Máquina rectificadora así como procedimiento para la rectificación y el desbarbado.
Máquina rectificadora para la rectificación de una pieza de trabajo (20,
22, 48, 60), en particular de levas (48, 60),con
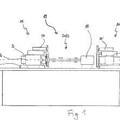
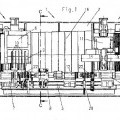
- un banco de máquina (12),
- una muela abrasiva (58, 36, 36') que presenta un perfil con una zona de rectificación (74) que discurrefundamentalmente de manera paralela con respecto al eje de rotación de la muela abrasiva (58, 36, 36'),
- un husillo portamuela (28, 28') en el que está dispuesta la al menos una muela abrasiva (58, 36, 36') y queestá dispuesto de manera que se puede desplazar sobre el banco de máquina (12),
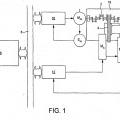
- una unidad de control (96) para el control del proceso rectificador,
caracterizada por que la muela abrasiva (58, 36, 36') presenta al menos un tramo de perfil (70, 72) que no discurrede manera paralela con respecto al eje de rotación de la muela abrasiva (58, 36, 36'), y por que la unidad de control(96) está configurada para desplazar, mediante información de posición de posiciones de cantos (76', 76") de lapieza de trabajo en la dirección de un eje longitudinal (24) de la pieza de trabajo (20, 22, 48, 60), la muela abrasiva(58, 36, 36') de tal modo en la dirección del eje longitudinal (24), que al final de la rectificación de la pieza de trabajo(20, 22, 48, 60) se desbarban o biselan de manera sucesiva los cantos (76', 76") de la pieza de trabajo (20, 22, 48,60) con el al menos un tramo de perfil (70, 72) de la muela abrasiva (58, 36, 36').
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2010/065468.
Solicitante: Schaudt Mikrosa GmbH.
Nacionalidad solicitante: Alemania.
Dirección: Saarländer Strasse 25 04179 Leipzig ALEMANIA.
Inventor/es: STROPPEL,BERTHOLD.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B24B19/12 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B24 TRABAJO CON MUELA; PULIDO. › B24B MAQUINAS, DISPOSITIVOS O PROCEDIMIENTOS PARA TRABAJAR CON MUELA O PARA PULIR (por electroerosión B23H; tratamiento por chorro abrasivo B24C; grabado o pulido electrolítico C25F 3/00 ); REAVIVACION O ACONDICIONAMIENTO DE SUPERFICIES ABRASIVAS; ALIMENTACION DE MAQUINAS CON MATERIALES DE RECTIFICAR, PULIR O ALISAR. › B24B 19/00 Máquinas o dispositivos concebidos especialmente para una operación particular de trabajo con muela no cubierta por otro grupo principal (trabajo con muela de roscas de tornillo B23G 1/36). › para rectificar levas o árboles de levas.
- B24B49/12 B24B […] › B24B 49/00 Aparatos de medida o de calibrado para el control del movimiento de avance del útil de amolar o de la pieza que va a ser amolada; Disposición de los aparatos de indicación o de medida, p. ej. para indicar el comienzo de la operación de amolado (B24B 33/06, B24B 37/005 tienen prioridad; si el aparato es utilizado entre otras máquinas-herramientas B23Q 15/00 - B23Q 17/00 tienen prioridad). › implicando dispositivos ópticos.
- B24B5/01 B24B […] › B24B 5/00 Máquinas o dispositivos para trabajar con muela superficies de revolución de piezas, incluyendo aquéllas que trabajan superficies planas adyacentes; Accesorios a este efecto (B24B 11/00 - B24B 21/00 tienen prioridad; máquinas o dispositivos de acabado que utilizan bloques abrasivos animados de un movimiento a la vez axial y rotativo B24B 33/00). › para el trabajo con muela combinado de superficies de revolución y de superficies planas adyacentes de trabajo.
- B24B5/42 B24B 5/00 […] › para rectificar cigüeñales o muñequillas de cigüeñales.
PDF original: ES-2431623_T3.pdf
Fragmento de la descripción:
Máquina rectificadora así como procedimiento para la rectificación y el desbarbado La invención se refiere a una máquina rectificadora para la rectificación de una pieza de trabajo, en particular de levas, con un banco de máquina, una muela abrasiva que presenta un perfil con una zona de rectificación que discurre fundamentalmente de manera paralela con respecto al eje de rotación de la muela abrasiva, un husillo portamuela en el que está dispuesta la al menos una muela abrasiva y que está dispuesto de manera que se puede desplazar sobre el banco de máquina, y con una unidad de control para el control del proceso rectificador. La invención se refiere además a un procedimiento para la rectificación de una pieza de trabajo, en particular de levas, sobre un elemento de sujeción. Una máquina rectificadora de este tipo se conoce por el documento WO 2009/023979 A1. La máquina rectificadora conocida presenta un banco de máquina en el que están alojados un dispositivo portapiezas con un cabezal fijo y un cabezal móvil para el alojamiento de piezas de trabajo. En el banco de máquina está previsto además un dispositivo portaherramientas para el alojamiento y el accionamiento de muelas abrasivas con las que se pueden mecanizar las piezas de trabajo. Además la máquina rectificadora conocida presenta un dispositivo de medición que está configurado para medir sin contacto las piezas de trabajo alojadas. Por el documento GB 2 208 275 A se conoce una disposición de muelas abrasivas en la que por ejemplo una primera muela abrasiva está fijada permanentemente en un husillo, pudiendo fijarse adicionalmente una segunda muela abrasiva de manera separable en el husillo. Una de las dos muelas abrasivas se puede emplear para el mecanizado en grueso, la otra para el mecanizado de precisión.
Máquinas rectificadoras adicionales de un tipo similar se conocen por ejemplo por el prospecto "CamGrind -Produktionslösungen für das Schleifen von Nockenwellen" (“CamGrind – Soluciones de producción para la rectificación de árboles de leva”) de la empresa Studer Schaudt GmbH, Stuttgart de Octubre de 2006. A este 25 respecto por ejemplo los modelos "CamGrind S" y "Cam-Grind L" presentan dispositivos rectificadores que están compuestos por una muela abrasiva grande y una muela abrasiva pequeña y que sobre todo están concebidos para la rectificación de árboles de leva. A este respecto mediante una potencia elevada se rectifican previamente en primer lugar las levas con la muela abrasiva grande y se mecanizan los asientos de cojinete, mientras que la muela abrasiva pequeña sirve para terminar de rectificar las formas de leva o también para la rectificación de los asientos 30 de cojinete. Para el mecanizado del árbol de leva éste está dispuesto en un dispositivo portapiezas, que en un lado presenta un cabezal fijo portapieza que lleva el árbol de leva a la rotación deseada alrededor de su eje longitudinal, y en el otro lado presenta un cabezal móvil que hace que el árbol de leva siempre esté orientado y centrado durante el mecanizado. Con respecto a estos componentes constructivos por regla general estacionarios del dispositivo portapiezas las muelas abrasivas o los husillos portamuelas correspondientes se pueden mover dentro del plano x-z
con respecto al árbol de leva.
Si hasta ahora o a continuación se ha hablado o se habla de los ejes o direcciones x y z, con ello siempre se hace referencia a los dos ejes que abarcan el plano que forma el banco de máquina. A este respecto el eje z se extiende de manera paralela con respecto a la extensión longitudinal de la pieza de trabajo, en este caso por ejemplo del
árbol de leva, y el eje x se extiende como eje perpendicular con respecto al mismo que por tanto corresponde a un movimiento de una herramienta lateralmente hacia la pieza de trabajo correspondiente o alejándose de la misma. Una dirección perpendicular con respecto al eje x y el eje z se denomina adicionalmente eje y o dirección y. Por consiguiente discurre de manera perpendicular con respecto al banco de máquina.
La rectificación de las levas directamente sobre el árbol se realiza con fines de precisión para que las levas estén conformadas exactamente con respecto al árbol. Sin embargo, con respecto a este método de producción establecido también se utiliza cada vez más la rectificación de levas individuales, ya que ahora los fabricantes de los árboles de leva consiguen ensamblar las levas individuales de manera muy exacta sobre un árbol. La rectificación exacta de las levas individuales se realiza a este respecto de forma individual o como grupos de varias levas que en 50 la mayoría de los casos se mecanizan sobre un dispositivo de alojamiento de piezas de trabajo, por regla general un mandril, en una máquina rectificadora.
En las operaciones de rectificación y los mecanizados con las máquinas rectificadoras mencionadas al inicio siempre se forma a lo largo de cantos de la pieza de trabajo rectificada, en este caso por ejemplo de las levas, una 55 acumulación de rebaba. Esta rebaba básicamente no se desea para el uso posterior de las piezas de trabajo rectificadas, de modo que ésta se elimina en instalaciones separadas, por ejemplo desbarbadoras a alta presión o estaciones de cepillado. Para ello el dispositivo rectificado se extrae de la máquina rectificadora y se inserta en estas instalaciones separadas, de modo que las piezas de trabajo se pueden mecanizar posteriormente en las mismas. Por tanto esto tiene como consecuencia una etapa de mecanizado adicional con un tiempo de mecanizado adicional
y de nuevo una sujeción de la pieza de trabajo, y tiene además el inconveniente de que se debe adquirir y proporcionar para fines de producción un dispositivo/máquina adicional separados. Además del espacio requerido relacionado con ello esto tiene además un efecto negativo con respecto a los aspectos económicos de la producción, ya que las instalaciones separadas de este tipo además de costes adicionales de mantenimiento y conservación también tienen unos costes relativamente altos de adquisición.
La presente invención se basa por tanto en el objetivo de proporcionar una máquina rectificadora para la rectificación de una pieza de trabajo así como un procedimiento para la rectificación de una pieza de trabajo en el que o bien se evite la formación de rebaba o bien se posibilite el desbarbado dentro de la misma máquina rectificadora durante o después de la operación de rectificación.
Según la invención este objetivo se soluciona en una máquina rectificadora según el tipo mencionado al inicio por que la muela abrasiva presenta al menos un tramo de perfil que no discurre de manera paralela con respecto al eje de rotación de la muela abrasiva, y por que la unidad de control está configurada para desplazar, mediante información de posición de posiciones de cantos de la pieza de trabajo en la dirección hacia un eje longitudinal de la pieza de trabajo, la muela abrasiva de tal modo en la dirección hacia el eje longitudinal que al final de la rectificación de la pieza de trabajo se desbarban o biselan de manera sucesiva los cantos de la pieza de trabajo con el al menos un tramo de perfil de la muela abrasiva.
La combinación de las muelas abrasivas perfiladas según la invención con la unidad de control según la invención tiene la ventaja de que durante la operación de rectificación, preferiblemente al final de esta operación de rectificación, el tramo de perfil oblicuo correspondiente, que no discurre de manera paralela con respecto al eje de rotación de la muela abrasiva, llega contra el canto de la pieza de trabajo rectificada, y según la colocación de la muela abrasiva elimina mecánicamente la rebaba de este canto o también bisela el canto de la pieza de trabajo. Para posibilitar esto se determinan previamente con precisión las posiciones de las piezas de trabajo y sus cantos, de modo que la orientación de las muelas abrasivas a lo largo de las piezas de trabajo se puede ajustar óptimamente para estas etapas de desbarbado o biselado.
Esto permite que la pieza de trabajo en esta máquina rectificadora según la invención se obtenga como un producto listo para su embalaje. Un traspaso adicional a un dispositivo adicional para eliminar la rebaba no es necesario.
También se permite mediante este dispositivo realizar el desbarbado ya en las últimas fases del proceso rectificador, de modo que la pérdida de tiempo por el desbarbado se minimiza aún más. A este respecto entonces ya no es necesario introducir una etapa adicional de desbarbado, ya que ésta ya forma parte de todo el proceso rectificador.
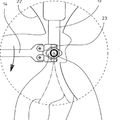
En una configuración adicional de la invención la muela abrasiva presenta un perfil de tejado con dos tramos... [Seguir leyendo]
Reivindicaciones:
1. Máquina rectificadora para la rectificación de una pieza de trabajo (20, 22, 48, 60) , en particular de levas (48, 60) , con - un banco de máquina (12) , -una muela abrasiva (58, 36, 36’) que presenta un perfil con una zona de rectificación (74) que discurre fundamentalmente de manera paralela con respecto al eje de rotación de la muela abrasiva (58, 36, 36’) , -un husillo portamuela (28, 28’) en el que está dispuesta la al menos una muela abrasiva (58, 36, 36’) y que está dispuesto de manera que se puede desplazar sobre el banco de máquina (12) , -una unidad de control (96) para el control del proceso rectificador,
caracterizada por que la muela abrasiva (58, 36, 36’) presenta al menos un tramo de perfil (70, 72) que no discurre de manera paralela con respecto al eje de rotación de la muela abrasiva (58, 36, 36’) , y por que la unidad de control
(96) está configurada para desplazar, mediante información de posición de posiciones de cantos (76’, 76") de la pieza de trabajo en la dirección de un eje longitudinal (24) de la pieza de trabajo (20, 22, 48, 60) , la muela abrasiva (58, 36, 36’) de tal modo en la dirección del eje longitudinal (24) , que al final de la rectificación de la pieza de trabajo (20, 22, 48, 60) se desbarban o biselan de manera sucesiva los cantos (76’, 76") de la pieza de trabajo (20, 22, 48, 60) con el al menos un tramo de perfil (70, 72) de la muela abrasiva (58, 36, 36’) .
2. Máquina rectificadora según la reivindicación 1, caracterizada por que la muela abrasiva (58, 36, 36’) presenta un perfil de tejado (64) con dos tramos de perfil (70, 72) que no discurren de manera paralela con respecto al eje de rotación de la muela abrasiva (58, 36, 36’) y entre los que está dispuesta una zona de rectificación (74) que discurre fundamentalmente de manera paralela con respecto al eje de rotación de la muela abrasiva (58, 36, 36’) .
3. Máquina rectificadora según la reivindicación 1 o 2, caracterizada por que el al menos un tramo de perfil (70, 72) está configurado de modo que la distancia con respecto al eje de rotación de la muela abrasiva (58, 36, 36’) de cada punto en el perfil a lo largo de la extensión del tramo de perfil (70, 72) se reduce hacia el vértice (80, 82) .
4. Máquina rectificadora según una de las reivindicaciones1 a 3, caracterizada por que la máquina rectificadora presenta una entrada de datos (92) para recibir la información de posición.
5. Máquina rectificadora según una de las reivindicaciones 1 a 4, caracterizada por que la máquina rectificadora
presenta un dispositivo de medición (90) para determinar la información de posición. 35
6. Máquina rectificadora según la reivindicación 5, caracterizada por que el dispositivo de medición (90) está configurado para determinar la información de posición sin contacto, en particular mediante determinaciones de distancia mediante láser o un iniciador.
7. Máquina rectificadora según la reivindicación 5 o 6, caracterizada por que las piezas de trabajo (20, 48, 60) están alojadas en un elemento de sujeción (54) y por que el dispositivo de medición (90) está configurado para determinar al menos una primera posición con respecto a un tope longitudinal (56) del elemento de sujeción (54) de las piezas de trabajo (20, 48, 60) .
8. Máquina rectificadora según la reivindicación 7, caracterizada por que el dispositivo de medición (90) está configurado para determinar todas las posiciones con respecto al tope longitudinal (56) del elemento de sujeción (54) de las piezas de trabajo (20, 48, 60) .
9. Máquina rectificadora según la reivindicación 7, caracterizada por que el dispositivo de medición (90) está configurado para determinar las posiciones restantes unas con respecto a otras.
10. Máquina rectificadora según una de las reivindicaciones 5 a 9, caracterizada por que el dispositivo de medición
(90) está dispuesto fuera de un espacio interior (19) de la máquina rectificadora.
11. Máquina rectificadora según una de las reivindicaciones 5 a 9, caracterizada por que el dispositivo de medición (90) está dispuesto dentro de un espacio interior (19) de la máquina rectificadora.
12. Máquina rectificadora según una de las reivindicaciones 1 a 11, caracterizada por que la unidad de control (96) está configurada de modo que los cantos (76’, 76") de la pieza de trabajo (20, 22, 48, 60) con el al menos un tramo de perfil (70, 72) de la muela abrasiva (58, 36, 36’) se desbarban o biselan sólo tras un 50 a un 95 %, en particular tras un 60 a un 80 % del tiempo total de mecanizado.
13. Procedimiento para la rectificación de una pieza de trabajo (20, 48, 60) , en particular de levas (48, 60) , sobre un
elemento de sujeción (54) con una máquina rectificadora (10) según una de las reivindicaciones 1 a 12, con las 65 siguientes etapas:
a) Determinar la posición de la al menos una pieza de trabajo (20, 48, 60) sobre el elemento de sujeción (54) , b) Retransmitir la información de posición a una unidad de control (96) para el control del proceso rectificador, c) Colocar la muela abrasiva (58, 36, 36’) para una operación de rectificación en la dirección del eje longitudinal
(24) del elemento de sujeción (54) de la al menos una pieza de trabajo (20, 48, 60) y de manera perpendicular
con respecto a este eje longitudinal (24) basándose en la información de posición, d) Rectificar la al menos una pieza de trabajo (20, 48, 60) con una zona de rectificación (74) de la muela abrasiva (58, 36, 36’) , e) Desplazar la muela abrasiva (58, 36, 36’) en la dirección del eje longitudinal (24) del elemento de sujeción (54) de la al menos una pieza de trabajo (20, 48, 60) basándose en la información de posición, de modo que un tramo de perfil (70, 72) de la muela abrasiva (58, 36, 36’) que no discurre de manera paralela con respecto al eje de rotación de la muela abrasiva (58, 36, 36’) desbarba o bisela un canto (76’, 76") de la pieza de trabajo (20, 48, 60) .
14. Procedimiento según la reivindicación 13, caracterizado por la siguiente etapa adicional:
f) Desplazar la muela abrasiva (58, 36, 36’) en la dirección opuesta del eje longitudinal (24) del elemento de sujeción (54) de la al menos una pieza de trabajo (20, 48, 60) basándose en la información de posición, de modo que otro tramo de perfil (72, 70) de la muela abrasiva (58, 36, 36’) que no discurre de manera paralela con respecto al eje de rotación de la muela abrasiva (58, 36, 36’) desbarba o bisela un canto adicional (76’, 76") de la pieza de trabajo (20, 48, 60) .
Patentes similares o relacionadas:
Máquina herramienta y procedimiento para medir una pieza de trabajo, del 29 de Abril de 2020, de FRITZ STUDER AG: Máquina herramienta, en particular una rectificadora, que comprende lo siguiente: - un asiento de pieza de trabajos con al menos una sujeción de pieza de […]
Máquina herramienta y procedimiento de medición de una pieza de trabajo, del 25 de Mayo de 2016, de FRITZ STUDER AG: Máquina herramienta, en particular rectificadora, comprendiendo los elementos siguientes: - un alojamiento de pieza de trabajo que […]
 Máquinas herramientas y métodos de funcionamiento de las mismas, del 12 de Agosto de 2015, de Fives Landis Limited: Máquina herramienta para mecanizar una pieza de trabajo , que comprende:
una base de máquina ;
un soporte de pieza de trabajo soportado por […]
Máquinas herramientas y métodos de funcionamiento de las mismas, del 12 de Agosto de 2015, de Fives Landis Limited: Máquina herramienta para mecanizar una pieza de trabajo , que comprende:
una base de máquina ;
un soporte de pieza de trabajo soportado por […]
Instalación de máquina de rectificación con alojamiento pivotable de una unidad de husillo de rectificación y procedimiento para la articulación de una unidad de husillo de rectificación en una máquina de rectificación, del 4 de Marzo de 2015, de ERWIN JUNKER MASCHINENFABRIK GMBH: Instalación de máquina de rectificación con una unidad de husillo de rectificación , que presenta un árbol de accionamiento accionado con […]
 Rectificadora con dos conjuntos de husillos, del 7 de Noviembre de 2013, de Schaudt Mikrosa GmbH: Rectificadora para el rectificado de piezas de trabajo , particularmente para el rectificadosimultáneo de dos piezas de trabajo […]
Rectificadora con dos conjuntos de husillos, del 7 de Noviembre de 2013, de Schaudt Mikrosa GmbH: Rectificadora para el rectificado de piezas de trabajo , particularmente para el rectificadosimultáneo de dos piezas de trabajo […]
 PROCEDIMIENTO PARA RECTIFICAR LEVAS DE UN ÁRBOL DE LEVAS, del 16 de Marzo de 2011, de EMAG HOLDING GMBH: Procedimiento para rectificar levas de un árbol de levas en una fijación con dos husillos rectificadores , en donde el árbol de levas […]
PROCEDIMIENTO PARA RECTIFICAR LEVAS DE UN ÁRBOL DE LEVAS, del 16 de Marzo de 2011, de EMAG HOLDING GMBH: Procedimiento para rectificar levas de un árbol de levas en una fijación con dos husillos rectificadores , en donde el árbol de levas […]
METODO PARA EL RECTIFICADO DE PIEZAS QUE PERMITE UNA TASA DE ARRANQUE CONSTANTE., del 16 de Marzo de 2007, de UNOVA UK LTD.: Método para rectificar una pieza cilíndrica o no cilíndrica bajo control informático, con el fin de realizar una primera fase en la que una muela abrasiva rectifica la […]
 CENTRO DE RECTIFICADO PARA EL RECTIFICADO SIMULTÁNEO DE VARIOS APOYOS DE CIGÜEÑALES, del 20 de Mayo de 2011, de ERWIN JUNKER MASCHINENFABRIK GMBH: Centro de rectificado con mando para el rectificado simultáneo de apoyos y de codos (24 a 27) de cigüeñales , que - posee una primera estación […]
CENTRO DE RECTIFICADO PARA EL RECTIFICADO SIMULTÁNEO DE VARIOS APOYOS DE CIGÜEÑALES, del 20 de Mayo de 2011, de ERWIN JUNKER MASCHINENFABRIK GMBH: Centro de rectificado con mando para el rectificado simultáneo de apoyos y de codos (24 a 27) de cigüeñales , que - posee una primera estación […]