Máquinas herramientas y métodos de funcionamiento de las mismas.
Máquina herramienta para mecanizar una pieza de trabajo (2), que comprende:
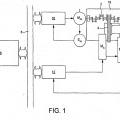
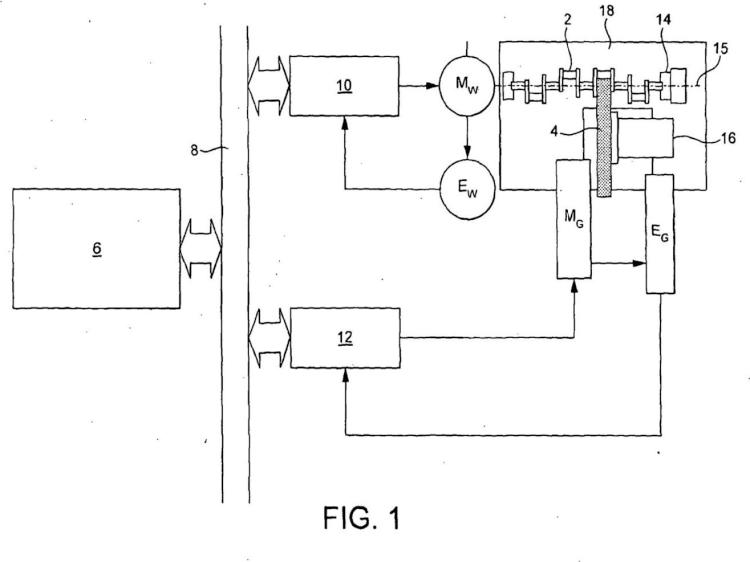
una base de máquina (18);
un soporte de pieza de trabajo (14) soportado por la base de máquina para soportar una pieza de trabajo, pudiendo girar el soporte alrededor de un eje (15);
un accionador de giro de pieza de trabajo (Mw) para hacer girar el soporte alrededor del eje;
una montura de herramienta (16) soportada por la base de máquina para llevar una herramienta (4) a fin de acoplarla con una pieza de trabajo mantenida en el soporte;
una disposición de accionamiento para desplazar el soporte de pieza de trabajo y la montura de herramienta uno con respecto a otra en un plano que es transversal con respecto al eje, desplazando al menos uno del soporte de pieza de trabajo y la montura de herramienta con respecto a la base de máquina; y
una disposición de control (6) configurada para controlar el accionador de giro de pieza de trabajo y la disposición de accionamiento con el fin de ejecutar unas operaciones de mecanizado primera y segunda específicas, en la que un perfil de superficie se mecaniza sobre la pieza de trabajo en la segunda operación de mecanizado que no es equidistante del eje en un plano que es transversal con respecto al eje,
en la que el eje es un eje longitudinal (15) de la máquina herramienta, la montura de herramienta (16) se puede desplazar en un plano que es transversal con respecto al eje, la disposición de accionamiento comprende un accionador de montura de herramienta para impartir el movimiento transversal a la montura de herramienta y la disposición de control (6) está configurada para controlar el accionador de giro de pieza de trabajo (Mw) y el accionador de montura de herramienta con el fin de mecanizar el perfil de superficie sobre la pieza de trabajo (2). caracterizada por que
una herramienta montada en la montura y la pieza de trabajo son desplazadas separadas una de otra por la disposición de accionamiento después de la primera operación de mecanizado y a continuación se vuelven a acoplar para comenzar la segunda operación de mecanizado mientras que la pieza de trabajo está siendo girada de manera continua por el accionador de pieza de trabajo,
la disposición de control (6) está configurada para hacer que una herramienta (4) llevada por la montura de herramienta (16) se acople con una pieza de trabajo (2) mantenida por el soporte (14) para comenzar la segunda operación de mecanizado cuando el punto de contacto en la pieza de trabajo se acelera alejándose de la montura de trabajo, y
la disposición de control (6) está configurada para acelerar la montura de herramienta (16) hacia el punto de contacto sobre la pieza de trabajo (2) hasta que el componente de la velocidad de la montura de herramienta en una dirección hacia el punto de contacto sea mayor que la velocidad de la pieza de trabajo en esa dirección, y luego para desacelerar la montura de herramienta en esa dirección de tal manera que se ajuste a la velocidad y a la aceleración de la pieza de trabajo en esa dirección, cuando se acople con la pieza de trabajo.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/GB2012/051165.
Solicitante: Fives Landis Limited.
Nacionalidad solicitante: Reino Unido.
Dirección: Eastburn Works, Skipton Road Cross Hills, Keighley BD20 7SD REINO UNIDO.
Inventor/es: GRIFFITHS, SELWYN JONATHAN, FALKNER, DERMOT ROBERT, WENHAM,RICHARD EADE.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23B5/18 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23B TORNEADO; TALADRADO (usando un electrodo en lugar de una herramienta B23H, p.ej. haciendo agujeros B23H 9/14; trabajando con un haz de laser B23K 26/00; dispositivos para copiar o controlar B23Q). › B23B 5/00 Máquinas o dispositivos para tornear especialmente concebidos para realizar un trabajo particular; Accesorios correspondientes especialmente concebidos con este fin. › para tornear cigüeñales, excéntricas o levas, p. ej. tornos para muñequillas de cigüeñales.
- B23C3/06 B23 […] › B23C FRESADO (brochado B23D; para la fabricación de engranajes B23F; dispositivos para copiar o controlar B23Q). › B23C 3/00 Fresado de piezas especiales; Operaciones de fresado especiales; Máquinas correspondientes (fresado de dientes de engranaje B23F; fresado de fileteados B23G 1/32). › Fresado de cigüeñales.
- B23C3/08 B23C 3/00 […] › Fresado de levas, de árboles de levas o de piezas similares.
- B24B19/12 B […] › B24 TRABAJO CON MUELA; PULIDO. › B24B MAQUINAS, DISPOSITIVOS O PROCEDIMIENTOS PARA TRABAJAR CON MUELA O PARA PULIR (por electroerosión B23H; tratamiento por chorro abrasivo B24C; grabado o pulido electrolítico C25F 3/00 ); REAVIVACION O ACONDICIONAMIENTO DE SUPERFICIES ABRASIVAS; ALIMENTACION DE MAQUINAS CON MATERIALES DE RECTIFICAR, PULIR O ALISAR. › B24B 19/00 Máquinas o dispositivos concebidos especialmente para una operación particular de trabajo con muela no cubierta por otro grupo principal (trabajo con muela de roscas de tornillo B23G 1/36). › para rectificar levas o árboles de levas.
- B24B5/42 B24B […] › B24B 5/00 Máquinas o dispositivos para trabajar con muela superficies de revolución de piezas, incluyendo aquéllas que trabajan superficies planas adyacentes; Accesorios a este efecto (B24B 11/00 - B24B 21/00 tienen prioridad; máquinas o dispositivos de acabado que utilizan bloques abrasivos animados de un movimiento a la vez axial y rotativo B24B 33/00). › para rectificar cigüeñales o muñequillas de cigüeñales.
PDF original: ES-2548207_T3.pdf
Fragmento de la descripción:
Máquinas herramientas y métodos de funcionamiento de las mismas.
Campo de la invención La presente invención se refiere a máquinas herramientas y al control de las mismas. Más en concreto, se refiere a la coordinación del movimiento de una montura de herramienta y un soporte de pieza de trabajo durante una operación de mecanizado.
Antecedentes de la invención Históricamente, los métodos empleados para terminar de rectificar las superficies de trabajo de diámetros de muñequilla de cigüeñal implicaban girar las superficies de muñequilla alrededor de sus propios centros. La máquina herramienta se ajustaba entre cada muñequilla sucesiva de tal manera que la acción de rectificación en cada muñequilla era en forma de rectificación cilíndrica.
Se desarrollaron métodos para hacer que las muelas de rectificar se desplazaran de manera orbital siguiendo el movimiento orbital de las respectivas muñequillas alrededor de un eje longitudinal de una pieza de trabajo, tal como se describe por ejemplo en el documento CA-A-364.437.
Más recientemente, las máquinas herramientas han utilizado sistemas de Control Numérico Computerizado ("CNC") en los que la posición del eje de máquina de alimentación está electrónicamente vinculada a la rotación de la pieza de trabajo bajo un servocontrol preciso. Tal enfoque se describe en el documento US 4.375.670 que describe una máquina herramienta que incluye controladores individuales para el medio de accionamiento a fin de hacer girar el cigüeñal y el medio de accionamiento para desplazar un carro de herramienta. Ambos controladores son controlados de tal manera que las irregularidades de un movimiento no pueden influir en el otro movimiento ya que un movimiento no depende del otro.
El documento US 5.289.660 se refiere a un método y a un aparato para rectificar una pieza de trabajo no circular en el que el cambio de velocidad, de aceleración y de tasa aceleración de un cabezal de herramienta y un husillo en movimiento se controlan para que sean iguales o inferiores a un nivel predeterminado.
El documento EP-A-1297926 se refiere al rectificado de superficies de piezas de trabajo para darles un acabado que incluye microcavidades de aceite.
El documento EP-A-2052812 describe una máquina de rectificado que incluye un cabezal giratorio con una pluralidad de husillos de herramienta en el mismo.
En las técnicas existentes, una herramienta se acopla con la pieza de trabajo mientras que la pieza de trabajo está fija en un punto definido de su rotación. Una vez alcanzada esta posición de inicio, la herramienta y la pieza de trabajo son accionadas simultáneamente y de manera sincronizada.
Resumen de la invención La presente invención se refiere a una máquina herramienta para mecanizar una pieza de trabajo, que comprende:
una base de máquina;
un soporte de pieza de trabajo soportado por la base de máquina para soportar una pieza de trabajo, pudiendo girar el soporte alrededor de un eje;
un accionador de giro de pieza de trabajo para hacer girar el soporte alrededor del eje;
una montura de herramienta soportada por la base de máquina para llevar una herramienta a fin de acoplarla con una pieza de trabajo mantenida en el soporte;
una disposición de accionamiento para desplazar el soporte de pieza de trabajo y la montura de herramienta uno con respecto a otra en un plano que es transversal con respecto al eje, desplazando al menos uno del soporte de pieza de trabajo y la montura de herramienta con respecto a la base de máquina; y una disposición de control configurada para controlar el accionador de giro de pieza de trabajo y la disposición de accionamiento con el fin de ejecutar unas operaciones de mecanizado primera y segunda específicas, en la que un perfil de superficie se mecaniza sobre la pieza de trabajo en la segunda operación de mecanizado que no es equidistante del eje en un plano que es transversal con respecto al eje, el eje es un eje longitudinal de la máquina herramienta, la montura de herramienta se puede desplazar en un plano que es transversal con respecto al eje, la disposición de accionamiento comprende un accionador de montura de herramienta para impartir el movimiento transversal a la montura de herramienta y la disposición de control está
configurada para controlar el accionador de giro de pieza de trabajo y el accionador de montura de herramienta con el fin de mecanizar el perfil de superficie sobre la pieza de trabajo.
De acuerdo con la invención, una herramienta montada en la montura y la pieza de trabajo son desplazadas separadas una de otra por la disposición de accionamiento después de la primera operación de mecanizado y a continuación se vuelven a acoplar para comenzar la segunda operación de mecanizado mientras que la pieza de trabajo está siendo girada de manera continua por el accionador de pieza de trabajo.
La disposición de control está configurada para hacer que una herramienta llevada por la montura de herramienta se acople con una pieza de trabajo mantenida por el soporte para comenzar la segunda operación de mecanizado cuando el punto de contacto sobre la pieza de trabajo se acelera alejándose de la montura de trabajo, y la disposición de control está configurada para acelerar la montura de herramienta hacia el punto de contacto sobre la pieza de trabajo hasta que el componente de la velocidad de la montura de herramienta en una dirección hacia el punto de contacto sea mayor que la velocidad de la pieza de trabajo en esa dirección, y luego para desacelerar la montura de herramienta en esa dirección de tal manera que se ajuste a la velocidad y la aceleración de la pieza de trabajo en esa dirección, cuando se acopla con la pieza de trabajo.
De acuerdo con otro aspecto de la invención, una herramienta montada en la montura y la pieza de trabajo son desplazadas separadas una de otra por la disposición de accionamiento después de la primera operación de mecanizado y a continuación se vuelven a acoplar para comenzar la segunda operación de mecanizado mientras que la pieza de trabajo está siendo girada de manera continua por el accionador de pieza de trabajo.
La disposición de control está configurada para hacer que una herramienta llevada por la montura de herramienta se acople con una pieza de trabajo mantenida por el soporte para comenzar la segunda operación de mecanizado cuando el punto de contacto sobre la pieza de trabajo se acelera hacia la montura de herramienta, y la disposición de control está configurada para desacelerar la montura de herramienta en una dirección hacia el punto de contacto, para invertir la dirección de desplazamiento de la herramienta y, a continuación, para acelerar la montura de herramienta en una dirección que se aleja del punto de contacto de tal manera que se ajuste a la velocidad y la aceleración de la pieza de trabajo en esa dirección, cuando se acopla con la pieza de trabajo.
La capacidad de acoplar la herramienta con la pieza de trabajo mientras está girando, incluso aunque la superficie que se esté mecanizando no sea equidistante del eje (es decir, no circular con respecto al eje) alrededor del cual está girando, reduce significativamente el tiempo empleado para mecanizar una pieza de trabajo cuando se requieren dos o más operaciones de mecanizado específicas. Ello evita la necesidad de detener la rotación de la pieza de trabajo, ahorrando así el tiempo utilizado de otro modo para desacelerar la rotación de la pieza de trabajo hasta una posición de parada, acopla la herramienta con la misma y luego acelera la pieza de trabajo y la herramienta hasta sus velocidades de mecanizado normales.
El perfil de superficie que se mecaniza sobre la pieza de trabajo es un perfil que se pretende que no sea equidistante del eje de rotación del soporte de pieza de trabajo en la pieza acabada, es decir, la superficie acabada deseada no es una superficie cilíndrica centrada en el eje de rotación del soporte, sino que está desviada significativamente de tal superficie.
Por ejemplo, la superficie que se mecaniza puede ser la superficie de una muñequilla que está en órbita alrededor del eje de cigüeñal, o un resalte de leva en un árbol de levas.
La máquina herramienta se controla de tal manera que la herramienta se acopla con una superficie de pieza de trabajo no equidistante del eje de rotación del soporte de pieza de trabajo, mientras que la pieza de trabajo es girada (manteniendo preferiblemente una velocidad de rotación de pieza de trabajo sustancialmente constante) para mecanizar la superficie hasta un perfil que es el acabado de superficie deseado para la parte de la pieza de trabajo que se está mecanizando, no siendo el perfil equidistante... [Seguir leyendo]
Reivindicaciones:
1. Máquina herramienta para mecanizar una pieza de trabajo (2) , que comprende:
una base de máquina (18) ;
un soporte de pieza de trabajo (14) soportado por la base de máquina para soportar una pieza de trabajo, pudiendo girar el soporte alrededor de un eje (15) ;
un accionador de giro de pieza de trabajo (Mw) para hacer girar el soporte alrededor del eje;
una montura de herramienta (16) soportada por la base de máquina para llevar una herramienta (4) a fin de acoplarla con una pieza de trabajo mantenida en el soporte;
una disposición de accionamiento para desplazar el soporte de pieza de trabajo y la montura de herramienta uno con respecto a otra en un plano que es transversal con respecto al eje, desplazando al menos uno del soporte de pieza de trabajo y la montura de herramienta con respecto a la base de máquina; y una disposición de control (6) configurada para controlar el accionador de giro de pieza de trabajo y la disposición de accionamiento con el fin de ejecutar unas operaciones de mecanizado primera y segunda específicas, en la que un perfil de superficie se mecaniza sobre la pieza de trabajo en la segunda operación de mecanizado que no es equidistante del eje en un plano que es transversal con respecto al eje, en la que el eje es un eje longitudinal (15) de la máquina herramienta, la montura de herramienta (16) se puede desplazar en un plano que es transversal con respecto al eje, la disposición de accionamiento comprende un accionador de montura de herramienta para impartir el movimiento transversal a la montura de herramienta y la disposición de control (6) está configurada para controlar el accionador de giro de pieza de trabajo (Mw) y el accionador de montura de herramienta con el fin de mecanizar el perfil de superficie sobre la pieza de trabajo (2) .
caracterizada por que una herramienta montada en la montura y la pieza de trabajo son desplazadas separadas una de otra por la disposición de accionamiento después de la primera operación de mecanizado y a continuación se vuelven a acoplar para comenzar la segunda operación de mecanizado mientras que la pieza de trabajo está siendo girada de manera continua por el accionador de pieza de trabajo, la disposición de control (6) está configurada para hacer que una herramienta (4) llevada por la montura de herramienta (16) se acople con una pieza de trabajo (2) mantenida por el soporte (14) para comenzar la segunda operación de mecanizado cuando el punto de contacto en la pieza de trabajo se acelera alejándose de la montura de trabajo, y la disposición de control (6) está configurada para acelerar la montura de herramienta (16) hacia el punto de contacto sobre la pieza de trabajo (2) hasta que el componente de la velocidad de la montura de herramienta en una dirección hacia el punto de contacto sea mayor que la velocidad de la pieza de trabajo en esa dirección, y luego para desacelerar la montura de herramienta en esa dirección de tal manera que se ajuste a la velocidad y a la aceleración de la pieza de trabajo en esa dirección, cuando se acople con la pieza de trabajo.
2. Máquina herramienta para mecanizar una pieza de trabajo (2) , que comprende:
una base de máquina (18) ;
un soporte de pieza de trabajo (14) soportado por la base de máquina para soportar una pieza de trabajo, pudiendo girar el soporte alrededor de un eje (15) ;
un accionador de giro de pieza de trabajo (Mw) para hacer girar el soporte alrededor del eje;
una montura de herramienta (16) soportada por la base de máquina para llevar una herramienta (4) a fin de acoplarla con una pieza de trabajo mantenida en el soporte;
una disposición de accionamiento para desplazar el soporte de pieza de trabajo y la montura de herramienta uno con respecto a otra en un plano que es transversal con respecto al eje, desplazando al menos uno del soporte de pieza de trabajo y la montura de herramienta con respecto a la base de máquina; y una disposición de control (6) configurada para controlar el accionador de giro de pieza de trabajo y la disposición de accionamiento con el fin de ejecutar unas operaciones de mecanizado primera y segunda específicas, en la que un perfil de superficie se mecaniza sobre la pieza de trabajo en la segunda operación de mecanizado que no es equidistante del eje en un plano que es transversal con respecto al eje, 6
en la que el eje es un eje longitudinal (15) de la máquina herramienta, la montura de herramienta (16) se puede desplazar en un plano que es transversal con respecto al eje, la disposición de accionamiento comprende un accionador de montura de herramienta para impartir el movimiento transversal a la montura de herramienta y la disposición de control (6) está configurada para controlar el accionador de giro de pieza de trabajo (Mw) y el accionador de montura de herramienta con el fin de mecanizar el perfil de superficie sobre la pieza de trabajo (2) , caracterizada por que una herramienta montada en la montura y la pieza de trabajo son desplazadas separadas una de otra por la disposición de accionamiento después de la primera operación de mecanizado y a continuación se vuelven a acoplar para comenzar la segunda operación de mecanizado mientras que la pieza de trabajo está siendo girada de manera continua por el accionador de pieza de trabajo, la disposición de control (6) está configurada para hacer que una herramienta (4) llevada por la montura de herramienta (16) se acople con una pieza de trabajo (2) mantenida por el soporte para comenzar la segunda operación de mecanizado cuando el punto de contacto en la pieza de trabajo se acelera hacia la montura de trabajo, y la disposición de control (6) está configurada para desacelerar la montura de herramienta (16) en una dirección hacia el punto de contacto, invertir la dirección de desplazamiento de la montura de herramienta y luego acelerar la montura de herramienta en una dirección opuesta al punto de contacto de tal manera que se ajuste a la velocidad y a la aceleración de la pieza de trabajo (2) en esa dirección, cuando se acople con la pieza de trabajo.
3. Máquina herramienta de acuerdo con la reivindicación 1 o la reivindicación 2, en la que la disposición de control está configurada para mecanizar una muñequilla de un cigüeñal mantenida por el soporte de pieza de trabajo (14) , estando la muñequilla en órbita alrededor del eje (15) mientras el cigüeñal es girado por el soporte de pieza de trabajo.
4. Máquina herramienta de acuerdo con cualquiera de las reivindicaciones anteriores, en la que cada accionador comprende un controlador, un motor de accionamiento (Mw, Mg) y un codificador de posición (Ew, Eg) , estando cada codificador de posición configurado para reenviar al controlador respectivo señales correspondientes a la posición medida del soporte de pieza de trabajo (14) y de la montura de herramienta (16) , respectivamente.
5. Máquina herramienta de acuerdo con cualquiera de las reivindicaciones anteriores, en la que la montura de herramienta (16) está dispuesta para llevar una muela de rectificar (14) .
6. Máquina herramienta de acuerdo con cualquiera de las reivindicaciones anteriores, en la que la montura de herramienta (16) está dispuesta para desplazarse a lo largo de un eje de referencia lineal.
7. Máquina herramienta de acuerdo con cualquiera de las reivindicaciones anteriores, en la que la montura de herramienta es llevada por un brazo de soporte, estando el brazo de soporte montado para girar alrededor de un eje paralelo al eje longitudinal de la máquina herramienta y estando la montura de herramienta separada del eje de rotación del brazo de soporte.
8. Método para mecanizar una pieza de trabajo con una máquina herramienta de acuerdo con la reivindicación 1 o de acuerdo con cualquiera de las reivindicaciones 3 a 7 cuando dependen directamente o indirectamente de la reivindicación 1, que comprende las etapas de:
hacer girar la pieza de trabajo (2) alrededor de un eje (15) ;
desplazar una de la herramienta (4) y la pieza de trabajo (2) , una con respecto a otra, en un plano transversal con respecto al eje con el fin de ejecutar unas operaciones de mecanizado primera y segunda específicas, en el que un perfil de superficie se mecaniza sobre la pieza de trabajo en la segunda operación de mecanizado que no es equidistante del eje en el plano transversal, en el que la herramienta se separa de la pieza de trabajo después de la primera operación de mecanizado y la herramienta y la pieza de trabajo se vuelven a acoplar después para comenzar la segunda operación de mecanizado mientras que la pieza de trabajo está girando de forma continua, y la herramienta (4) se acopla con la pieza de trabajo (2) para comenzar la segunda operación de mecanizado cuando el punto de contacto sobre la pieza de trabajo se acelera alejándose de la montura de trabajo, acelerando la herramienta (4) hacia el punto de contacto sobre la pieza de trabajo (2) hasta que el componente de la velocidad de la herramienta en una dirección hacia el punto de contacto sea mayor que la velocidad de la pieza de trabajo en esa dirección y, a continuación, desacelerando la herramienta en esa dirección de tal manera que se ajuste a la velocidad y a la aceleración de la pieza de trabajo en esa dirección, cuando se acople con la pieza de trabajo.
9. Método para mecanizar una pieza de trabajo con una máquina herramienta de acuerdo con la reivindicación 2 o de acuerdo con cualquiera de las reivindicaciones 3 a 7 cuando dependen directamente o indirectamente de la reivindicación 2, que comprende las etapas de:
hacer girar la pieza de trabajo (2) alrededor de un eje (15) ;
desplazar una de la herramienta (4) y la pieza de trabajo (2) , una con respecto a otra, en un plano transversal con respecto al eje con el fin de ejecutar unas operaciones de mecanizado primera y segunda específicas, en el que un perfil de superficie se mecaniza sobre la pieza de trabajo en la segunda operación de mecanizado que no es equidistante del eje en el plano transversal, en el que la herramienta se separa de la pieza de trabajo después de la primera operación de mecanizado y la herramienta y la pieza de trabajo se vuelven a acoplar después para comenzar la segunda operación de mecanizado mientras que la pieza de trabajo está girando de forma continua, y la herramienta (4) se acopla con la pieza de trabajo (2) para comenzar la segunda operación de mecanizado cuando el punto de contacto sobre la pieza de trabajo se acelera hacia la montura de trabajo, desacelerando la herramienta (4) en una dirección hacia el punto de contacto, invirtiendo la dirección de desplazamiento de la herramienta y, a continuación, acelerando la herramienta en una dirección que se aleja del punto de contacto de tal manera que se ajuste a la velocidad y a la aceleración de la pieza de trabajo (2) en esa dirección, cuando se acople con la pieza de trabajo.
Patentes similares o relacionadas:
Máquina herramienta y procedimiento para medir una pieza de trabajo, del 29 de Abril de 2020, de FRITZ STUDER AG: Máquina herramienta, en particular una rectificadora, que comprende lo siguiente: - un asiento de pieza de trabajos con al menos una sujeción de pieza de […]
Máquina herramienta y procedimiento de medición de una pieza de trabajo, del 25 de Mayo de 2016, de FRITZ STUDER AG: Máquina herramienta, en particular rectificadora, comprendiendo los elementos siguientes: - un alojamiento de pieza de trabajo que […]
Instalación de máquina de rectificación con alojamiento pivotable de una unidad de husillo de rectificación y procedimiento para la articulación de una unidad de husillo de rectificación en una máquina de rectificación, del 4 de Marzo de 2015, de ERWIN JUNKER MASCHINENFABRIK GMBH: Instalación de máquina de rectificación con una unidad de husillo de rectificación , que presenta un árbol de accionamiento accionado con […]
 Rectificadora con dos conjuntos de husillos, del 7 de Noviembre de 2013, de Schaudt Mikrosa GmbH: Rectificadora para el rectificado de piezas de trabajo , particularmente para el rectificadosimultáneo de dos piezas de trabajo […]
Rectificadora con dos conjuntos de husillos, del 7 de Noviembre de 2013, de Schaudt Mikrosa GmbH: Rectificadora para el rectificado de piezas de trabajo , particularmente para el rectificadosimultáneo de dos piezas de trabajo […]
Máquina rectificadora así como procedimiento para la rectificación y el desbarbado, del 18 de Septiembre de 2013, de Schaudt Mikrosa GmbH: Máquina rectificadora para la rectificación de una pieza de trabajo , en particular de levas ,con - un banco de máquina , - […]
 PROCEDIMIENTO PARA RECTIFICAR LEVAS DE UN ÁRBOL DE LEVAS, del 16 de Marzo de 2011, de EMAG HOLDING GMBH: Procedimiento para rectificar levas de un árbol de levas en una fijación con dos husillos rectificadores , en donde el árbol de levas […]
PROCEDIMIENTO PARA RECTIFICAR LEVAS DE UN ÁRBOL DE LEVAS, del 16 de Marzo de 2011, de EMAG HOLDING GMBH: Procedimiento para rectificar levas de un árbol de levas en una fijación con dos husillos rectificadores , en donde el árbol de levas […]
METODO PARA EL RECTIFICADO DE PIEZAS QUE PERMITE UNA TASA DE ARRANQUE CONSTANTE., del 16 de Marzo de 2007, de UNOVA UK LTD.: Método para rectificar una pieza cilíndrica o no cilíndrica bajo control informático, con el fin de realizar una primera fase en la que una muela abrasiva rectifica la […]
 CENTRO DE RECTIFICADO PARA EL RECTIFICADO SIMULTÁNEO DE VARIOS APOYOS DE CIGÜEÑALES, del 20 de Mayo de 2011, de ERWIN JUNKER MASCHINENFABRIK GMBH: Centro de rectificado con mando para el rectificado simultáneo de apoyos y de codos (24 a 27) de cigüeñales , que - posee una primera estación […]
CENTRO DE RECTIFICADO PARA EL RECTIFICADO SIMULTÁNEO DE VARIOS APOYOS DE CIGÜEÑALES, del 20 de Mayo de 2011, de ERWIN JUNKER MASCHINENFABRIK GMBH: Centro de rectificado con mando para el rectificado simultáneo de apoyos y de codos (24 a 27) de cigüeñales , que - posee una primera estación […]