MAQUINA DE SOPLADO CON SOPORTE PARA ACCESORIOS DE MONTAJE Y SOPORTE PARA ACCESORIOS DE MONTAJE.
Máquina (M) de soplado para recipientes, en especial botellas de plástico,
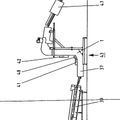
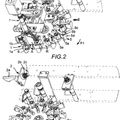
con un recorrido (F) de avance para el pretratamiento térmico de preformas (P) transportadas mediante soportes (2), en donde cada soporte (2) está dotado de al menos una placa (7) de protección para accesorios de montaje fijada de modo intercambiable que está fijada en el soporte (2) para accesorios de montaje en al menos un receptáculo (10) de inserción mediante un accesorio de sujeción que topa al menos con una base (9) de inserción de la placa (7) de protección, caracterizada por que la placa (7) de protección se fija en el receptáculo (10) de inserción mediante un elemento (S) de cambio rápido que adopta una posición de seguridad y que permanece en el soporte (2) para accesorios de montaje durante el cambio de placas de protección, el cual puede desplazarse en el soporte de placas de protección mediante una fuerza (12) externa con respecto al soporte para accesorios de montaje y al elemento (S) para el cambio rápido ejercida sobre una posición determinada del elemento (S) de cambio de forma manual o mediante mecanismos entre la posición de seguridad y una posición de liberación para la base (9) de inserción de la placa de protección
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08014156.
Solicitante: KRONES AG.
Nacionalidad solicitante: Alemania.
Dirección: BOHMERWALDSTRASSE 5,93073 NEUTRAUBLING.
Inventor/es: KIEFL,MICHAEL.
Fecha de Publicación: .
Fecha Solicitud PCT: 7 de Agosto de 2008.
Fecha Concesión Europea: 9 de Junio de 2010.
Clasificación Internacional de Patentes:
- B29C49/42B
Clasificación PCT:
- B29C49/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto. › Moldeo por inyección-soplado.
- B29C49/42 B29C 49/00 […] › Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Máquina de soplado con soporte para accesorios de montaje y soporte para accesorios de montaje.
Campo de la técnica
La invención se refiere a una máquina de soplado según el concepto general de la reivindicación 1 así como a un soporte para accesorios de montaje según el concepto general de la reivindicación 13.
Los ritmos de producción de las máquinas de soplado modernas se han podido mejorar considerablemente mediante desarrollos tecnológicos. Puesto que en la práctica se tiende a fabricar una gran cantidad de recipientes diferentes entre sí que deben producirse en una misma máquina de soplado, los cuales se diferencian por ejemplo en el tipo de orificio y que requieren respectivamente la realización de reajustes en el ensamblaje de la máquina de soplado, la posibilidad de conseguir ritmos elevados de producción se ve dificultada por la generación de tiempos inadecuadamente largos para realizar cambios y por los complicados procesos de realización de cambios. Se llevan a cabo desarrollos para reducir claramente los tiempos necesarios para el cambio de accesorios de montaje como machos de preforma y para simplificar y/o automatizar sus procesos de cambio. Otros accesorios de montaje, como placas de protección, que también deben cambiarse en el caso de reajustes en el ensamblaje, se continúan cambiando sin embargo todavía a mano en una máquina de soplado de las que se emplean en la práctica y mediante procesos de cambio complicados. En la máquina de soplado utilizada en la práctica se asegura cada placa de protección con un collar de muelle en forma de U que se desprende manualmente del soporte y que tras colocar la nueva placa de protección debe volverse a colocar de nuevo a mano. Para la extracción del collar de muelle se necesita una fuerza elevada y una gran pericia, mientras que para montar de nuevo del collar de muelle se requiere una elevada precisión y una fuerza de cizalladura relativamente elevada. El tiempo de cambio para cada placa de protección es por lo tanto elevado. El proceso de cambio es laborioso, debiendo cambiarse a menudo más de 100 placas de protección en el recorrido de avance.
En la máquina de soplado dada a conocer por el documento EP-A- 0 387 737 cada soporte consta de ranuras anulares internas y externas y cierres de enganche rápido como accesorios de montaje para la configuración intercambiable de un macho de preforma y de una placa de protección en forma de tubo. El cierre de enganche rápido para el macho de preforma conecta el macho de preforma con un gorrón que está dispuesto en el soporte de modo que puede desplazarse linealmente. El cierre de enganche rápido para la placa de protección en forma de tubo conecta dicha placa con el alojamiento del soporte para accesorios de montaje.
El documento US 2005/0013891 A1 da a conocer una máquina de soplado para recipientes con un molde para soplado que presenta dos semimoldes. En el molde de soplado una superficie de la cavidad del molde define una cavidad en el molde. En una depresión de la superficie de la cavidad del molde se asienta de modo intercambiable un núcleo de molde que produce un detalle de la superficie del recipiente conformado en el molde de soplado. El núcleo de molde está insertado con un bulón en un orificio del semimolde. El bulón se asegura mediante el engranaje de una pasador con carga de resorte. En el extremo del pasador que sobresale del semimolde se dispone un anillo (figura 4, 5). Para el cambio del núcleo de molde se agarra el anillo y sobre el anillo se aplica una fuerza que es transmitida de forma indirecta sobre el pasador a través del anillo y que desprende dicho pasador del engranaje con el bulón del núcleo de molde de forma lineal y contra la fuerza del resorte. El bulón suelto es presionado hacia el exterior de la perforación mediante un resorte.
El documento DE-A- 34 25 602 da a conocer un dispositivo de sujeción rápida para una máquina-herramienta en el que se centra un componente discoidal con una perforación interna sobre un receptáculo para accesorios y se fija con tensión mediante un elemento de fijación que engrana con el receptáculo a través de la perforación interna. El elemento de fijación se enchaveta mediante un giro con un soporte atornillado en el receptáculo para accesorios. Para el cambio de accesorios se quita el elemento de fijación del receptáculo para accesorios.
En el caso de un soporte para un macho de preforma dado a conocer por el documento WO 95/33616 A el macho de preforma se acopla con un tope desplazable de modo lineal a través de una conexión en bayoneta con carga de resorte. Para retirar e instalar el macho de preforma deben realizarse simultáneamente movimientos manuales lineales y de giro.
El documento DE-A-33 06 510 da a conocer un mecanismo de enclavamiento en forma de bola cargado con resorte y un dispositivo de bloqueo de bola entre una garra de agarre y un dedo de agarre de un robot industrial o de un dispositivo para el cambio de herramientas. El enclavamiento puede soltarse cuando se ejerce una fuerza en la dirección de avance de la garra de apriete sobre el dedo de apriete. Para soltar el dispositivo de bloqueo es necesaria una herramienta de tipo bulón que se introduce a presión de forma lineal mientras se mueve la garra de apriete y el dedo de apriete entre sí en la dirección de avance.
El documento DE-A-34 20 857 da a conocer un enclavamiento de bola entre una garra de agarre y un dedo de agarre de un robot industrial o de un dispositivo de cambio de herramientas. El enclavamiento de bola puede soltarse sin utilizar una herramienta por medio de un pulsador que presenta una rampa bien en la garra de agarre, o bien en el dedo de agarre, antes de mover la garra de agarre y el dedo de agarre entre sí en la dirección de avance.
El objeto de la invención es proporcionar una máquina de soplado del tipo mencionado al comienzo así como un soporte para accesorios de montaje con los que se posibilite un tiempo de cambio reducido y un procedimiento de cambio cómodo, y que permitan incluso un cambio de accesorios de montaje de forma semiautomática o completamente automática.
El objeto planteado se consigue con las características de la reivindicación 1 y de la reivindicación 13.
Puesto que en la máquina de soplado el elemento de cambio rápido permanece en el soporte durante el cambio del accesorio de montaje, no hay que aplicar el procedimiento de montaje costoso y que requiere un desgaste de fuerza después del cambio. Además, el elemento de cambio rápido necesita, debido a la aplicación externa de fuerza, únicamente ser desplazado hacia el soporte para poder cambiar el accesorio de montaje, lo que puede llevarse a cabo de forma rápida y con una fuerza relativamente reducida. El movimiento de desplazamiento es muy sencillo y claramente definido de modo que no es necesario aplicar medidas especiales. En conjunto el tiempo de cambio es extraordinariamente corto a pesar de las relaciones espaciales normalmente estrechas en el soporte y el procedimiento de cambio es además más cómodo que los utilizados hasta el momento. El soporte de accesorios de montaje con el elemento de cambio rápido está concebido a priori para el cambio rápido y cómodo, y puede llevarse a cabo de hecho tanto por un operador como asimismo de modo semiautomático o completamente automático mediante un autómata de cambio, siendo además ventajas decisivas para este propósito el movimiento sencillo del elemento de cambio rápido y la fuerza requerida reducida.
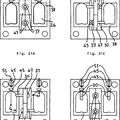
En una forma de realización ventajosa, el elemento de cambio rápido define un pulsador accesible desde fuera que es presionado en general sólo linealmente de forma transversal al receptáculo de inserción para la base de inserción de la placa de protección. El elemento de cambio rápido es transportado así en la dirección de desplazamiento contra la fuerza de un resorte que por ejemplo puede servir para establecer y mantener la posición de seguridad. En una forma de realización alternativa el elemento de cambio rápido podría definir un tirador que es desplazado por lo general de forma lineal contra la fuerza del resorte desde la posición de seguridad a la posición de liberación. En ambos casos el elemento de cambio rápido permanece durante el cambio en el soporte, el elemento de resorte mantiene la posición de seguridad y el elemento de cambio rápido necesita solamente ser desplazado a lo largo de un recorrido corto con una fuerza requerida relativamente reducida.
En una forma de realización preferida, el accesorio de montaje presenta dos bases de inserción paralelas para las que se prevén dos receptáculos...
Reivindicaciones:
1. Máquina (M) de soplado para recipientes, en especial botellas de plástico, con un recorrido (F) de avance para el pretratamiento térmico de preformas (P) transportadas mediante soportes (2), en donde cada soporte (2) está dotado de al menos una placa (7) de protección para accesorios de montaje fijada de modo intercambiable que está fijada en el soporte (2) para accesorios de montaje en al menos un receptáculo (10) de inserción mediante un accesorio de sujeción que topa al menos con una base (9) de inserción de la placa (7) de protección, caracterizada por que la placa (7) de protección se fija en el receptáculo (10) de inserción mediante un elemento (S) de cambio rápido que adopta una posición de seguridad y que permanece en el soporte (2) para accesorios de montaje durante el cambio de placas de protección, el cual puede desplazarse en el soporte de placas de protección mediante una fuerza (12) externa con respecto al soporte para accesorios de montaje y al elemento (S) para el cambio rápido ejercida sobre una posición determinada del elemento (S) de cambio de forma manual o mediante mecanismos entre la posición de seguridad y una posición de liberación para la base (9) de inserción de la placa de protección.
2. Máquina de soplado según la reivindicación 1, caracterizada por que el elemento (S) para el cambio rápido define un pulsador o un tirador que puede moverse de forma lineal en dirección transversal al receptáculo (10) de inserción y, preferiblemente, se desplaza en el sentido de desplazamiento contra la fuerza de un resorte (25).
3. Máquina de soplado según la reivindicación 1, caracterizada por que la placa (7) de protección presenta dos bases (9) de inserción paralelas y el soporte (2) para los accesorios de montaje presenta dos receptáculos (10) de inserción para las bases (9) de inserción, y por que al menos a uno de los receptáculos (10) de inserción en el soporte (2) para los accesorios de montaje se le asigna un elemento (S) de cambio rápido.
4. Máquina de soplado según la reivindicación 1, caracterizada por que el elemento (S) de cambio rápido puede desplazarse desde la posición de seguridad a la zona de liberación únicamente para la retirada de la placa (7) de protección mediante la fuerza ejercida, y para insertar una placa (7) de protección puede desplazarse mediante una fuerza ejercida internamente por parte de la base (9, 11, 15) de inserción.
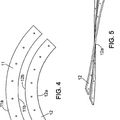
5. Máquina de soplado según al menos una cualquiera de las reivindicaciones anteriores, caracterizada por que la base (9) de inserción presenta una depresión (16) perimetral, preferiblemente una ranura perimetral, para el engranaje de seguridad de una zona de engranaje del elemento (S) de cambio rápido.
6. Máquina de soplado según al menos una cualquiera de las reivindicaciones anteriores, caracterizada por que en el soporte (2) para accesorios de montaje se prevé un canal (22) que cruza el receptáculo (10) de inserción para el elemento (S) de cambio rápido el cual está formado con un cabezal (17) pulsador que sobresale del canal colocado en posición contigua a un vástago (20) y accesible desde el exterior para la fuerza aplicada, y está pretensado mediante el resorte (25) formado como resorte atornillado apoyado en el canal y sobre el vástago, preferiblemente en la dirección hacia la posición de seguridad, y por que el elemento (S) para el cambio rápido se fija sobre el vástago (20) y sobre el soporte (2) para accesorios de montaje mediante topes de actuación conjunta para evitar que se desprenda del canal (22).
7. Máquina de soplado según la reivindicación 6, caracterizada por que el canal (22) penetra el soporte (2), y por que el vástago (20) del elemento (S) de cambio rápido sobresale del extremo opuesto al cabezal (17) pulsador a lo largo de un orificio acanalado y sostiene un tope (26), que preferiblemente puede desmontarse, para la actuación conjunta con el orificio acanalado.
8. Máquina de soplado según al menos una cualquiera de las reivindicaciones anteriores, caracterizada por que el vástago (20) y/o el cabezal (17) pulsador es/son atravesado/s en dirección transversal por un conducto (27), preferiblemente un agujero oblongo, que presenta al menos en la dirección de desplazamiento del elemento (S) de cambio rápido una dimensión mayor que el diámetro externo de la base (9) de inserción.
9. Máquina de soplado según la reivindicación 1, caracterizada por que la posición de liberación del elemento (S) de cambio rápido se define mediante una acción conjunta entre el cabezal (17) pulsador y el orificio acanalado orientado hacia el cabezal (17) pulsador.
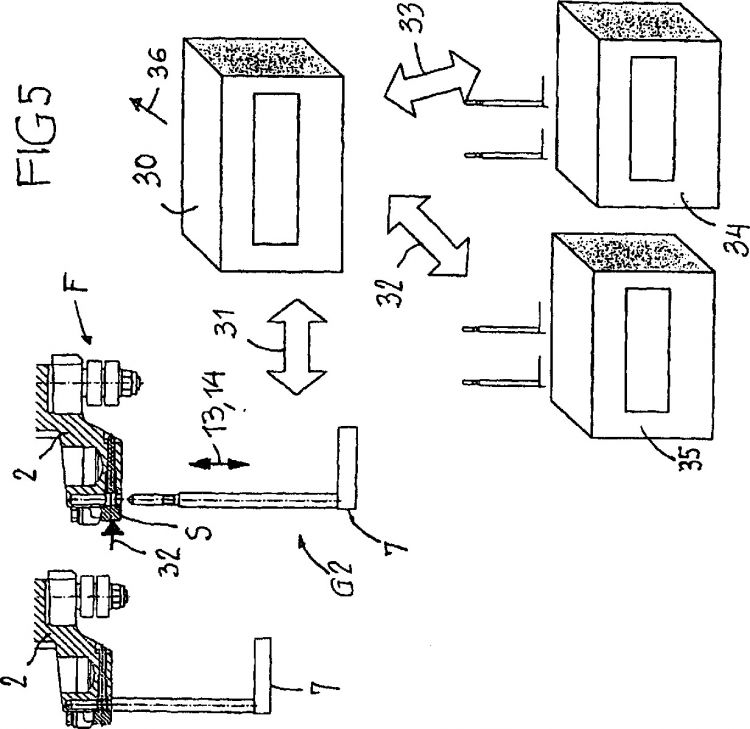
10. Máquina de soplado según al menos una cualquiera de las reivindicaciones anteriores, caracterizado por que a lo largo del recorrido (F) de avance se dispone al menos un autómata (30) para el cambio rápido que puede accionarse para ejercer la fuerza externa sobre el elemento (S) de cambio rápido correspondiente y/o colocar y/o retirar la placa (7) de protección correspondiente.
11. Máquina de soplado según la reivindicación 10, caracterizada por que el autómata (30) para el cambio rápido consta de al menos un actuador (32) del elemento para el cambio rápido y de al menos un elemento de agarre (31-33) para los accesorios de montaje para ejercer la fuerza externa, y, preferiblemente, al menos un depósito (34, 35) para los accesorios de montaje.
12. Máquina de soplado según la reivindicación 11, caracterizada por que el autómata (30) para el cambio rápido se dispone de forma estacionaria con respecto al recorrido (F) de avance y puede accionarse en ciclos en sincronía con ciclos de retroceso del recorrido (F) de avance o por ejemplo con un elemento a modo de estrella con el recorrido (F) de avance.
13. Soporte (2) para accesorios de montaje de un recorrido (F) de avance de una preforma de una máquina de soplado, con una placa (7) de protección fija intercambiable, que engrana con al menos una base (9) de inserción en un receptáculo (10) de inserción del soporte (2) para accesorios de montaje y que permanece así fija durante el transporte de la preforma (P), caracterizado por que la placa (7) de protección se fija mediante un elemento (S) de cambio rápido que permanece en el soporte (2) para accesorios de montaje durante el cambio de placas de protección y que adopta una posición de seguridad en el soporte (2) para accesorios de montaje en la base (9) de inserción, el cual puede desplazarse en el soporte (2) para accesorios de montaje entre la posición de seguridad y una posición de liberación para la base (9) de inserción de la placa (7) de protección, mediante la acción de una fuerza (12) externa con respecto al soporte (2) para accesorios de montaje y al elemento (S) de cambio rápido, ejercida de forma manual o mediante mecanismos de forma directa sobre una zona determinada del elemento (S) de cambio rápido.
Patentes similares o relacionadas:
DISPOSITIVO DE TRANSFERENCIA E INSTALACIÓN DE TIPO LINEAL PARA LA FABRICACIÓN DE RECIPIENTES, del 5 de Diciembre de 2011, de SIDEL PARTICIPATIONS: Dispositivo de transferencia (50, 50') de una preforma , o de un recipiente , que comprende al menos una pinza (54, 54') que está constituida por dos […]
DISPOSITIVO DE TRANSPORTE HELICOIDAL PARA PREFORMAS, del 23 de Noviembre de 2011, de SIDEL PARTICIPATIONS: Dispositivo de transporte para productos de tipo preformas, caracterizado por qué forma dicho dispositivo una especie de túnel en el que se encuentra guiado […]
 MOLDEO DE ARTÍCULOS DE PLÁSTICO, del 22 de Febrero de 2011, de SIDERIS, CONSTANTINOS: Equipo de moldeo para su uso en un método para moldear artículos de plástico en el que se moldea por inyección una preforma en una cavidad de moldeo por inyección […]
MOLDEO DE ARTÍCULOS DE PLÁSTICO, del 22 de Febrero de 2011, de SIDERIS, CONSTANTINOS: Equipo de moldeo para su uso en un método para moldear artículos de plástico en el que se moldea por inyección una preforma en una cavidad de moldeo por inyección […]
 APARATO PARA PONER EN ORDEN Y ALINEAR PREFORMAS, del 23 de Noviembre de 2010, de LA SEDA DE BARCELONA,S.A.: Aparato para poner en orden y alinear preformas, comprendiendo dicho aparato dos rodillos de alineación sustancialmente paralelos […]
APARATO PARA PONER EN ORDEN Y ALINEAR PREFORMAS, del 23 de Noviembre de 2010, de LA SEDA DE BARCELONA,S.A.: Aparato para poner en orden y alinear preformas, comprendiendo dicho aparato dos rodillos de alineación sustancialmente paralelos […]
 ELEMENTO DE CARRIL DE TRASLADO DE OBJETOS EN POSICION SUSPENDIDA Y DISPOSITIVO DE ALIMENTACION DE PREFORMAS QUE COMPRENDE UN ELEMENTO DE ESE TIPO, del 14 de Octubre de 2010, de SIDEL PARTICIPATIONS: Elemento de carril de traslado de objetos en posición suspendida, concretamente de recipientes tales como botellas o preformas, comprendiendo este elemento de carril de traslado […]
ELEMENTO DE CARRIL DE TRASLADO DE OBJETOS EN POSICION SUSPENDIDA Y DISPOSITIVO DE ALIMENTACION DE PREFORMAS QUE COMPRENDE UN ELEMENTO DE ESE TIPO, del 14 de Octubre de 2010, de SIDEL PARTICIPATIONS: Elemento de carril de traslado de objetos en posición suspendida, concretamente de recipientes tales como botellas o preformas, comprendiendo este elemento de carril de traslado […]
 DISPOSITIVO TRANSPORTADOR Y SEGMENTO DE TRANSPORTE AUTOMATICO PARA CUERPOS CILINDRICOS, del 11 de Agosto de 2010, de M. TANNER AG: Dispositivo transportador para cuerpos cilíndricos , como preformas para cuerpos huecos, que presentan al menos un cuello , en un segmento de transporte, […]
DISPOSITIVO TRANSPORTADOR Y SEGMENTO DE TRANSPORTE AUTOMATICO PARA CUERPOS CILINDRICOS, del 11 de Agosto de 2010, de M. TANNER AG: Dispositivo transportador para cuerpos cilíndricos , como preformas para cuerpos huecos, que presentan al menos un cuello , en un segmento de transporte, […]
 CADENA DE TRANSFERENCIA PARA PREFORMAS CON MANGO, del 4 de Junio de 2010, de ADS: Cadena de transferencia de preformas de un puesto de llegada de las preformas hacia un puesto de moldeo a través de un puesto (II) de calentamiento […]
CADENA DE TRANSFERENCIA PARA PREFORMAS CON MANGO, del 4 de Junio de 2010, de ADS: Cadena de transferencia de preformas de un puesto de llegada de las preformas hacia un puesto de moldeo a través de un puesto (II) de calentamiento […]
Línea y método de embotellado, del 8 de Julio de 2020, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Línea de embotellado de ciclo continuo para recipientes de material termoplástico, que comprende: - al menos una unidad de moldeo para la fabricación de preformas […]