Método y aparato para expandir radialmente un cuerpo de recipiente.
Metodo para expandir radialmente un cuerpo de recipiente (1), que comprende las etapas de:
i) disponer un cuerpo (1) de recipiente cilfndrico que tiene una junta de soldadura longitudinal;
ii) disponer un borde (9) al menos en un extremo del cuerpo (1) derecipiente;
iii) sujetar circunferencialmente el cuerpo (1) de recipiente por el borde (9) en un estado suspendido; y iv) expandir radialmente el cuerpo (1) suspendido y sujetado desde el extremo sujetado del cuerpo hacia el extremo suspendido del cuerpo, caracterizado porque la expansión radial se lleva a cabo usando medios (37+38) para ajustar radialmente el diametro de una superficie de expansión circunferencial continua ajustable radialmente de una herramienta (39) de macho elastica, que actuan en la superficie interior de la herramienta (39) de macho.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08007747.
Solicitante: IMPRESS GROUP B.V..
Nacionalidad solicitante: Países Bajos.
Dirección: ZUTPHENSEWEG 51051 7418 AH DEVENTER PAISES BAJOS.
Inventor/es: ROETERDINK, JOHAN, WILLEM.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D22/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 22/00 Conformación sin cortado, por estampado, repujado o embutido (por medio de operaciones que no sean las que utilizan dispositivos o herramientas rígidas, masas flexibles o elásticas B21D 26/00). › Estampado que utiliza dispositivos o herramientas rígidas.
- B21D39/20 B21D […] › B21D 39/00 Utilización de procedimientos que permitan el ensamblaje de objetos o de partes de objetos, p. ej. revestimiento con chapas, que no sea por chapado (remachado B21J; ensamblado de elementos por forjado o prensado al objeto de que formen una sola pieza B21K 25/00 ); Dispositivos de mandrinaje de tubos. › con mandriles, p. ej. expansibles.
- B21D51/26 B21D […] › B21D 51/00 Fabricación de objetos huecos (a partir de tubos con paredes espesas o no uniformes B21K 21/00). › de botes de conserva o bidones; Cierre de botes o latas de forma definitiva (fabricación de dispositivos incorporados a los recipientes para vaciarlos B21D 51/38).
PDF original: ES-2381439_T3.pdf
Fragmento de la descripción:
Metodo y aparato para expandir radialmente un cuerpo de recipiente La presente invención se refiere a un metodo y a un aparato para expandir radialmente un cuerpo de recipiente, a tal cuerpo de recipiente expandido radialmente y a un recipiente que comprende tal cuerpo de recipiente expandido radialmente.
En la actualidad, los recipientes dotados de una parte de cuerpo en forma de cuello se usan como recipientes tales como recipientes de vacfo, presurizados o de aerosol. Tales recipientes comprenden un cuerpo de recipiente que tiene una parte en forma de cuello, conectandose a esta parte en forma de cuello un cierre o tapón superior. De forma general, tal cierre esta alojado en el interior del recinto cilfndrico del cuerpo de recipiente. El otro extremo del cuerpo de recipiente esta dotado de un extremo de fondo. En tales recipientes con un area superficial diferente en el extremo de fondo y en el extremo del tapón, es posible usar materiales con un espesor diferente. Por ejemplo, el extremo de fondo tiene un diametro de aproximadamente 65 mm y el extremo del tapón tiene un diametro de aproximadamente 52 mm. En tal extremo de fondo, el espesor de la pared puede ser de aproximadamente 0, 18 mm. En el extremo del tapón, el tapón puede tener un espesor de aproximadamente 0, 26-0, 28 mm o un espesor superior con diametros mas grandes.
En tal recipiente presurizado que tiene una parte en forma de cuello, es habitual producir el cuerpo de recipiente para tal recipiente empezando a partir de un cuerpo de recipiente cilfndrico producido conformando en forma cilfndrica una lamina de metal rectangular o cuadrada, cuyos bordes longitudinales contiguos o solapados se sueldan entre sí mediante una junta de soldadura longitudinal.
A continuación, este cuerpo de recipiente cilfndrico que tiene una junta de soldadura longitudinal queda sometido a expansión radial usando medios de macho que son desplazados a traves de un extremo del cuerpo de recipiente cilfndrico y que fuerzan radialmente hacia fuera el cuerpo de recipiente hasta obtener un diametro mas ancho mientras los medios de macho son desplazados progresivamente a traves del cuerpo de recipiente. Durante la expansión radial mediante el desplazamiento de los medios de macho a traves del cuerpo de recipiente cilfndrico, el cuerpo esta apoyado en una mesa de reacción para resistir las fuerzas de desplazamiento de los medios de macho ejercidas en la superficie interior del cuerpo de recipiente.
Tales metodo y aparato para expandir radialmente un cuerpo de recipiente son conocidos por JP-2000-301249-A.
El cuerpo de recipiente expandido radialmente producido mediante el metodo tradicional descrito anteriormente presenta varios defectos. En primer lugar, se forma una estructura ondulada sobre la junta de soldadura longitudinal y sobre otras areas en la superficie exterior del cuerpo de recipiente cilfndrico. En segundo lugar, el extremo del cuerpo de recipiente a traves del que los medios de macho son desplazados para expandir radialmente el cuerpo de recipiente presenta un borde irregular, predominantemente irregular cuando este extremo esta dotado de un borde previsto para su conexión al fondo del recipiente. A tal borde o borde de pestana irregular en este extremo del recipiente se hace referencia como pendiente. Este borde irregular puede provocar problemas al conectar el extremo de fondo al recipiente, preferiblemente a traves del borde del cuerpo de recipiente. Las irregularidades pueden ir de 0, 1 a aproximadamente 0, 5 mm. En tercer lugar, en la altura del cuerpo de recipiente cilfndrico que queda sometida a expansión radial, el espesor de la pared no es sustancialmente constante y tiende a aumentar hacia delante desde el extremo del cuerpo de recipiente en el que se inici6 la expansión radial.
Las irregularidades presentes en el borde del cuerpo de recipiente pueden ser eliminadas mediante corte, dando como resultado la formación de un borde de cuerpo de recipiente sustancialmente regular. No obstante, tales operaciones de corte son engorrosas y aumentan costes.
La presente invención tiene como objetivo mejorar el metodo para expandir radialmente un cuerpo de recipiente, y su intención consiste en evitar o minimizar los inconvenientes descritos anteriormente.
De acuerdo con ello, la presente invención da a conocer un metodo para expandir radialmente un cuerpo de recipiente segun la reivindicación 1.
La presente invención se basa en la apreciación de que, cuando el cuerpo de recipiente cilfndrico esta suspendido y no esta en contacto con la mesa de reacción durante la expansión radial, se superan sustancialmente todos los inconvenientes mencionados anteriormente. Presumiblemente, esto se debe a que, en un estado suspendido libremente, la expansión radial no iniciara o generara una fuerza o tensión de reacción, tal como sucederfa si el cuerpo de recipiente estuviese soportado en la mesa de reacción. De acuerdo con ello, durante la expansión radial, el metal que forma el cuerpo de recipiente se movera radialmente hacia fuera, pero tambien axialmente hacia el extremo suspendido libremente del cuerpo de recipiente, permitiendo una compensación o neutralización de las tensiones durante la expansión radial y el alargamiento axial hasta cerca del límite elastico del material.
De acuerdo con ello, el cuerpo de recipiente expandido radialmente no presentara sustancialmente una estructura ondulada a lo largo de la junta de soldadura longitudinal o en otras regiones expandidas radialmente del cuerpo de recipiente. Ademas, el borde o el borde de pestana del cuerpo de recipiente sera sustancialmente regular y estara
exento del pendiente, evitando por lo tanto operaciones de corte o cualquier interferencia en la operación de conectar el fondo al cuerpo de recipiente expandido radialmente.
Ademas, de forma sorprendente, se ha descubierto que, despues de la expansión radial y durante la retirada de los medios de macho, los medios de macho se liberan mas facilmente, presumiblemente debido a un descenso de estiramiento mfnimo en un valor de aproximadamente 0, 2-0, 4%. De acuerdo con ello, es posible evitar el uso de aceite para lubricar la superficie interior del cuerpo de recipiente durante la expansión radial, lo cual resulta de gran importancia con respecto al uso posterior del cuerpo de recipiente en un recipiente que comprende comida, alimentos o bebidas.
Ademas, es posible usar un material de metal mas duro para el recipiente, tal como material de metal que tiene una dureza elevada de hasta DR8. Esto implica una mayor reducción de la formación de curvaturas o de una estructura ondulada. De forma mas importante, esto podría dar como resultado una reducción adicional del espesor de la pared del cuerpo de recipiente cilfndrico a expandir radialmente y del cuerpo de recipiente producido y, en ultima instancia, del recipiente. Finalmente, se cree que, con el metodo segun la invención, la relación de estiramiento es mas grande.
Segun una realización preferida, con el metodo segun la invención es posible expandir el cuerpo un 10-40%, preferiblemente un 15-30%. El metodo segun la invención es esencialmente adecuado para usar en la expansión radial de cualquier cuerpo de recipiente que tiene una sección transversal simetrica. Aunque la invención es aplicable en cualquier dimensión y diametro, preferiblemente, el cuerpo de recipiente cilfndrico tiene un diametro de 30-100 mm, preferiblemente 40-80 mm.
Para obtener un funcionamiento de la expansión radial y una introducción de los medios de macho para la expansión radial fiables y suaves, es preferido que el cuerpo este dotado de una boca ensanchada en una parte de la altura del cuerpo. De acuerdo con ello, es posible introducir de forma fiable y rapida los medios de expansión radial a traves de esta boca ensanchada del cuerpo de recipiente cilfndrico.
De forma óptima, debido a la reducción en el tiempo de procesamiento, es preferido que la boca ensanchada se conforme en la misma operación al conformar el borde del recipiente al menos en el extremo en el que se iniciara la expansión radial. Obviamente, al mismo tiempo, posteriormente o previamente, es posible conformar los bordes o ambos bordes y, de forma específica, el borde de la parte de fondo.
Segun una realización preferida, la expansión radial del cuerpo de recipiente cilfndrico no se lleva a cabo en toda su longitud, sino en una parte sustancial de la altura del cuerpo de recipiente cilfndrico, conformando de este modo una parte con un diametro reducido que, de forma alternativa, podría formar... [Seguir leyendo]
Reivindicaciones:
1. Metodo para expandir radialmente un cuerpo de recipiente (1) , que comprende las etapas de:
i) disponer un cuerpo (1) de recipiente cilfndrico que tiene una junta de soldadura longitudinal;
ii) disponer un borde (9) al menos en un extremo del cuerpo (1) derecipiente;
iii) sujetar circunferencialmente el cuerpo (1) de recipiente por el borde (9) en un estado suspendido; y iv) expandir radialmente el cuerpo (1) suspendido y sujetado desde el extremo sujetado del cuerpo hacia el extremo suspendido del cuerpo, caracterizado porque la expansión radial se lleva a cabo usando medios (37+38) para ajustar radialmente el diametro de una superficie de expansión circunferencial continua ajustable radialmente de una herramienta (39) de macho elastica, que actuan en la superficie interior de la herramienta (39) de macho.
2. Metodo segun la reivindicación 1, en el que el cuerpo (1) se expande un 10-40%, preferiblemente un 15-30%.
3. Metodo segun la reivindicación 1 o 2, en el que el cuerpo (1) de recipiente cilfndrico tiene un diametro d.
3. 100 mm, preferiblement.
4. 80 mm.
4. Metodo segun la reivindicación 1-3, en el que se dispone en el cuerpo (1) una boca ensanchada (7) en una parte de la altura del cuerpo.
5. Metodo segun la reivindicación 4, en el que la boca ensanchada (7) se conforma al conformar el borde (9) del cuerpo de recipiente.
6. Metodo segun la reivindicación 1-5, en el que el cuerpo (1) se expande radialmente en una parte sustancial de la altura del cuerpo, dejando un extremo (27) de cuerpo en forma de cuello.
7. Aparato (30) para producir un cuerpo (14) expandido radialmente, que comprende:
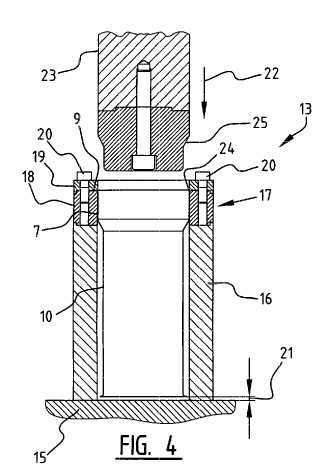
i) medios (17) para sujetar circunferencialmente un borde (9) de un cuerpo de recipiente cilfndrico de modo que el cuerpo (10) sujetado queda suspendido libremente durante la expansión radial;
ii) medios (31) de macho que comprenden una herramienta (39) de macho dotada de una superficie de expansión circunferencial; y iii) medios para desplazar los medios (31) de macho a traves del extremo sujetado (24) del cuerpo (10) de recipiente suspendido, al menos en una parte de la altura del cuerpo de recipiente, caracterizado porque la superficie de expansión circunferencial de la herramienta (39) de macho es continua y los medios (31) de macho estan dotados de medios (37+38) para ajustar radialmente el diametro de la superficie de expansión circunferencial continua de la herramienta (39) de macho elastica, que actuan en la superficie interior de la herramienta (39) de macho.
8. Aparato (13, 30) segun la reivindicación 7, en el que los medios de desplazamiento mueven de forma recfproca los medios (31) de macho a traves del cuerpo (1) de recipiente para su expansión radial.
9. Aparato (13, 30) segun la reivindicación 8, en el que los medios (37, 38) de ajuste radial ajustan el diametro de la superficie de expansión circunferencial a un diametro mas pequeno cuando, despues de la expansión radial, los medios (31) de macho se retiran del cuerpo de recipiente expandido radialmente.
10. Aparato (13, 30) segun la reivindicación 7-9, que comprende medios (3, 6) para disponer un borde (9) y/o una boca ensanchada (7) en el cuerpo de recipiente cilfndrico.
Patentes similares o relacionadas:
Método para producir una lata de bebidas, una lata tipo botella o una lata de aerosol de aleación de aluminio, del 22 de Julio de 2020, de Constellium Neuf-Brisach: Metodo de fabricacion de una lata de bebida, una botella o un pulverizador de aleacion de aluminio, por medio de embutido-estiramiento seguido de formacion de cuello y/o […]
Dispositivo de conformación, del 6 de Noviembre de 2019, de HINTERKOPF GMBH: Dispositivo de conformación para cuerpos huecos con forma de vaso con un bastidor de máquina , una disposición de accionamiento, una mesa circular […]
Mejoras en o relacionadas con un procedimiento de formación de artículos de metal, del 6 de Noviembre de 2019, de GCL International Sarl: Un procedimiento de formación de cierre de metal para la conformación de un cierre de metal para un acabado del cuello de un recipiente a partir […]
Conjunto de rodillo de alisado, del 2 de Octubre de 2019, de Belvac Production Machinery, Inc: Un conjunto de cabezal de torreta para formar un artículo con cuello (200b) que tiene una porción de cuello estrechada , incluyendo la porción de cuello […]
 Anillos de matriz con vibración ultrasónica, del 28 de Agosto de 2019, de Magnaparva Packaging Limited: Una matriz , que comprende:
un anillo de matriz generalmente cilíndrico que comprende una superficie final y que tiene un modo […]
Anillos de matriz con vibración ultrasónica, del 28 de Agosto de 2019, de Magnaparva Packaging Limited: Una matriz , que comprende:
un anillo de matriz generalmente cilíndrico que comprende una superficie final y que tiene un modo […]
Conjunto de martillo de formación y método de ensamblaje de un conjunto de martillo de formación, del 5 de Junio de 2019, de Belvac Production Machinery, Inc: Un conjunto de martillo de formación para una máquina de formación de recipientes, incluyendo la máquina de formación de recipientes un conjunto de torreta […]
Dispositivo para cerrar recipientes de chapa, del 13 de Mayo de 2019, de HUBER PACKAGING GROUP GMBH: Dispositivo para cerrar recipientes de chapa , con una estación para recibir un recipiente que está abierto hacia arriba y que tiene un borde […]
Procedimiento de fabricación de latas de aluminio y la composición de pretratamiento usada, del 12 de Abril de 2019, de HENKEL AG & CO. KGAA: Procedimiento de fabricación de cilindros de latas, en el que (A) una rodaja de una chapa de aluminio se embute profundamente formando […]