Método y aparato para el contorneado de artículos compuestos preimpregnados.
Una herramienta de conformación para conjuntos laminados compuestos preimpregnados planos,
que comprende:
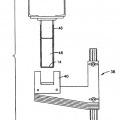
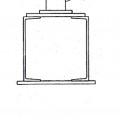
un mandril (10) segmentado en una pluralidad de bloques de conformación montados contiguamente, estando dichos bloques de conformación dimensionados para recibir un conjunto laminado compuesto (14) extendido, con todas las partes del conjunto laminado compuesto sobre una superficie (16) que está separada de una superficie de conformación (11) de cada bloque;
una placa acanalada (12) que se acopla a la superficie de conformación (11) de los bloques de conformación; medios para mantener el conjunto laminado compuesto (14) extendido en contacto con los bloques de conformación; y,
medios (34) para desplazar los bloques de conformación del mandril hasta una curvatura deseada, caracterizada por que los medios (34) para desplazar los bloques de conformación del mandril comprenden una pluralidad de actuadores espaciados entre sí fijados a la placa acanalada (12), siendo dichos actuadores movibles para inducir una curvatura en la placa acanalada (12).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08011313.
Solicitante: THE BOEING COMPANY.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 100 NORTH RIVERSIDE PLAZA CHICAGO, IL 60606-2016 ESTADOS UNIDOS DE AMERICA.
Inventor/es: McCowin,Peter D. , NELSON,Paul E, LUND,WORM.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C33/30 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 33/00 Moldes o núcleos; Detalles o accesorios para ellos. › Montaje, cambio o centraje.
- B29C43/10 B29C […] › B29C 43/00 Moldeo por compresión, es decir, aplicando una presión externa para hacer que fluya el material de moldeo; Aparatos a este efecto. › Prensado isostático, es decir, utilizando órganos prensadores no rígidos que cooperan con órganos rígidos o matrices.
- B29C43/36 B29C 43/00 […] › Moldes para fabricar objetos de longitud definida, es decir, de objetos separados.
- B29C70/34 B29C […] › B29C 70/00 Conformación de materiales compuestos, es decir, materiales plásticos con refuerzos, cargas o partes preformadas, p. ej. inserciones. › conformación o impregnación por compresión.
- B29C70/44 B29C 70/00 […] › mediante presión isostática, p. ej. moldeo por diferencia de presión, moldeo con bomba de vacío, moldeo en autoclave o moldeo con caucho expandible.
- B29C70/46 B29C 70/00 […] › con moldes enfrentados, p. ej. para deformar compuestos de moldeo en láminas [SMC] o preimpregnados [prepegs].
PDF original: ES-2506092_T3.pdf
Fragmento de la descripción:
Método y aparato para el contorneado de artículos compuestos preimpregnados CAMPO TÉCNICO Esta invención se refiere en general a la conformación de estructuras compuestas y, más en particular, a un método de conformación y utillaje para la conformación según uno o múltiples ejes de una carga laminada o estratificada (en capas) , plana, preimpregnada (pre-preg) con resina epoxi mediante la utilización de un mandril flexible, que mantiene toda la sección transversal del mandril y de la pieza bajo tensión durante la operación de conformación en curva.
ANTECEDENTES El reemplazamiento de elementos estructurales metálicos mecanizados, moldeados por colada, forjados o estampados, tales como cordones de refuerzo de aluminio para alas, en la industria aeroespacial, por ejemplo, por estructuras compuestas, se está convirtiendo en altamente deseable para lograr una reducción en el peso y una mejora en el rendimiento de los conjuntos estructurales. Para el ejemplo de los cordones de refuerzo compuestos para alas, sin limitación, los cordones de refuerzo pueden ser similares a los cordones de refuerzo de aluminio ensamblados que utilizan almas separadas, piezas angulares y refuerzos. Todas las piezas se pueden fabricar fundamentalmente a partir de banda compuesta preimpregnada con resina epoxi, la cual normalmente se sitúa manualmente en un mandril de forma predeterminada, seguido esto de un proceso de curado dentro de una autoclave.
Los dos enfoques fundamentales actualmente en la técnica son ensamblar un laminado compuesto y conformarlo de una manera predeterminada de acuerdo a su forma final en el mandril de curado, como, por ejemplo, se describe en el documento de EE.UU. nº 2006/0108055 A1 y según el preámbulo de las reivindicaciones 1 y 7, o ensamblar de una manera predeterminada una carga plana de laminado compuesto, conformarla mecánicamente hasta la forma deseada, y a continuación curarla.
La conformación de elementos compuestos que tienen un contorno variable, con zonas localizadas que tienen un contorno tan acusado como de 762 cm (300 pulgadas) de radio requiere actualmente de un moldeado manual sobre un mandril con la forma adecuada. A un precio normal de una libra esterlina por hora por empleado, el montaje manual de los laminados de los grandes elementos estructurales no es una estrategia económica para aplicaciones de producción completa. El moldeado automatizado de elementos estructurales compuestos directamente sobre mandriles de curado es posible con máquinas de colocación de fibras modificadas. Sin embargo, tal enfoque requiere un desarrollo de maquinaria específica con una inversión de capital asociada muy alta.
Es por tanto deseable montar de una manera predeterminada cargas o conjuntos laminados compuestos planos y conformarlos hasta la forma deseada. Las cargas planas se fabrican normalmente utilizando métodos de automatización de banda compuesta y estas máquinas son muy rentables para la fabricación de cargas planas. La posibilidad está fácilmente disponible gracias a los procesos actuales de fabricación para extender y conformar cargas planas según una forma en canal sobre un mandril flexible y, a continuación, curar el mandril. Sin embargo, este proceso es adecuado únicamente para curvaturas de gran radio. Con radios de 3.810 cm (1.500 pulgadas) o menos, puede haber problemas de creación de pliegues en el conjunto laminado compuesto preimpregnado.
Es por tanto deseable además proporcionar un método y utillaje para la conformación y cura de moldeados de cargas planas de materiales preimpregnados con uno o múltiples centros de curvatura, lo cual impide el plegado del conjunto compuesto.
COMPENDIO Las realizaciones descritas en la presente memoria proporcionan una herramienta y un método de conformación para su utilización con cargas o conjuntos laminados preimpregnados planos, que incorporan un mandril segmentado en múltiples bloques de conformación, estando los bloques de conformación dimensionados para recibir un conjunto laminado compuesto extendido, con todas las partes del conjunto laminado compuesto separadas de una superficie de conformación de cada bloque. Una placa acanalada se acopla a la superficie de conformación de los bloques de conformación. En las realizaciones a modo de ejemplo, el conjunto laminado compuesto extendido se conforma en los bloques de conformación a partir del conjunto laminado compuesto plano y se mantiene en contacto con los bloques de conformación utilizando una bolsa de vacío. Los bloques de conformación del mandril se desplazan a continuación hasta una curvatura deseada por medio de unos actuadores fijados a la placa acanalada que hacen que la placa acanalada adopte la curvatura deseada. Se puede emplear una herramienta de contorneado, en la cual se acopla la placa acanalada, para establecer la curvatura deseada.
En una realización, la curvatura se induce mediante el empleo de la placa acanalada en una silleta sobre la cual se sitúa el mandril segmentado. La curvatura deseada se induce después de que se aflojen los bloques de conformación segmentados del mandril en la silleta.
Las enseñanzas de la presente invención se pueden implementar además en un sistema de utillaje para la conformación de elementos estructurales compuestos, que comprende:
un mandril que tiene una pluralidad de bloques de conformación en segmentos, estando dichos bloques de conformación dimensionados para recibir un conjunto laminado compuesto extendido, con todas las partes del conjunto laminado compuesto separadas de una superficie de conformación de cada bloque;
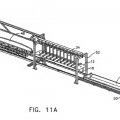
una placa acanalada que se acopla a la superficie de conformación de los bloques de conformación y que incorpora juntas de sellado al vacío; una bandeja de carga que recibe un conjunto laminado compuesto plano, pudiendo dicha bandeja de carga variar su posición con respecto al mandril; una bolsa de vacío que se inserta entre la bandeja de carga y el conjunto laminado compuesto plano, acoplándose dicha bolsa de vacío a las juntas de sellado al vacío de la placa acanalada y, después de la aplicación de vacío, haciendo dicha bolsa de vacío que el conjunto laminado compuesto entre en contacto con los bloques de conformación del mandril; y, una pluralidad de actuadores que soportan la placa acanalada, pudiendo dichos actuadores variar su posición para inducir una curvatura deseada en la placa acanalada. Preferiblemente, el sistema de utillaje comprende además una herramienta de contorneado que se acopla a la placa acanalada, haciendo los actuadores que la placa acanalada entre en estrecho contacto con la herramienta de contorneado para inducir la curvatura deseada.
Preferiblemente, la bandeja de carga incorpora calentadores para calentar el conjunto laminado compuesto hasta la temperatura de conformación.
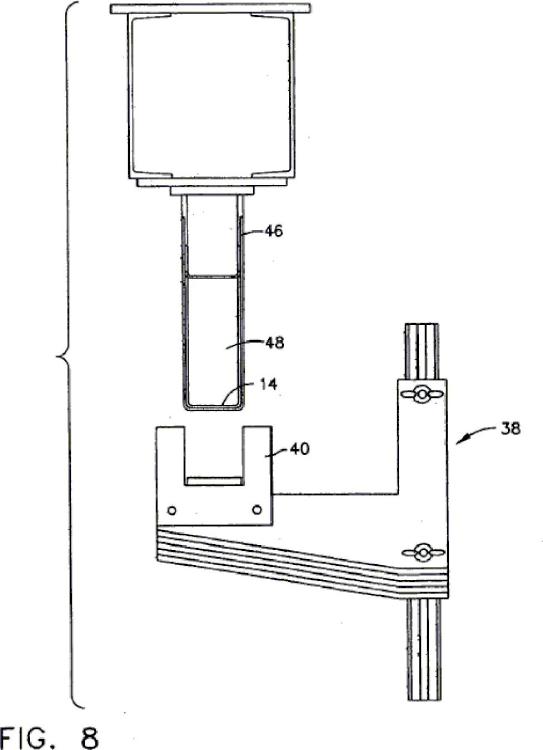
Preferiblemente, el sistema de utillaje comprende además una herramienta de transferencia que incorpora cabezales conformados que tienen una curvatura sustancialmente equivalente a la curvatura deseada de la placa acanalada y que pueden variar su posición con respecto al mandril para recibir un conjunto laminado compuesto conformado.
Preferiblemente, el sistema de utillaje comprende además una herramienta de curado contorneada que puede variar su posición para recibir el conjunto laminado compuesto conformado desde la herramienta de transferencia, siendo dicha herramienta de curado manipulable para soportar el conjunto laminado compuesto conformado en una autoclave en el curado.
Preferiblemente, la herramienta de curado se puede girar hasta una posición invertida para acoplarse al conjunto laminado compuesto conformado en la herramienta de transferencia y se puede girar hasta una posición vertical para soportar el conjunto laminado compuesto conformado en el curado y dicho sistema comprende además medios para fijar el conjunto laminado compuesto conformado a la herramienta de curado para el giro desde la posición invertida a la vertical.
Las enseñanzas de la presente invención se pueden implementar además en un método de conformación de componentes estructurales compuestos preimpregnados, que comprende colocar un conjunto laminado compuesto multicapa preimpregnado sobre una lámina de elastómero que recubre los lados y el fondo de una bandeja alargada que tiene paredes laterales y extremas verticales; calentar el conjunto laminado compuesto hasta una temperatura de conformación de aproximadamente 54º C (130º F) ; situar un mandril de conformación flexible que tiene un eje de flexión neutro en su superficie superior encima del conjunto laminado compuesto, de manera tal que se crea una cámara sellada entre el mandril y la bandeja alargada recubierta de elastómero; aplicar un vacío en la cámara sellada, haciendo... [Seguir leyendo]
Reivindicaciones:
1. Una herramienta de conformación para conjuntos laminados compuestos preimpregnados planos, que comprende:
un mandril (10) segmentado en una pluralidad de bloques de conformación montados contiguamente, estando dichos bloques de conformación dimensionados para recibir un conjunto laminado compuesto (14) extendido, con todas las partes del conjunto laminado compuesto sobre una superficie (16) que está separada de una superficie de conformación (11) de cada bloque;
una placa acanalada (12) que se acopla a la superficie de conformación (11) de los bloques de conformación; medios para mantener el conjunto laminado compuesto (14) extendido en contacto con los bloques de conformación; y, medios (34) para desplazar los bloques de conformación del mandril hasta una curvatura deseada, caracterizada por que los medios (34) para desplazar los bloques de conformación del mandril comprenden una pluralidad de actuadores espaciados entre sí fijados a la placa acanalada (12) , siendo dichos actuadores movibles para inducir una curvatura en la placa acanalada (12) .
2. La herramienta de conformación según se define en la reivindicación 1, en la que los medios para mantener el conjunto laminado compuesto (14) extendido en contacto comprenden una bolsa de vacío.
3. La herramienta de conformación según se define en la reivindicación 1, que comprende además una herramienta de contorneado (36) que se acopla a la placa acanalada (12) , haciendo los actuadores que la placa acanalada (12) entre en estrecho contacto con la herramienta de contorneado (36) .
5. La herramienta de conformación según se define en la reivindicación 4, en la que la herramienta de silleta incluye una segunda placa acanalada que hace contacto con una segunda superficie de conformación de los bloques de conformación del mandril y que tiene un segundo centro de curvatura. 7. Un método para la conformación de miembros estructurales preimpregnados que comprende las etapas de: proporcionar un mandril (10) que tiene una pluralidad de bloques de conformación en segmentos, estando dichos bloques de conformación dimensionados para recibir un conjunto laminado compuesto (14) extendido; mantener todas las partes del conjunto laminado compuesto sobre una superficie (16) que está separada de una superficie de conformación (11) de cada bloque durante la extensión; proporcionar una placa acanalada (12) ; acoplar la superficie de conformación (11) de los bloques de conformación con la placa acanalada (12) ; mantener el conjunto laminado compuesto (14) extendido en contacto con los bloques de conformación; caracterizado por proporcionar una pluralidad de actuadores (34) fijados en intervalos separados a la placa acanalada (12) ; y mover los actuadores (34) para inducir la curvatura en la placa acanalada (12) . 8. El método definido en la reivindicación 7, que comprende las etapas iniciales de proporcionar un conjunto laminado compuesto (14â?) plano; orientar para alinear el conjunto laminado compuesto con respecto al conjunto de segmentos de bloques de conformación; y 55 impulsar y hacer que el conjunto laminado compuesto entre en contacto, estando extendido, con los bloques de conformación. 9. El método definido en la reivindicación 8, en el que la etapa de impulsar y hacer que el conjunto laminado compuesto entre en contacto, estando extendido, comprende las etapas de: proporcionar una bolsa de vacío que rodea el conjunto laminado compuesto (14) plano y se acopla a la placa acanalada (12) ; y aplicar vacío en la bolsa de vacío para conformar el conjunto laminado compuesto alrededor de los bloques de conformación. 10. El método definido en la reivindicación 8, que comprende además la etapa de proporcionar una herramienta de contorneado (36) y en el que la etapa de mover los actuadores (34) comprende además impulsar y hacer que la placa acanalada (12) entre en estrecho contacto con la herramienta de contorneado (36) . 11. El método definido en cualquiera de las reivindicaciones 7 a 10, en el que la placa acanalada (12) comprende una silleta y la etapa de acoplarse a la superficie de conformación comprende montar el mandril segmentado en la silleta y la etapa de desplazar los bloques de conformación del mandril comprende aflojar y apoyar los bloques de conformación del mandril sobre la placa acanalada. 12. El método definido en la reivindicación 11, que comprende además la etapa de proporcionar una segunda placa acanalada, como una parte de la silleta, con un segundo centro de curvatura. 13. El método definido en la reivindicación 12, en el que la etapa de proporcionar un mandril incluye fijar los bloques de conformación en un eje neutro. 4. La herramienta de conformación según se define en cualquiera de las reivindicaciones 1 a 3, en la que la placa acanalada (12) comprende una herramienta de silleta que recibe la superficie de conformación (11) de los bloques de conformación y que tiene un primer centro de curvatura; y los medios (34) para desplazar los bloques de conformación del mandril comprenden un cable tensor, que se puede aflojar, que hace que los bloques de conformación entren en contacto mutuo.
6. La herramienta de conformación según se define en la reivindicación 5, que comprende además unos medios para fijar los bloques de conformación en un eje neutro.
Patentes similares o relacionadas:
Molde de soplado, del 27 de Mayo de 2020, de S.I.P.A. SOCIETA INDUSTRIALIZZAZIONE PROGETTAZIONE E AUTOMAZIONE - S.P.A.: Molde de soplado para recipientes de plástico que comprende - al menos dos semimoldes , - al menos dos soportes de semimolde […]
Molde de soplado, del 8 de Abril de 2020, de S.I.P.A. SOCIETA INDUSTRIALIZZAZIONE PROGETTAZIONE E AUTOMAZIONE - S.P.A.: Un molde de soplado, que define un eje longitudinal (X), para recipientes de plástico que comprende al menos dos semimoldes ; al menos dos soportes […]
MÁQUINA Y PROCEDIMIENTO PARA LA FABRICACIÓN DE ARTÍCULOS TRIDIMENSIONALES Y PLANTA DE FABRICACIÓN ASOCIADA A LA MISMA, del 30 de Marzo de 2020, de SIMPLICITY WORKS EUROPE, S. L. (100.0%): Máquina para la fabricación de artículos tridimensionales, que comprende un módulo de recepción configurado para recibir un molde (M1) formado por un cuerpo (M2) y […]
Proceso para la fabricación de productos de material compuesto empleando un molde con cojinetes, del 19 de Febrero de 2020, de AUTOMOBILI LAMBORGHINI S.P.A.: Proceso para la fabricación de productos elaborados de materiales compuestos, caracterizado por comprender las siguientes fases operativas: - la disposición de uno […]
Molde elaborado de un material compuesto y proceso para su fabricación, del 12 de Febrero de 2020, de AUTOMOBILI LAMBORGHINI S.P.A.: Molde para la fabricación de productos elaborado de materiales compuestos, en donde el molde comprende al menos una porción funcional (24, […]
Fabricación de paneles de material compuesto rígido, del 8 de Enero de 2020, de THE BOEING COMPANY: Aparato para la fabricación de un panel de material compuesto rígido, que comprende: una celda de formación que incluye una pluralidad de módulos de bloques de formación […]
Sistema de anuncio con conexión magnética, del 8 de Enero de 2020, de Sürücü, Mehmet: Un sistema de anuncio con conexión magnética utilizado para marcar las paredes laterales del neumático dentro de un molde de fabricación en un sector de fabricación […]
Aparato de moldeo de pulpa y moldes para su uso en el mismo, del 20 de Noviembre de 2019, de OrganoClick AB: Un par de mitades de molde de metal adecuadas para el moldeo de pulpa por compresión y calentamiento, que comprende una primera mitad […]