MASCARA DE PROTECCION PARA EL TRATAMIENTO SUPERFICIAL DE ALABES DE TURBOMAQUINAS.
Una máscara de protección para el tratamiento de superficies (17) de un álabe (10) de turbomáquina que comprende aletas,
dispuesta alrededor de dichas superficies resistente a los efectos del tratamiento de superficie, constituyendo al mismo tiempo un utillaje desmontable y reutilizable, caracterizada por el hecho de que al estar situadas dichas superficies en extremidad de la aleta, está compuesta por semi-coquillas (233) que abarcan la forma de las aletas según una chimenea y de las caras (19) del álabe (10) contiguas a las aletas, y que comprenden aberturas que dejan aparecer dichas superficies a tratar
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07113930.
Solicitante: SNECMA.
Nacionalidad solicitante: Francia.
Dirección: 2, BOULEVARD DU GENERAL MARTIAL VALIN,75015 PARIS.
Inventor/es: OUSSAADA,LHOCINE, LABROUSSE,THIERRY, BELKHEIR,THIERRY, COLAS,CLAUDE, MEHDAOUI,HABIB, POLIS,CHRISTIAN.
Fecha de Publicación: .
Fecha Solicitud PCT: 26 de Noviembre de 2004.
Fecha Concesión Europea: 6 de Enero de 2010.
Clasificación Internacional de Patentes:
- B24C1/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B24 TRABAJO CON MUELA; PULIDO. › B24C TRATAMIENTO POR CHORRO ABRASIVO O CHORRO ANALOGO, CON MATERIALES EN PARTICULAS. › B24C 1/00 Métodos para la utilización del chorro abrasivo con vistas a la realización de un trabajo determinado; Utilización de equipos auxiliares vinculados a estos métodos. › para trabajar únicamente ciertas partes de una superficie, p. ej. para grabar la piedra o el vidrio.
Clasificación PCT:
- B24C1/04 B24C 1/00 […] › para trabajar únicamente ciertas partes de una superficie, p. ej. para grabar la piedra o el vidrio.
Países PCT: Alemania, España, Francia, Reino Unido, Italia.
Fragmento de la descripción:
Máscara de protección para el tratamiento superficial de álabes de turbomáquinas.
El invento se refiere a la protección de superficies de álabes de turbomáquinas previamente a un tratamiento de superficie parcial que presenta un carácter abrasivo o simplemente inapropiado a las superficies que no se han de tratar. Se refiere también a la aplicación de una protección de superficie para cualquier pieza mecánica que deba ser sometida a un tratamiento de superficie similar.
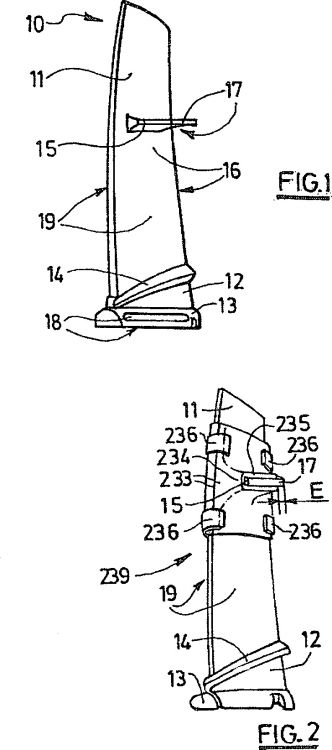
Con referencia a la fig. 1, un álabe 10 de turbomáquina, aquí de compresor o de soplante de turborreactor, se compone de una pala 11 que lleva una cara intradós y una cara extradós 19, de una parte inferior 12 y de un pié 13 que se encaja en un alvéolo axial previsto en el eje del disco central de la máquina que lo soporta (no representada). Una plataforma 14 separa la pala 11 de la parte inferior 12.
El disco central lleva así un cierto número de álabes cuyas palas son todas mantenidas equidistantes unas de otras en particular por aletas 15 situadas sobre una parte media de cada cara de las palas, y de las que, para dos aletas adyacentes de dos palas contiguas, las extremidades están en contacto.
El tratamiento de superficie del álabe 10, generalmente de titanio o de aleación de titanio, comprende un primer tratamiento E1 de la superficie por arenado para aumentar su rugosidad, en preparación de una segunda etapa E2 llamada de metalización con depósito por proyección térmica. Es el caso en particular de la proyección por medio de un soplete de plasma, bien de una aleación de cobre, por ejemplo Cu-Ni-In (cobre-níquel-indio), cuya ductilidad permite amortiguar las vibraciones del motor en funcionamiento al nivel de los contactos de los álabes con el disco central, bien de carburo de tungsteno, por ejemplo WC-Co (carburo de tungsteno-cobalto) cuya dureza permite evitar el desgaste ocasionado por los rozamientos entre las aletas adyacentes.
El soplete de plasma proyecta el revestimiento de aleación a gran velocidad y a una temperatura elevada (por encima de 2.500ºK) sobre la superficie a tratar para obtener su adherencia.
Las etapas E1 son muy abrasivas y las etapas E2 son indeseables fuera de las superficies a tratar. Necesitan en el caso del tratamiento de las aletas, interponer una protección entre los útiles de arenado y/o los sopletes de plasma y las caras 19 de los álabes 10 de forma que sustraiga estos últimos a sus efectos. Más precisamente, sólo las superficies 17 de las extremidades de aletas 15 destinadas a ser puestas en contacto con las superficies 17 de las otras aletas de los álabes contiguos, son sometidas, durante la fabricación, a los tratamientos de superficie anteriores. Además las dos caras 19 de la pala 11 presentan superficies en hélice, de geometría muy precisa, que es necesario proteger.
En el caso del tratamiento del pie, las únicas superficies 18 de contacto, situadas a uno y otro lado 13 del pie del ála-be 10 han de ser revestidas. Las otras zonas 12 y 13 del pie deben ser protegidas al menos durante el tratamiento E2.
Actualmente, para ello, el operador aplica manualmente cintas adhesivas que tienen una resistencia mecánica y térmica suficiente alrededor de las superficies a tratar.
Estas operaciones manuales son largas y fastidiosas a causa de la complejidad de las formas de los álabes, de la precisión requerida y de la poca accesibilidad de las superficies a proteger. No aseguran una calidad de nivel constante ya que no son perfectamente repetitivas y que una mala adhesión de las cintas adhesivas presenta un riesgo de enmascaramiento o sea de despegue del revestimiento depositado. Además durante la metalización, se comprueba que partículas alcanzan la capa en formación después de haber rebotado sobre la superficie de protección. La calidad de la adherencia o de la homogeneidad de estas partículas no es entonces suficiente, y las zonas correspondientes son menos resistentes a las solicitaciones aplicadas sobre turbomáquinas.
Existe por lo tanto una necesidad de mejorar la productividad y la calidad de estas operaciones.
Por otra parte los operadores sobre estas operaciones están sometidos a tensiones nerviosas debidas en particular a la atención mantenida necesaria para su ejecución; están también expuestos a riesgos de trastornos músculo-esqueléticos (TMS) como consecuencia de la realización de acciones repetitivas.
Una máscara de protección según el preámbulo de la reivindicación 1ª está descrita en el documento EP 0.925.844.
Para remediar todos estos inconvenientes, la solicitante propone una máscara de protección para el tratamiento de superficie de superficies de álabes de turbomáquinas dispuesto para resistir los efectos del tratamiento de superficie y para poder ser aplicado sobre la superficie a proteger según la reivindicación 1ª.
El tratamiento de superficie comprende una etapa de arenado y/o una etapa de metalización.
Por utillaje, se designa una pieza o un conjunto de piezas al menos en parte rígidas cuya forma y materiales están adaptados al enmascaramiento de las partes de superficies a proteger. Los materiales del utillaje son también capaces de resistir al entorno operatorio de las operaciones E1 y E2. Gracias al utillaje del invento, se suprime toda operación de aplicación manual de cinta adhesiva, y el enmascaramiento es perfectamente repetitivo.
De preferencia, al entrañar la etapa E2 una elevación de temperatura, la máscara de protección está dispuesta para resistir a los efectos térmicos del tratamiento de superficie, aquí un depósito plasma.
De preferencia aún, al necesitar la etapa E2 un tratamiento mecánico previo, la máscara de protección de la etapa E1 es de un material resistente a la acción abrasiva de un arenado.
Ventajosamente, la máscara de protección es de acero inoxidable o de material de silicona o de material de polímero.
Eventualmente, la máscara puede servir a la vez para el arenado y para el depósito de plasma.
El invento será mejor comprendido con la ayuda de la descripción siguiente de una máscara de protección para una aplicación del invento y del dibujo adjunto en el que:
La fig. 1 representa una vista en perspectiva de un álabe de compresor;
La fig. 2 representa una vista en perspectiva de una aplicación del invento, consistente en una máscara para la protección de las superficies de un álabe contra el arenado y el depósito de plasma sobre las superficies a tratar de sus aletas.
En la medida en que el soplete de plasma T es colocado preferentemente de forma perpendicular a la superficie a tratar, las paredes de la ventana son también perpendiculares a esta superficie. La ventana permite el paso de las partículas de metal en fusión durante la operación de metalización con el soplete de plasma. Esta disposición presenta la ventaja de que las partículas de metal en fusión salidas del soplete de plasma que no son dirigidas en el eje de la ventana se depositan sobre la máscara en la zona que bordea la ventana sin ser reflejadas hacia el interior. Estas partículas no vienen por tanto a perturbar la capa en formación por rebote. Después de aplicación de una capa de espesor deseado, se retira la máscara. El revestimiento tiene exactamente la forma definida por la de la ventana; no es necesario proceder a una operación de retoque.
Se vuelve a poner en servicio la máscara para el tratamiento de otros álabes si la zona metalizada al borde de la ventana no es demasiado gruesa. La máscara puede así ser utilizada varias veces antes de necesitar una nueva puesta en forma por desmetalización
de la zona que bordea la ventana. Tal operación de restauración de la máscara es efectuada ventajosamente por mecanización química según las técnicas conocidas del experto en la técnica.
Si una operación previa de preparación de la superficie es necesaria, se utiliza la misma máscara para proteger las superficies que no deben recibir el arenado.
Se ha representado en la fig. 2 un modo de realización del invento correspondiente al tratamiento de las aletas del álabe. Una máscara 239 de protección que comprende dos semi-coquillas 233, abarca la forma de la aletas según una chimenea 234 y de las caras 19 contiguas de ésta. Estas formas son directamente deducidas del plano del álabe 10. Las dos semi-coquillas 233 son ensambladas entre ellas sobre la superficie a proteger por medio de cuatro pinzas 236, por ejemplo láminas...
Reivindicaciones:
1. Una máscara de protección para el tratamiento de superficies (17) de un álabe (10) de turbomáquina que comprende aletas, dispuesta alrededor de dichas superficies resistente a los efectos del tratamiento de superficie, constituyendo al mismo tiempo un utillaje desmontable y reutilizable, caracterizada por el hecho de que al estar situadas dichas superficies en extremidad de la aleta, está compuesta por semi-coquillas (233) que abarcan la forma de las aletas según una chimenea y de las caras (19) del álabe (10) contiguas a las aletas, y que comprenden aberturas que dejan aparecer dichas superficies a tratar.
2. Una máscara según la reivindicación 1ª, cuyas semi-coquillas (233) son mantenidas juntas por cerrojos o pinzas (236).
3. Una máscara según una de las reivindicaciones 1ª y 2ª, constituida de un material resistente a los efectos térmicos de un depósito de plasma.
4. Una máscara según una de las reivindicaciones 1ª a 3ª, constituida de un material resistente a los efectos mecánicos de un arenado.
5. Una máscara según una de las reivindicaciones 1ª a 4ª, constituida de material de silicona o polímero.
6. Una máscara según la reivindicación 5ª, en la que, los álabes de turbomáquinas comprenden aletas (15) cuyas extremidades han de ser tratadas, dichas extremidades quedan liberadas de la máscara en una cierta altura E
.
Patentes similares o relacionadas:
PROCEDIMIENTO DE FABRICACIÓN DE UN SUSTRATO DE VIDRIO CON ACABADO SUPERFICIAL EN RELIEVE Y SUSTRATO DE VIDRIO OBTENIDO MEDIANTE DICHO PROCEDIMIENTO, del 30 de Julio de 2020, de TVITEC SYSTEM GLASS. S.L: Procedimiento que comprende las etapas: Abrasión, preferiblemente pero no de forma limitativa mediante chorro de arena que produce un desbastando mecánico […]
Aparato seguidor del contorno y sistemas y métodos relacionados, del 1 de Enero de 2020, de FLOW INTERNATIONAL CORPORATION: Un conjunto de cardan para una máquina multieje para ayudar al mantenimiento de una relación espacial entre una herramienta de la máquina multieje y una […]
Trazado de trayectorias de herramienta de haz para contornos compuestos 3D utilizando superficies de trayectoria de mecanizado para mantener una sola representación sólida de objetos, del 13 de Noviembre de 2019, de FLOW INTERNATIONAL CORPORATION: Un método de operación en un sistema CAM de fabricación asistida por ordenador para representar una trayectoria de mecanizado de un […]
Procedimiento e instalación para corte de un producto de hormigón, del 8 de Abril de 2019, de Elematic Oyj: Un método para el corte de un producto de hormigón de núcleo hueco moldeado en encofrado deslizante con corte por chorro de agua, en el que en […]
Trazado de trayectorias de herramienta de haz para contornos compuestos 3D utilizando superficies de trayectoria de mecanizado para mantener una sola representación sólida de objetos, del 26 de Marzo de 2019, de FLOW INTERNATIONAL CORPORATION: Un método de operación en un sistema CAM de fabricación asistida por ordenador para la visualización o representación de una trayectoria de mecanizado […]
Sistemas de corte de chorro de fluido, del 29 de Noviembre de 2018, de FLOW INTERNATIONAL CORPORATION: Un sistema de corte de chorro de fluido , que comprende: un cabezal de corte de chorro de fluido que tiene un orificio para la generación de un chorro de fluido […]
Procedimiento y dispositivo para separar una capa de material a lo largo de una línea de separación mediante un chorro de corte, del 1 de Octubre de 2018, de Microwaterjet AG: Procedimiento para separar una capa de material a lo largo de una línea de separación predeterminada mediante un chorro de corte que se desplaza […]
Dispositivo para generar un chorro de líquido para mecanizar piezas, en particular para cortarlas, del 15 de Noviembre de 2017, de Fernández, Tomás: Dispositivo para generar un chorro de líquido para mecanizar piezas, en particular para cortarlas, que comprende una bomba de alta presión, medios […]