MATERIAL ESPUMADO CON SUPERFICIE DENSIFICADA.
Procedimiento para la producción de un material espumado densificado superficialmente,
caracterizado porque
éste se obtiene mediante un calentamiento y una aplicación de presión a partir de un cuerpo moldeado de material sintético espumado, homogéneo, usual en el comercio, a base de un material espumado de poli((met)acrilimida)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2003/006184.
Solicitante: EVONIK ROHM GMBH.
Nacionalidad solicitante: Alemania.
Dirección: KIRSCHENALLEE,64293 DARMSTADT.
Inventor/es: GEDULDIG, ROLAND, LANG,UWE.
Fecha de Publicación: .
Fecha Concesión Europea: 14 de Abril de 2010.
Clasificación Internacional de Patentes:
- B29C44/56F2
- B32B5/18 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 5/00 Productos estratificados caracterizados por la heterogeneidad o estructura física de una de las capas (B32B 9/00 - B32B 29/00 tienen prioridad). › caracterizados por el hecho de que una de las capas contiene un material en forma de esponja o esencialmente poroso.
- C08J9/36 QUIMICA; METALURGIA. › C08 COMPUESTOS MACROMOLECULARES ORGANICOS; SU PREPARACION O PRODUCCION QUIMICA; COMPOSICIONES BASADAS EN COMPUESTOS MACROMOLECULARES. › C08J PRODUCCION; PROCESOS GENERALES PARA FORMAR MEZCLAS; TRATAMIENTO POSTERIOR NO CUBIERTO POR LAS SUBCLASES C08B, C08C, C08F, C08G o C08H (trabajo, p. ej. conformado, de plásticos B29). › C08J 9/00 Producción de sustancias macromoleculares para producir artículos o materiales porosos o celulares; Su tratamiento posterior (aspectos mecánicos del modelado de materias plásticas o sustancias en estado plástico para la fabricación de objetos porosos o celulares B29C). › Tratamiento posterior (C08J 9/22 tiene prioridad).
Clasificación PCT:
- B29C44/56 B […] › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 44/00 Conformación por presión interna generada en el material, p. ej. por hinchamiento o por espumación. › Post-tratamiento de objetos, p. ej. para cambiar su forma.
- B32B5/18 B32B 5/00 […] › caracterizados por el hecho de que una de las capas contiene un material en forma de esponja o esencialmente poroso.
- C08J9/36 C08J 9/00 […] › Tratamiento posterior (C08J 9/22 tiene prioridad).
Clasificación antigua:
- B29C44/56 B29C 44/00 […] › Post-tratamiento de objetos, p. ej. para cambiar su forma.
- B32B5/18 B32B 5/00 […] › caracterizados por el hecho de que una de las capas contiene un material en forma de esponja o esencialmente poroso.
- C08J9/36 C08J 9/00 […] › Tratamiento posterior (C08J 9/22 tiene prioridad).
Fragmento de la descripción:
Material espumado con superficie densificada.
El presente invento se refiere a un procedimiento para la producción de materiales espumados con superficies densificadas, al material espumado con superficies densificadas y a la utilización del material espumado conforme al invento.
Estado de la técnica
El documento de patente alemana DE 19 925 787 describe un procedimiento para la producción de membranas para altavoces mediante estratificación de un cuerpo de material espumado a base de ROHACELL® con una capa de cubrimiento. La capa de cubrimiento sirve para la elevación de la resistencia mecánica. La estratificación se efectúa en una prensa a unas temperaturas situadas por encima de 160ºC y a unas presiones > 0,4 Mpa. Acerca de las propiedades mecánicas del cuerpo moldeado de material espumado a solas, sin la capa de cubrimiento aplicada por estratificación, no se realiza ninguna manifestación.
El documento DE 2.147.528 describe un cuerpo moldeado con una sección transversal en forma de celdillas (celular), y con una piel cerrada integral (enteriza), que resulta mediante una aplicación de calor y presión a un polímero en emulsión constituido a base de ésteres de los ácidos acrílico y metacrílico y de acetato de vinilo. La piel cerrada puede llevar también unos ornamentos decorativos.
El documento DE 2.229.465 describe unos cuerpos moldeados celulares con unas ventanas transparentes integrales. Un polímero en emulsión a base de acrilatos y metacrilatos se carga dentro de un molde adecuado y, mediante un prensado entre dos moldes de matriz calentados, es cambiado de forma (reconformado) en los sitios deseados para dar un material sintético transparente.
En ambos casos, se obtienen unas superficies altamente brillantes y lisas.
El documento de patente europea EP 272.359 describe un procedimiento para la producción de un cuerpo de material compuesto, en el que un núcleo de material espumado a base de un PVC (poli(cloruro de vinilo) o un PU (poli(uretano)) se estratifica y se incorpora en un molde cerrado, que corresponde al cuerpo de material compuesto que se debe de producir. La presión de expansión de la espuma sirve para la producción de la unión entre la espuma y el estratificado.
Misión
Se conocen cuerpos espumados de materiales sintéticos a base de ROHACELL® y son comercializados por la entidad Röhm GmbH & Co KG. Ellos sirven para la producción de piezas a base de un núcleo de ROHACELL® y de una capa de cubrimiento. Como capa de cubrimiento se puede emplear cualquier conocida estructura laminar plana, que sea estable en el caso de los parámetros de elaboración, que son necesarios para la producción del producto final, tales como la presión y la temperatura. Pertenecen a ellos, entre otros cuerpos, por ejemplo, unas láminas que contienen un polipropileno, un poliéster, una poliamida, un poliuretano, un poli(cloruro de vinilo), un poli((met)acrilato de metilo) y/o un metal, tal como, por ejemplo, aluminio. De manera preferida, se pueden utilizar, además, unas esterillas o bandas continuas, que comprenden fibras de vidrio, fibras de carbono y/o fibras de aramida. Como capa de cubrimiento se pueden emplear también unas bandas continuas, que tienen una estructura de múltiples capas.
De manera preferida, se pueden emplear, por ejemplo, materiales preimpregnados. Éstos son unas bandas continuas previamente impregnadas con materiales sintéticos endurecibles, en la mayoría de los casos unas esterillas de fibras de vidrio o unos tejidos de filamentos de vidrio, que se pueden elaborar mediante un prensado en caliente para dar piezas moldeadas o un producto semiacabado. A éstos pertenecen, entre otros, los denominados GMT (acrónimo de Glas Mat (reinforced) Thermoplast (moulding) = (composiciones de moldeo de) Materiales Termoplásticos (reforzados por) Esterillas de Vidrio) y SMC (acrónimo de "Sheet Molding Compounds" = Composiciones de Moldeo de Láminas). En todos los procedimientos de estratificación y de infusión en húmedo, tales como, por ejemplo, el VARI (acrónimo de "Vaccuum Assisted Resin Infusión" = Infusión de Resina Asistida por Vacío), el RTM (acrónimo de "Resin Transfer Molding" = Moldeo por Transferencia de Resina), el VARTM (acrónimo de "Vaccuum-Assisted Resin Transfer Molding" = Moldeo por Transferencia de Resina Asistido por Vacío), el RLI (acrónimo de "Resin Liquid Infusion" = Infusión Líquida de Resinas), el SCRIMP (acrónimo de "Seemann's Resin Infusión Molding Process" = Proceso de Moldeo por Infusión de Resina de Seemann), el DPRTM (acrónimo de "Difference Pressure Resin Transfer Molding" = Moldeo por Transferencia de Resina por Diferencia de Presiones) o el SLI (acrónimo de "Single Line Infusion" = Infusión en una sola línea), una resina líquida moja a la superficie del cuerpo de material espumado y penetra superficialmente en los poros del cuerpo de material espumado y proporciona de este modo pérdidas de resina y un peso adicional.
Por lo demás, también se conocen unos materiales sintéticos reforzados por fibras de carbono, que se adecuan especialmente como capas de cubrimiento.
De manera preferida, el espesor de la capa de cubrimiento se sitúa en el intervalo de 0,05 a 10 mm, de manera preferida en el intervalo de 0,1 a 5 mm, y de manera muy especialmente preferida en el intervalo de 0,5 a 2 mm.
Para el mejoramiento de la adhesión se puede emplear tambien un pegamento.
La cantidad del pegamento que se debe de aplicar, constituye un problema. En las utilizaciones usuales, la cantidad del pegamento es aproximadamente de 500 g/m2 de área de superficie del material compuesto. Para unas aplicaciones, que son críticas en cuanto al peso, este hecho constituye un problema, puesto que una parte del pegamento penetra en los poros del material espumado y ya no está a disposición para la formación de la capa adhesiva.
Este problema se resolvía hasta ahora mediante el recurso de que, en una etapa de trabajo realizada antes de la aplicación del pegamento, se alisaba la superficie del material espumado con una ligera masa de emplastecido.
Este procedimiento es, no obstante, desventajoso, ya que requiere una etapa adicional de trabajo.
Por consiguiente, subsistía la misión de poner a disposición un cuerpo espumado de material sintético, que se distinga por una absorción reducida de la resina, con la misma fuerza adhesiva, o que tenga una absorción reducida de la resina, cuando el núcleo de la espuma se emplea como una herramienta volátil (en inglés "fly-away-tool").
Solución al problema
Los cuerpos de materiales espumados, que son relevantes para el procedimiento del invento, se componen de una espuma de poli((met)acrilimida).
La notación "(met)acrílico" comprende los términos metacrílico, acrílico así como mezclas de ambos.
Las espumas de poli((met)acrilimida) para capas de núcleo de membranas, contienen unas unidades recurrentes, que se pueden reproducir por medio de la fórmula (I),
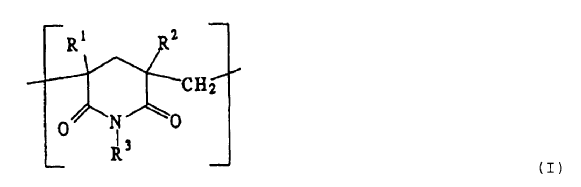
en la que
R1 y R2 son iguales o diferentes y representan hidrógeno o un grupo metilo y
R3 representa hidrógeno o un radical alquilo o arilo con hasta 20 átomos de carbono, siendo preferido el hidrógeno.
De manera preferida, la unidades con la estructura (I) constituyen más que 30% en peso, de manera especialmente preferida más que 50% en peso, y de manera muy especialmente preferida más que 80% en peso de la espuma de poli((met)acrilimida).
La producción de materiales espumados duros de poli((met)acrilimida), que son empleables conforme al invento, es conocida y se divulga, por ejemplo, en los documentos de patente británica GB-PS 1.078.425 y 1.045.229, de patente alemana DE-PS 1.817.156 (= documento de patente de los EE.UU. US-PS 3.627.711) o en el documento DE-PS 27.26.259 (= documento US-PS 4.139.685).
Así, las unidades con la fórmula estructural (I) se pueden formar, entre otros modos, al calentar a 150 hasta 250ºC, a partir de unas unidades contiguas de ácido (met)acrílico y de (met)acrilonitrilo mediante una reacción de isomerización ciclizante (compárense los documentos DE-C 18 17 156, DE-C 27 26 259, y el de patente europea EP-B 146.892). Usualmente, se produce en primer lugar un producto previo mediante polimerización de los monómeros en presencia de un agente iniciador por radicales a unas bajas temperaturas,...
Reivindicaciones:
1. Procedimiento para la producción de un material espumado densificado superficialmente,
caracterizado porque
éste se obtiene mediante un calentamiento y una aplicación de presión a partir de un cuerpo moldeado de material sintético espumado, homogéneo, usual en el comercio, a base de un material espumado de poli((met)acrilimida).
2. Procedimiento de acuerdo con la reivindicación 1, caracterizado porque la temperatura de reconformación se sitúa entre 170ºC y 250ºC.
3. Procedimiento de acuerdo con la reivindicación 1, caracterizado porque la temperatura de reconformación se sitúa entre 200ºC y 240ºC.
4. Procedimiento de acuerdo con la reivindicación 1, caracterizado porque la temperatura de reconformación se sitúa entre 180ºC y 200ºC.
5. Procedimiento de acuerdo con la reivindicación 1, caracterizado porque, al realizar la reconformación, la presión se sitúa entre 0,1 Mpa y 16 Mpa.
6. Procedimiento de acuerdo con la reivindicación 1, caracterizado porque, al realizar la reconformación, la presión se sitúa entre 0,1 Mpa y 1 Mpa.
7. Procedimiento de acuerdo con la reivindicación 1, caracterizado porque, al realizar la reconformación, la presión se sitúa entre 1 Mpa y 7 Mpa.
8. Cuerpo moldeado de material espumado, densificado superficialmente, que es obtenible de acuerdo con un procedimiento de las reivindicaciones 1 - 4, caracterizado porque la absorción de resina es menor que 500 g/cm2 y porque la resistencia a la compresión superficial, medida según la norma DIN 5342, es de por lo menos 0,4 Mpa.
9. Utilización del cuerpo de material espumado, densificado superficialmente, de acuerdo con la reivindicación 8 como un núcleo perdido en una construcción en emparedado.
10. Utilización del cuerpo de material espumado, densificado superficialmente, de acuerdo con la reivindicación 8 para la producción de vehículos acuáticos, terrestres, aeronáuticos y astronáuticos.
11. Vehículos acuáticos, terrestres, aeronáuticos y astronáuticos, caracterizados porque son producidos mediando utilización de un cuerpo de material espumado densificado superficialmente de acuerdo con la reivindicación 8.
12. Utilización del cuerpo de material espumado, densificado superficialmente, de acuerdo con la reivindicación 8, para la producción de piezas para vehículos acuáticos, terrestres, aeronáuticos y astronáuticos.
13. Piezas para la producción de vehículos acuáticos, terrestres, aeronáuticos y astronáuticos, caracterizadas porque éstas son producidas a partir del material espumado de acuerdo con la reivindicación 8.
14. Utilización del cuerpo de material espumado, densificado superficialmente, de acuerdo con la reivindicación 8, para la producción de estructuras en emparedado en la construcción de máquinas.
15. Utilización del cuerpo de material espumado, densificado superficialmente, de acuerdo con la reivindicación 8, para la producción de estructuras en emparedado en la construcción de aparatos deportivos.
Patentes similares o relacionadas:
Película compuesta y producto textil que comprende la misma, del 8 de Julio de 2020, de YIE-CHENG TEXTILE TECHNOLOGY CO., LTD: Una película compuesta , que comprende: una capa de película de politetrafluoroetileno ; y una capa elástica de poliuretano unida a la capa de película de […]
Refuerzo de fibra de espumas que contienen agentes expansores, del 24 de Junio de 2020, de BASF SE: Procedimiento para fabricar una pieza moldeada con al menos una fibra (F), caracterizado porque en una pieza moldeada hecha de espuma que contiene agente expansor se introduce […]
 Un método y aparato para producir un laminado de película para un material de envasado laminado, del 24 de Junio de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un método para proporcionar un laminado de película que comprende un sustrato y una película de polímero , siendo el laminado de película adecuado […]
Un método y aparato para producir un laminado de película para un material de envasado laminado, del 24 de Junio de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un método para proporcionar un laminado de película que comprende un sustrato y una película de polímero , siendo el laminado de película adecuado […]
ARTÍCULO DE ENVASADO, del 14 de Mayo de 2020, de UROLA, S.COOP.: Artículo de envasado que comprende un material multicapa coextruido, comprendiendo el material multicapa coextruido una capa realizada […]
Material compuesto textil de absorción de sonido, del 22 de Abril de 2020, de CARL FREUDENBERG KG: Material compuesto textil de absorción de sonido con una resistencia a la corriente de desde 250 Ns/m3 hasta 5000 Ns/m3, que comprende […]
Mejora dimensional de material compuesto de poliuretano para cuero artificial, del 22 de Abril de 2020, de SAGE AUTOMOTIVE INTERIORS, INC: Un material compuesto gofrado, incluyendo: una capa de poliuretano; una capa de espuma carente de recuperación de forma que tiene una superficie superior y una superficie […]
Refuerzo con fibras de espumas de segmentos unidos entre sí, del 22 de Abril de 2020, de BASF SE: Cuerpo moldeado de espuma, donde la espuma comprende al menos dos segmentos de espuma unidos entre si, caracterizados porque al menos una fibra (F) esta ubicada con una region […]
Panel de suelo, del 15 de Abril de 2020, de Flooring Industries Limited, SARL: Panel de suelo del tipo que comprende al menos un sustrato y una capa superior provista sobre este sustrato , en el que dicha capa superior comprende un motivo […]