MATERIAL NO-TEJIDO UTILIZADO COMO PAÑO DE LIMPIEZA EN SECO, SU PROCEDIMIENTO DE FABRICACION Y SU INSTALACION PARA LA PRODUCCION.
Utilización de un material no-tejido spunbond con filamentos de polipropileno estructurado mediante unas estructuras de 1 a 3 mm de diámetro,
con un grado de estructuración, que indica la relación de la superficie estructurada a la superficie total del 20 al 60%, quedando comprendido el intervalo entre las estructuras, definido por la distancia entre los centros de las estructuras, entre 3 y 5 mm, teniendo el material no-tejido una resistencia a la rotura en tracción en un primer sentido comprendido entre 100 y 150 N/50 mm y en un segundo sentido perpendicular al primero, comprendido entre 80 y 120 N/50 mm, como trapo o paño de limpieza en seco
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2007/001091.
Solicitante: RIETER PERFOJET (S.A.).
Nacionalidad solicitante: Francia.
Dirección: Z.A. PRE-MILLET,38330 MONTBONNOT.
Inventor/es: NOELLE, FREDERIC, SERBI,SAID.
Fecha de Publicación: .
Fecha Concesión Europea: 27 de Enero de 2010.
Clasificación Internacional de Patentes:
- A47L13/16 NECESIDADES CORRIENTES DE LA VIDA. › A47 MOBILIARIO; ARTICULOS O APARATOS DE USO DOMESTICO; MOLINILLOS DE CAFE; MOLINILLOS DE ESPECIAS; ASPIRADORES EN GENERAL. › A47L LAVADO O LIMPIEZA DOMESTICA (cepillos A46B; limpieza de grandes cantidades de botellas o de otros objetos huecos de una sola especie B08B 9/00; lavado de la ropa D06F ); ASPIRADORES EN GENERAL (limpieza en general B08). › A47L 13/00 Instrumentos de limpieza de suelos, alfombras, muebles, paredes o sus revestimientos (cepillos, sus empuñaduras o mangos A46B, B25G; raspadoras para el trabajo de acabado del edificio E04F 21/00). › Tejidos; Tampones; Esponjas (esponjas metálicas para raspar A47L 13/07).
- D04H3/10B
Clasificación PCT:
- A47L13/16 A47L 13/00 […] › Tejidos; Tampones; Esponjas (esponjas metálicas para raspar A47L 13/07).
- D04H3/10 TEXTILES; PAPEL. › D04 TRENZADO; FABRICACION DEL ENCAJE; TRICOTADO; PASAMANERIA; NO TEJIDOS. › D04H FABRICACION DE TEJIDOS TEXTILES, p. ej. A PARTIR DE FIBRAS O MATERIALES FILAMENTOSOS (tejido D03; tricotado D04B; trenzado D04C; fabricación de redes D04G; costura D05B; implantación de pelos o mechones por picado D05C; terminación de los "no tejidos" D06 ); ARTICULOS FABRICADOS CON AYUDA DE ESTOS PROCEDIMIENTOS O APARELLAJE, p. ej. FIELTROS, NO TEJIDOS; GUATA; NAPA (telas no tejidas que tienen una capa intermedia o externa de género diferente, p. ej. una tela tejida, B32B). › D04H 3/00 No tejidos formados únicamente o principalmente de hilos o de materiales filamentosos similares de longitud sustancial. › con uniones entre hilos y filamentos realizadas mecánicamente.
Fragmento de la descripción:
Material no-tejido utilizado como paño de limpieza en seco, su procedimiento de fabricación y su instalación para la producción.
Campo técnico
La presente invención se refiere a materiales no-tejidos, que tienen unas características electrostáticas notables, a sus procedimientos de fabricación y a su utilización en calidad de trapos o paños de limpieza en seco.
Es un hecho conocido realizar unos materiales no-tejidos utilizados como trapos o paños de secado, que tienen unas estructuras complejas, por ejemplo, al menos una napa de filamentos continuos hidroenredados a una napa de fibras discontinuas termoplásticas.
Este material no-tejido tiene una gran resistencia mecánica gracias a las propiedades de las napas de filamentos incorporados. Además, estos materiales no-tejidos sometidos a una descarga corona tienen una caída reducida del potencial de superficie en el tiempo, lo que explica su buena calidad electrostática y su utilización como trapo de secado (EP 1 275 764).
Así pues, se ha encontrado lo que es objeto de la presente invención, un material no-tejido que tiene unas características electrostáticas mejores, menos costoso y más fácil de obtener mediante un procedimiento, que también le confiere una gran resistencia mecánica.
Por consiguiente, la invención tiene por objeto la utilización de un material no-tejido spunbond en filamentos de polipropileno estructurado por unas estructuras de 1 a 3 mm de diámetro con un grado de estructuración, que indica la relación de la superficie estructurada a la superficie total del 20 al 60%, estando comprendido el intervalo entre las estructuras, definido por la distancia entre los centros de las estructuras, entre 3 y 5 mm como trapo o paño de secado.
Con preferencia, el material no-tejido tiene una resistencia a la ruptura en tracción en un primer sentido, a saber, el sentido máquina, comprendido entre 100 y 150 N/50 mm, preferentemente entre 110 y 130 N/50 mm y en un segundo sentido perpendicular al primero, por consiguiente el sentido transversal, comprendido entre 80 y 120 N/50 mm, preferentemente, entre 90 y 110 N/50 mm.
Con preferencia, el material no-tejido tiene un alargamiento del 80 al 140% /10 N.
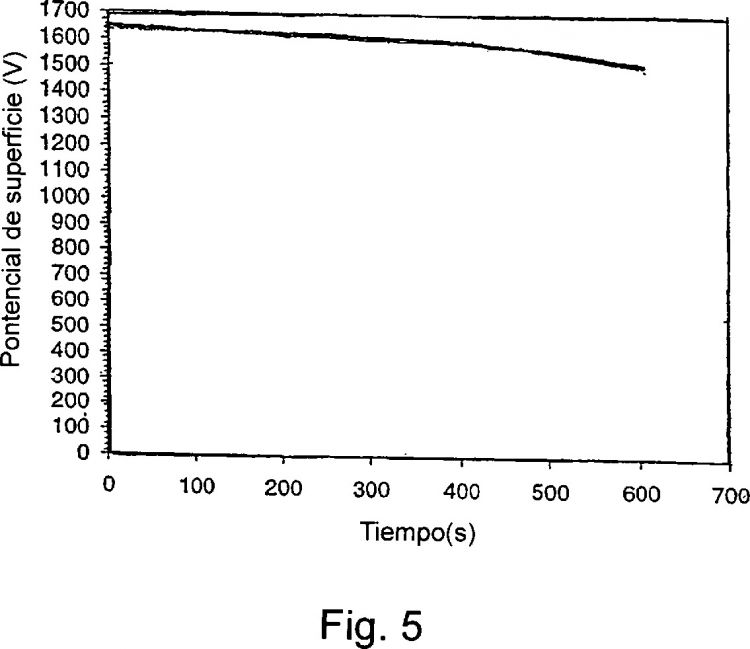
Con preferencia, el material no-tejido tiene una caída de potencial de superficie comprendida entre 100 y 150 V en 600 segundos.
Los filamentos tienen, preferentemente, un denier comprendido entre 1,8 y 2 y 2,2 y mejor entre 1,9 y 2,1.
Con preferencia, el material no-tejido tiene un gramaje de 30 a 60 g/m2 y en especial de 40 a 50 g/m2.
Según un modo de realización muy preferente del material no-tejido utilizado, las estructuras son unos calados.
Cuando un calado no es circular, se considera que su diámetro es la media de su dimensión mayor paralelamente a la superficie del material no-tejido y de su dimensión perpendicular a su dimensión mayor.
La invención tiene igualmente por objeto un procedimiento de producción de un material no-tejido, en el cual:
La invención también tiene por objeto una instalación, que comprende una torre spunbond, siendo extrudido, estirado y depositado sobre una cinta transportadora el haz de filamentos, enviando una napa a un dispositivo de consolidación por medio de unos chorros de agua proyectados sobre una de las caras de la napa para obtener una napa consolidada en sí misma enviada a un dispositivo de estructuración, en especial a un dispositivo de caladura, mediante unos chorros de agua. Según la invención, el dispositivo de estructuración está dispuesto de manera a proyectar unos chorros sobre la otra cara de la napa consolidada y comprende tres hileras o filas de chorros de un diámetro de 100 a 140 µm, preferentemente de 110 a 130 µm, estando comprendidos los intervalos entre los orificios de salida de los chorros en una misma fila entre 0,5 y 1,5 mm, estando comprendida la distancia entre la línea recta, que pasa por los centros de los orificios de salida de una fila, y la línea recta, que pasa por los de una fila adyacente, entre 0,25 y 1,2 mm y la distancia entre la perpendicular a dicha línea recta de una fila, que pasa por uno de sus orificios, y la perpendicular a dicha línea recta de una fila adyacente, que pasa por el orificio más próximo a dicho orificio, queda comprendida entre 0,25 y 0,75 mm.
El material no-tejido así obtenido se seca en un horno de aire atravesante y luego se recepciona sobre un dispositivo de enrollamiento.
La velocidad de paso del material no-tejido dentro de la instalación principalmente delante del puesto o estación de caladura queda comprendida entre 20 y 60 m al minuto, estando comprendida con preferencia entre 20 y 50 m al minuto. Una velocidad demasiado grande puede impedir la obtención de los calados.
En fin la invención tiene por objeto un material no-tejido tal como queda definido para el material no-tejido utilizado como trapo o paño de limpieza en seco según la invención.
Además, según la invención, en el caso del material no-tejido, los calados están con preferencia, exentos de filamentos que los atraviesan.
Según un modo de realización también a él preferido, los intervalos entre los calados están exentos en superficie de bucle formado de filamento.
Al obrar, con preferencia, mediante el procedimiento y en la instalación definida más arriba, se obtiene un material no-tejido, que, de una manera inesperada, tiene todas las cualidades requeridas para constituir un buen trapo o paño de limpieza y que, sobre todo, tiene una caída de potencial de superficie suficientemente lenta, de suerte que conserva sus propiedades de recogida de los polvos y de los hilos por vía electrostática tanto tiempo como sea posible, propiedades, que le son conferidas mediante el simple frotamiento realizado en el momento de la operación de limpieza. De una manera inesperada, los desniveles provocados por los calados no dificultan el paso del trapo o paño de limpieza sobre la superficie a limpiar sobre todo cuando las partes llenas del material no-tejido ya no presentan bucles de enganche u otra pilosidad y los calados mejoran el procedimiento de caída de potencial. A este respecto un trapo o paño horadado es más eficaz que un paño o trapo con superficie lisa. La invención también atañe a un procedimiento de limpieza, que consiste en limpiar o secar una superficie con la ayuda de un material no-tejido según la invención.
El trapo o paño de limpieza según la invención se puede utilizar en especial, para la limpieza en seco de todas las superficies, en especial de metal, de material plástico, de cerámica, de vidrio, de tejido, de la manera siguiente:
Se tiene con una mano el trapo o paño y se aplica sobre la superficie a limpiar con un desplazamiento rectilíneo o bien mediante pequeños círculos.
Las pruebas de laboratorio de medida del espesor, de volumen de masa, de resistencia en el sentido longitudinal y en el sentido transversal, de alargamiento en el sentido longitudinal y en el sentido transversal, de desgarro en sentido longitudinal y sentido transversal se llevan a cabo según las normas ERT de la EDANA (European Disposables and Nonwovens Association), a saber:
a) Espesor
Se...
Reivindicaciones:
1. Utilización de un material no-tejido spunbond con filamentos de polipropileno estructurado mediante unas estructuras de 1 a 3 mm de diámetro, con un grado de estructuración, que indica la relación de la superficie estructurada a la superficie total del 20 al 60%, quedando comprendido el intervalo entre las estructuras, definido por la distancia entre los centros de las estructuras, entre 3 y 5 mm, teniendo el material no-tejido una resistencia a la rotura en tracción en un primer sentido comprendido entre 100 y 150 N/50 mm y en un segundo sentido perpendicular al primero, comprendido entre 80 y 120 N/50 mm, como trapo o paño de limpieza en seco.
2. Procedimiento de limpieza en seco de una superficie, caracterizado por el hecho de que se seca, enjuga o limpia la superficie con un material no-tejido spunbond con filamentos de polipropileno estructurado mediante unas estructuras de 1 a 3 mm de diámetro, con una tasa de estructuración, que indica la relación de la superficie estructurada a la superficie total del 20 al 60%, estando comprendido el intervalo entre las estructuras, definido por la distancia entre los centros de las estructuras, entre 3 y 5 mm, teniendo el material no-tejido una resistencia a la rotura en tracción en un primer sentido comprendido entre 100 y 150 N/50 mm y en un segundo sentido perpendicular al primero, comprendido entre 80 y 120 N/50 mm, como trapo o paño de limpieza en seco.
3. Utilización o procedimiento según la reivindicación 1 o 2, caracterizado por el hecho de que el material no-tejido tiene una resistencia a la rotura en tracción en un primer sentido comprendido entre 100 y 150 N/50 mm y en un segundo sentido perpendicular al primero, comprendido entre 80 y 120 N/50 mm.
4. Utilización o procedimiento según la reivindicación 1 o 2, caracterizado por el hecho de que los filamentos tienen un denier comprendido entre 1,8 y 2,2.
5. Utilización o procedimiento según una de las reivindicaciones precedentes, caracterizado por el hecho de que las estructuras son unos calados.
6. Utilización o procedimiento según una de las reivindicaciones precedentes, caracterizado por el hecho de que el material no-tejido tiene un alargamiento comprendido entre el 80 y el 140%/10 N.
7. Utilización o procedimiento según una de las reivindicaciones precedentes, caracterizado por el hecho de que el material no-tejido tiene una declinación o caída de potencial de superficie comprendida entre 100 y 150 V en 600 segundos.
8. Utilización o procedimiento según una de las reivindicaciones precedentes, en el cual se limpia una superficie de metal, de material plástico, de cerámica, de vidrio o de tejido.
9. Procedimiento de producción de un material no-tejido, en el cual
caracterizado por el hecho de que
10. Instalación de producción en un material no-tejido, que comprende:
- una torre (1) spunbond que envía una napa a un dispositivo (7, 8, 9) de consolidación por medio de chorros de agua proyectados sobre una de las caras de la napa para obtener una napa consolidada enviada a un dispositivo (9, 10) de estructuración, en especial, a un dispositivo de caladura, por medio de chorros de agua, caracterizada por el hecho de que el dispositivo de estructuración está dispuesto de manera a proyectar unos chorros sobre la otra cara de la napa consolidada y comprende tres hileras o filas de chorros, de un diámetro de 100 a 140 µm, con preferencia, de 110 a 130 µm, estando comprendidos entre 0,5 y 1,5 mm los intervalos entre las orificios de salida de los chorros dentro de una misma fila o hilera, estando comprendida entre 0,25 y 1,2 mm la distancia entre la línea recta, que pasa por los centros de los orificios de salida de una hilera o fila, y la línea recta, que pasa por los de una hilera o fila contigua, y la distancia entre la perpendicular a dicha línea recta de una hilera o fila, que pasa por uno de sus orificios, y la perpendicular a dicha línea recta de una hilera o fila contigua, que pasa por el orificio más próximo a dicho orificio, está comprendida entre 0,25 y 0,75 mm.
11. Material no-tejido con filamentos de polipropileno estructurado mediante unas estructuras, con preferencia, por unos calados, de 1 a 3 mm de diámetro, con una tasa de estructuración, que indica la relación de la superficie estructurada a la superficie total del 20 al 60%, estando comprendido entre 3 y 5 mm el intervalo entre las estructuras definidas por las distancias entre los centros de las estructuras, teniendo el material no-tejido una resistencia a la rotura en tracción en un primer sentido comprendido entre 100 y 150 N/50 mm y en un segundo sentido perpendicular al primero comprendido entre 80 y 120 N/50 mm y un gramaje comprendido entre 30 y 60 g en el m2, quedando comprendida la declinación o caída de potencial entre 100 y 150 V.
12. Material no-tejido según la reivindicación 11, caracterizado por el hecho de que los calados están exentos de filamentos, que los atraviesen.
13. Material no-tejido según las reivindicaciones 11 y 12, caracterizado por el hecho de que los intervalos entre los calados están exentos de bucle formado de filamento.
Patentes similares o relacionadas:
TEXTIL MEJORADO PARA ARTICULOS DE LIMPIEZA, del 15 de Junio de 2020, de PASTOR FITA,JUAN EMILIO: 1. Textil mejorado para artículos de limpieza, caracterizado por el hecho de que comprende un tejido constituido por una microfibra trenzada resultante de un tratamiento […]
Paño de limpieza para un dispositivo de limpieza, del 10 de Junio de 2020, de VORWERK & CO. INTERHOLDING GMBH: Paño de limpieza para un dispositivo de limpieza , en especial para un dispositivo de limpieza accionado por motor, preferiblemente para su fijación […]
ACCESORIO DE LIMPIEZA MULTIFUNCIONAL ENCASTRABLE EN MANGOS DE UTENSILIOS DE LIMPIEZA, KIT QUE LO CONTIENE Y MANGO ACOPLADO AL MISMO, del 4 de Junio de 2020, de SORIANO CLOT, Montse: Accesorio de limpieza multifuncional encastrable en mangos de utensilios de limpieza, kit que lo contiene y mango acoplado al mismo; donde el accesorio comprende un cuerpo esponjoso, […]
Proceso para fabricar sustratos de fregado y sustratos hechos a partir de ellos, del 3 de Junio de 2020, de THE CLOROX COMPANY: Un proceso en línea para producir un sustrato de fregado, comprendiendo el proceso: (a) fundir un material de resina polimérica; (b) extrudir o dispensar de otro […]
Esponja de fibra vegetal para uso doméstico, del 28 de Mayo de 2020, de ENDEIZA ROZAS, Itziar: Esponja de fibra vegetal para uso doméstico la cuales un cuerpo cilíndrico unido de forma permanente en sus extremos y que tiene […]
Hoja de limpieza, del 13 de Mayo de 2020, de Yamada, Kikuo: Una hoja de limpieza que comprende un substrato de la hoja y múltiples líneas (3a) de partes de cepillo dispuestas sobre al menos una superficie […]
Mopa plana, en particular mopa plana de un solo uso, del 15 de Abril de 2020, de Hydroflex Group GmbH: Mopa plana con un lado frontal o de limpieza provista de una estructura de ribetes o lazos y un lado posterior o de cubierta, que comprende por lo […]
MÉTODO PARA EL FREGADO DE UNA SUPERFICIE Y APARATO AUTO-DESPLAZABLE DE LIMPIEZA, del 31 de Marzo de 2020, de CECOTEC INNOVACIONES, S.L: La invención se refiere a un método para el fregado de una superficie (S) y a un aparato (R) auto-desplazable de limpieza. El aparato (R) […]