío dentro de él, medios para cerrar herméticamente dicho molde, y medios de conducto para transferir dichas partículas prealeadas desde dicho recipiente a dicho molde mientras se exponen dichas partículas a un nivel uniforme de vacío durante dicha transferencia, por lo que dichas partículas están protegidas de contaminación antes de y 30 durante la compactación y muestran limpieza uniforme, el aparato comprendiendo además una bomba de vació única para evacuar dicho recipiente, molde y medios de conducto.
8. El aparato de la reivindicación 7, que incluye además medios de válvula selectiva para evacuar selectivamente dicho recipiente y dicho molde, bien secuencialmente o simultáneamente.
9. El aparato de la reivindicación 7 o reivindicación 8, que incluye además medios para aislar dicha bomba de 35 vacío de dichas partículas prealeadas.
10. El aparato de la reivindicación 9, que incluye además válvulas provistas dentro de dichos medios de conducto para permitir la evacuación de dicho recipiente y molde mediante dichos medios de conducto por dicha bomba aislando al tiempo dicha bomba de dichas partículas prealeadas dentro de dichos medios de conducto.
11. El aparato de cualquiera de las reivindicaciones 7 a 10, que incluye además medios para vibrar dicho molde 40 durante dicha transferencia de dichas partículas a dicho molde para incrementar la densidad de empaquetado de dichas partículas dentro de dicho molde.3
12. El aparato de cualquiera de las reivindicaciones 7 a 11, que incluye además un alimentador vibratorio que constituye una parte de dichos medios de conducto.
13. El aparato de cualquiera de las reivindicaciones 7 a 12, que incluye además una escala de pesado para 45 determinar el peso de dichas partículas transferidas de dicho recipiente a dicho molde.
14. El aparato de cualquiera de las reivindicaciones 7 a 13, que incluye además un indicador de nivel para determinar el nivel de dichas partículas en dicho molde.
Patentes similares o relacionadas:
 PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE GUARNICIONES DE FRENO Y DE EMBRAGUE A PARTIR DE MASAS A PRENSAR LIGADAS POR AGLUTINANTE, del 4 de Octubre de 2010, de TMD FRICTION SERVICES GMBH: Procedimiento para la fabricación de guarniciones de fricción a partir de materia a prensar ligada por aglutinante, en el que
- la materia a prensar es […]
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE GUARNICIONES DE FRENO Y DE EMBRAGUE A PARTIR DE MASAS A PRENSAR LIGADAS POR AGLUTINANTE, del 4 de Octubre de 2010, de TMD FRICTION SERVICES GMBH: Procedimiento para la fabricación de guarniciones de fricción a partir de materia a prensar ligada por aglutinante, en el que
- la materia a prensar es […]
 MARCO PROTECTOR CONTRA POLVO EN MOLDES, del 1 de Noviembre de 2007, de MACER, S.L.: Marco protector contra polvo en moldes.#Incluye al menos un cuerpo laminar de material elástico a modo de fuelle compuesto por varios tramos […]
MARCO PROTECTOR CONTRA POLVO EN MOLDES, del 1 de Noviembre de 2007, de MACER, S.L.: Marco protector contra polvo en moldes.#Incluye al menos un cuerpo laminar de material elástico a modo de fuelle compuesto por varios tramos […]
MÉTODO PARA OBTENER ALEACIONES METÁLICAS A PARTIR DE UN CONJUNTO DE MATERIAS PRIMAS, del 2 de Julio de 2020, de UNIVERSIDAD TÉCNICA FEDERICO SANTA MARÍA: La invención se refiere a un método para obtener aleaciones metálicas a partir de un conjunto de materias primas, caracterizado porque comprende las siguientes etapas: a) […]
Aparatos y métodos para fabricación aditiva de conjuntos a gran escala, del 17 de Junio de 2020, de THE BOEING COMPANY: Un aparato de fabricación aditiva que comprende: un riel lineal, que tiene una longitud L1, en el que el riel lineal es […]
 Método para impresión 3D empleando una suspensión, del 29 de Abril de 2020, de Particle3D ApS: Un proceso para la impresión 3D de un objeto tridimensional (3D), comprendiendo dicho proceso:
a) proporcionar una suspensión que comprende:
• 50-95% en peso de la […]
Método para impresión 3D empleando una suspensión, del 29 de Abril de 2020, de Particle3D ApS: Un proceso para la impresión 3D de un objeto tridimensional (3D), comprendiendo dicho proceso:
a) proporcionar una suspensión que comprende:
• 50-95% en peso de la […]
Proceso y máquina de fabricación de piezas de material cerámico y/o metálico mediante la técnica de la fabricación aditiva, del 5 de Febrero de 2020, de S.A.S 3DCeram-Sinto: Proceso de fabricación de al menos una pieza de al menos un material elegido entre materiales cerámicos y materiales metálicos mediante la técnica de la […]
Método para sinterizar una estructura dental y disposición para sinterizar una estructura dental, del 8 de Enero de 2020, de STEGER, HEINRICH: Método para sinterizar una estructura dental empleando un elemento de fijación de oxígeno afín con oxígeno, en el que la sinterización de la estructura dental […]
Proceso y máquina de fabricación de al menos una pieza de al menos un material cerámico y/o metálico mediante la técnica de la fabricación aditiva, del 25 de Diciembre de 2019, de S.A.S 3DCeram-Sinto: Proceso de fabricación de al menos una pieza de al menos un material elegido entre materiales cerámicos y materiales metálicos mediante la técnica de la fabricación aditiva, […]