Un método para aplicar una bolsa de vacío alrededor de un tubo de fuselaje hecho de material compuesto a polimerizar.
Un método para aplicar una bolsa de vacío alrededor de un cuerpo hecho de un material compuesto a polimerizar,
tal como un tubo de fuselaje (11) formado por medio de estratificación sobre al menos una parte de la superficieexterior de un mandril (10) que tiene la forma de un sólido de rotación sobre un eje longitudinal 5 (x), comprendiendoel método las etapas de:
a) proporcionar, a lo largo de dicha superficie del mandril, un material de bolsa en forma de una sola lámina (30) conuna anchura transversal que corresponde a la longitud longitudinal del tubo (11),
b) fijar o sellar una primera porción final transversal (30a) de la lámina sobre la superficie exterior del tubo (11) o elmandril (10),
c1) girar el mandril (10) sobre dicho eje (x), para enrollar la lámina (30) alrededor del tubo (11) hasta la coberturacompleta del área que se va a disponer bajo la bolsa en una sola etapa de aplicación,
c2) sellar los bordes finales axiales opuestos (30d) de la lámina (30) en el mandril (10) mientras que el mandril (10)gira sobre dicho eje (x), y
d) sellar una segunda porción final transversal (30b) de la lámina en dicha superficie exterior del tubo (11) o elmandril.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2008/054394.
Solicitante: ALENIA AERMACCHI S.P.A.
Nacionalidad solicitante: Italia.
Dirección: VIA ING. PAOLO FORESIO 1 21040 VENEGONO SUPERIORE (VA) ITALIA.
Inventor/es: IAGULLI,Gianni, CACACE,PIERLUIGI.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C70/32 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 70/00 Conformación de materiales compuestos, es decir, materiales plásticos con refuerzos, cargas o partes preformadas, p. ej. inserciones. › sobre un molde, una plantilla o un núcleo rotativos.
- B29C70/44 B29C 70/00 […] › mediante presión isostática, p. ej. moldeo por diferencia de presión, moldeo con bomba de vacío, moldeo en autoclave o moldeo con caucho expandible.
- B65B11/04 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 11/00 Embalaje por envoltura, p. ej. cerrando completa o parcialmente objetos o cantidades de materiales, en cintas, hojas o sobres de material flexible (embalaje de artículos aplicando cintas estrechas o bandas de material flexible B65B 13/00). › haciendo girar los objetos.
PDF original: ES-2394397_T3.pdf
Fragmento de la descripción:
Un método para aplicar una bolsa de vacío alrededor de un tubo de fuselaje hecho de material compuesto a polimerizar
La presente invención se refiere a la aplicación y sellado de una bolsa de curado de vacío para estructuras grandes fabricadas de material compuesto y que tiene superficies de revolución sobre un eje, tales como tubos de fuselaje.
En la actualidad, con el fin de fabricar una sección del fuselaje de gran diámetro hecha de materiales compuestos estratificados se usan bandas de fibras impregnadas previamente con resina, tales como fibras de carbono con resinas epoxi y grafito con resina de bis-maleimida. Las bandas compuestas se colocan automáticamente por medio de uno o más cabezales de suministro de una máquina especial sobre la superficie exterior de un mandril que tiene la forma de un sólido de rotación sobre un eje determinado. Los cabezales de suministro de la máquina y el mandril se desplazan unos con respecto a otros a fin de que los cabezales apliquen la banda sobre el mandril siguiendo un movimiento de traslación y de rotación relativo con respecto al eje del mandril. El revestimiento de una sección de fuselaje que consiste en un estratificado compuesto se forma de este modo sobre la superficie exterior del mandril. Después, la totalidad del conjunto se rodea por una bolsa de vacío y se somete a un único ciclo de polimerización en el interior de un autoclave.
La deposición de la bolsa de vacío constituye una fase crítica en el proceso de producción debido al hecho de que el material de la bolsa es delicado per se y, puesto que es muy grande para cubrir un cuerpo de gran tamaño, hay un riesgo considerable de que se dañe durante la aplicación y durante las etapas de movimiento y manipulación anteriores. Una bolsa de vacío convencional usada para la polimerización de una sección del fuselaje está compuesta por tres láminas separadas que se colocan sucesivamente una encima de la otra. Una primera lámina,
que consiste en una película de separación, se pone en contacto con el material compuesto a polimerizar. Una segunda lámina porosa denominada de respiración se dispone entre la película y una tercera lámina impermeable, generalmente hecha de nylon.
Hasta ahora, con el fin de aplicar la bolsa de vacío sobre la sección del fuselaje a polimerizar, los métodos que se han empleado son de tal forma que dan como resultado considerables dificultades logísticas en cuando al manejo del material de la bolsa o no permiten una colocación precisa de la bolsa. En algunos casos, la bolsa se baja de encima del mandril mediante dos grúas puente. En otros casos, se tira del material de la bolsa y se extiende manualmente sobre el mandril por operarios transportados en los elevadores de jaula. A menudo las dos porciones finales de la bolsa de vacío se unen manualmente por un operario que debe estar sobre el suelo bajo el mandril.
El documento US 2006/0108058 A1 desvela un método para aplicar una bolsa de vacío alrededor del interior de un cuerpo hecho de material compuesto a polimerizar, tal como un tubo de fuselaje formado por medio de estratificación en al menos una parte de la superficie interna de un mandril que tiene la forma de un sólido de rotación sobre un eje longitudinal, comprendiendo el método las etapas de:
- aplicar manualmente una porción de material de la bolsa en forma de una lámina con una anchura transversal que corresponde a la longitud longitudinal del tubo sobre una parte del tubo;
- sellar los bordes finales de la lámina al mandril; 45
- girar el mandril 90 grados sobre dicho eje; y
repetir dichas etapas hasta que la totalidad de la acumulación se ha embolsado.
Un objeto general de la invención es optimizar la aplicación de una bolsa de vacío sobre una sección del fuselaje a polimerizar y, en particular, acelerar este proceso, haciéndolo más fiable e industrialmente competitivo. Otros objetos específicos de la invención son:
- asegurar que el material de la bolsa de vacío permanece intacto durante el manejo de la misma, con el fin de 55 asegurar el sellado al vacío;
- facilitar la colocación correcta de la bolsa de vacío con el fin de evitar escapes de la bolsa durante la presurización en el interior del autoclave (por ejemplo, debe evitarse el denominado "puenteado") ;
- permitir que las trayectorias de sellado de la bolsa en el aparato sean alcanzadas por los operarios de manera ergonómica y segura.
Un objeto adicional de la invención es proporcionar el material de la bolsa de vacío de tal manera que los objetos que se han mencionado anteriormente puedan conseguirse fácilmente.
Estos y otros objetos y ventajas, que se entenderán más claramente a continuación, se consiguen de acuerdo con la invención mediante un método que se define en la reivindicación 1. Las realizaciones preferidas de la invención se definen en las reivindicaciones dependientes.
En resumen, de acuerdo con la invención, la propia rotación del mandril sobre su eje de rotación, que coincide sustancialmente con el eje de revolución del tubo de fuselaje a polimerizar que se dispone en el mandril y debe estar cubierto por la bolsa de vacío, extrae automáticamente de un recipiente el material de la bolsa y gradualmente lo envuelve alrededor de la superficie del tubo. La bolsa de vacío se aplica y se sella gradualmente alrededor del cuerpo.
Ahora se describirá una realización preferida, pero no limitante, de la invención. Se hace referencia a los dibujos que se acompañan, en los que:
la figura 1 es una vista en perspectiva de un mandril en cuya superficie exterior se ha formado un tubo de fuselaje hecho de un material de estratificado compuesto a polimerizar;
la figura 2 es una vista final frontal del mandril de acuerdo con la figura 1 y una estructura para poner en práctica la invención;
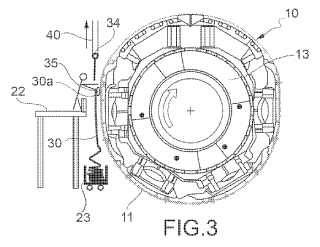
la figura 3 es una vista final frontal esquemática, similar a la de la figura 2, que muestra una etapa de aplicación de un material de la bolsa sobre el tubo de fuselaje;
la figura 4 muestra esquemáticamente el material de la bolsa de acuerdo con la invención;
la figura 5 es una vista esquemática de la extracción del material de la bolsa de un carro; y
las figuras 6 y 7 son vistas esquemáticas que muestran la aplicación de un material de la bolsa a una sección cilíndrica del tubo de fuselaje y a una sección semi-cilíndrica, respectivamente.
A pesar de la siguiente descripción, que se proporcionará exclusivamente con referencia a la producción de una sección del fuselaje o del tubo con una forma del conjunto cilíndrica o semi-cilíndrica, se entenderá que la invención puede usarse en general para la aplicación de la bolsa de vacío sobre estructuras de gran tamaño hechas de materiales compuestos y que tienen superficies de revolución sobre un eje, tal como un revestimiento cilíndrico, ahusado o cónico, según se requiera.
Con referencia inicialmente a la figura 1, 10 representa un mandril, cuya superficie exterior tiene sustancialmente la forma de un sólido de rotación sobre un eje longitudinal central x. En el ejemplo mostrado en los dibujos, la superficie exterior del mandril es cilíndrica para la producción de una porción o sección central del fuselaje de una aeronave. El mandril 10 se sostiene en los extremos opuestos de forma giratoria sobre el eje x por medio de soportes cónicos 13. En la presente descripción y las reivindicaciones se entenderá que los términos y expresiones que indican posiciones y orientaciones, tales como "longitudinal" y "axial", se refieren al eje central de rotación x del mandril.
Las bandas de fibras impregnadas previamente con resina se depositan automáticamente en la superficie exterior del mandril por medio de los cabezales de suministro de una máquina especial (no mostrada) hasta que se obtiene 45 el revestimiento de un tubo o sección del fuselaje 11 que consiste en un estratificado compuesto no polimerizado. Los detalles relativos a la formación del tubo estratificado no son relevantes per se a efectos de la comprensión de la invención y, por tanto, no se describirán. Basta con mencionar aquí que la deposición de las bandas se realiza girando el mandril sobre el eje x y al mismo tiempo desplazando los cabezales de suministro de las bandas en direcciones axiales en sincronía con la rotación del mandril. El mandril puede girarse en ambas direcciones de rotación por medio de dos motores rotativos 12 (sólo uno de los cuales se muestra en la figura 2) situados en los dos extremos opuestos del mandril.
En la figura 2, 20 representa una estructura de soporte estática similar a un andamiaje dispuesto alrededor del mandril. La estructura 20... [Seguir leyendo]
Reivindicaciones:
1. Un método para aplicar una bolsa de vacío alrededor de un cuerpo hecho de un material compuesto a polimerizar, tal como un tubo de fuselaje (11) formado por medio de estratificación sobre al menos una parte de la superficie exterior de un mandril (10) que tiene la forma de un sólido de rotación sobre un eje longitudinal (x) , comprendiendo el método las etapas de:
a) proporcionar, a lo largo de dicha superficie del mandril, un material de bolsa en forma de una sola lámina (30) con una anchura transversal que corresponde a la longitud longitudinal del tubo (11) ,
b) fijar o sellar una primera porción final transversal (30a) de la lámina sobre la superficie exterior del tubo (11) o el mandril (10) ,
c1) girar el mandril (10) sobre dicho eje (x) , para enrollar la lámina (30) alrededor del tubo (11) hasta la cobertura 15 completa del área que se va a disponer bajo la bolsa en una sola etapa de aplicación,
c2) sellar los bordes finales axiales opuestos (30d) de la lámina (30) en el mandril (10) mientras que el mandril (10) gira sobre dicho eje (x) , y
d) sellar una segunda porción final transversal (30b) de la lámina en dicha superficie exterior del tubo (11) o el mandril.
2. Un método de acuerdo con la reivindicación 1, caracterizado porque la lámina (30) es una sola lámina multicapa que consiste en tres capas superpuestas: una capa interna (31) de la película de separación para hacer contacto con el material compuesto a polimerizar, una capa porosa intermedia (32) de respiración, y una capa exterior impermeable (33) .
3. Un método de acuerdo con la reivindicación 2, caracterizado porque las tres capas (31, 32, 33) se unen por medio de un adhesivo o un agente bioadhesivo. 30
4. Un método de acuerdo con la reivindicación 2 ó 3, caracterizado porque al menos la segunda porción final transversal (30b) de la lámina (30) consiste únicamente en la capa exterior impermeable (33) .
5. Un método de acuerdo con la reivindicación 4, caracterizado porque la primera porción final transversal (30a) de 35 la lámina también consiste únicamente en la capa exterior impermeable (33) .
6. Un método de acuerdo con la reivindicación 1, caracterizado porque, durante dichas etapas c1) y c2) , los bordes finales axiales opuestos (30d) de la lámina se sellan gradualmente mientras que el mandril gira para envolver la lámina alrededor del tubo, y porque dichas etapas c1) y c2) se realizan simultáneamente.
7. Un método de acuerdo con la reivindicación 1, caracterizado porque la etapa a) incluye la etapa de:
proporcionar, adyacente al mandril (10) , una estructura de soporte estática (20) similar a un andamiaje, en el que la estructura (20) comprende al menos una plataforma longitudinal (22) que se extiende paralela a la superficie exterior 45 del mandril y cercana al mismo, sustancialmente sobre toda la longitud longitudinal del mandril.
8. Un método de acuerdo con la reivindicación 7, caracterizado porque la estructura (20) comprende dos plataformas longitudinales opuestas y paralelas (22) que se extienden a lo largo de los lados longitudinales opuestos del mandril, sustancialmente a lo largo de toda la longitud longitudinal del mandril.
9. Un método de acuerdo con la reivindicación 7 u 8, caracterizado porque al menos una plataforma longitudinal (22) de la estructura (20) se sitúa a un nivel aproximadamente de la mitad de la altura del mandril (10) para permitir que un operario alcance manualmente un área central de la superficie exterior del tubo de fuselaje sobre el mandril.
10. Un método de acuerdo con la reivindicación 7, caracterizado porque la estructura (20) comprende además, a lo largo de cada uno de los extremos axiales del mandril (10) , una plataforma respectiva (21) nivelada con la parte superior del mandril.
11. Un método de acuerdo con la reivindicación 1, caracterizado porque dicha etapa a) incluye la etapa de:
proporcionar, a lo largo del mandril (10) , un carro (23) que se extiende en la dirección longitudinal y está orientado paralelo al eje longitudinal del mandril, en el que el carro contiene la lámina (30) plegada o enrollada de forma ordenada.
12. Un método de acuerdo con la reivindicación 1, caracterizado porque la etapa b) está precedida por la etapa de: elevar verticalmente, por medio de un dispositivo de agarre y elevación (40, 41) que puede manejarse independientemente del mandril, la primera porción final (30a) de la lámina para disponer esta porción final a lo largo de la superficie exterior del tubo (11) a una altura cercana a la del eje de giro (x) del mandril.
13. Un método de acuerdo con la reivindicación 1, caracterizado porque la etapa c) está precedida por la etapa de:
cortar transversalmente la lámina (30) por encima de la línea de sellado o fijación de la primera porción final transversal (30a) de la lámina sobre la superficie exterior del tubo (11) o el mandril (10) .
14. Un método de acuerdo con la reivindicación 1, caracterizado porque durante las etapas c1) y c2) , el mandril gira por medio del mismo medio de control (12) usado para girar el mandril sobre dicho eje (x) durante la etapa anterior de formación del tubo (11) por medio de deposición de bandas compuestas en la superficie exterior del mandril.
Patentes similares o relacionadas:
SISTEMA Y METODO DE FABRICACION DE PERFILES ESTRUCTURALES MEDIANTE EL TRENZADO DE FIBRAS EN CONTINUO Y PERFIL ESTRUCTURAL OBTENIDO POR DICHO SISTEMA Y METODO, del 23 de Enero de 2020, de ZENIT POLIMEROS Y COMPOSITES, S.L: Sistema y método de fabricación de perfiles estructurales mediante el trenzado de fibras en continuo y perfil estructural obtenido por dicho sistema […]
SISTEMA Y MÉTODO DE FABRICACIÓN DE PERFILES ESTRUCTURALES MEDIANTE EL TRENZADO DE FIBRAS EN CONTINUO Y PERFIL ESTRUCTURAL OBTENIDO POR DICHO SISTEMA Y MÉTODO, del 17 de Enero de 2020, de ZENIT POLIMEROS Y COMPOSITES SL: Sistema y método de fabricación de perfiles estructurales mediante el trenzado de fibras en continuo y perfil estructural obtenido por dicho sistema y método. La […]
Rellenos de radio compuesto y métodos de formación del mismo, del 12 de Noviembre de 2019, de THE BOEING COMPANY: Un relleno de radio compuesto para rellenar una región de relleno de radio en una estructura compuesta que comprende: dos o más laminados de radio, […]
Artículo deportivo compuesto reforzado con fibra y su método de fabricación, del 22 de Mayo de 2019, de North Thin Ply Technology Sarl: Un artículo deportivo incluyendo una varilla tubular alargada compuesta de un material compuesto de matriz de resina reforzada con fibra, […]
Método para fabricar tubos compuestos de fibra reforzada, del 22 de Mayo de 2019, de THE BOEING COMPANY: Un método para fabricar un tubo (22, 22a) de material compuesto, que comprende: hacer girar un mandril que tiene una pared interna; y dirigir […]
Tubo compuesto termoplástico con capa intermedia de múltiples capas, del 22 de Mayo de 2019, de Evonik Operations GmbH: Procedimiento para la producción de un tubo compuesto termoplástico, que contiene las siguientes etapas: a) se proporciona un revestimiento […]
Tubo compuesto termoplástico con capa intermedia de múltiples capas, del 22 de Mayo de 2019, de Evonik Operations GmbH: Procedimiento para la producción de un tubo compuesto termoplástico, que contiene las siguientes etapas: a) se proporciona un revestimiento […]
Revestimiento para un motor de avión y procedimiento para la fabricación de tal revestimiento, del 13 de Mayo de 2019, de FACC AG: Revestimiento para un motor de avión , especialmente un conducto de flujo secundario o una carcasa de ventilador, compuesto por varias capas de preimpregnado , endurecidas, […]