Instalación de máquina de rectificación con alojamiento pivotable de una unidad de husillo de rectificación y procedimiento para la articulación de una unidad de husillo de rectificación en una máquina de rectificación.
Instalación de máquina de rectificación con una unidad de husillo de rectificación (10,
27, 55), que presenta un árbol de accionamiento (30) accionado con motor, alojado en ella, y un disco abrasivo (11, 31, 62) fijado en uno de sus extremos, y con un alojamiento pivotable de la unidad de husillo de rectificación (10, 27, 55) en una pieza de alojamiento (21) de la máquina de rectificación, en la que a través del alojamiento pivotable se regulan diferentes posiciones inclinadas del árbol de accionamiento (30) frente a una recta de referencia, caracterizada por las siguientes características:
a) la unidad de husillo de rectificación (10, 27, 55) está conectada a través de zonas de conformación elástica selectiva del material con la pieza de alojamiento (21) y es soportada por ésta;
b) las zonas de conformación elástica selectiva del material se encuentran en la primera zona extrema, dirigida hacia disco abrasivo (11, 31, 62), del árbol de accionamiento (30);
c) en la segunda zona extrema del árbol de accionamiento (30), opuesta al disco abrasivo (11, 31, 62), se encuentra una unidad de regulación (33, 64), que durante su activación ejerce una fuerza de ajuste que actúa sobre la unidad de husillo de rectificación (10, 27, 55), que está dirigida transversalmente al eje longitudinal (30a, 63) del árbol de accionamiento (30) y controla su posición inclinada a través de las zonas de conformación elástica selectiva de material.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2012/054687.
Solicitante: ERWIN JUNKER MASCHINENFABRIK GMBH.
Nacionalidad solicitante: Alemania.
Dirección: JUNKERSTRASSE 2 77787 NORDRACH ALEMANIA.
Inventor/es: JUNKER, ERWIN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23Q1/34 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR. › B23Q 1/00 Elementos componentes de la estructura general de un tipo de máquina, y más especialmente los elementos fijos más grandes (B23Q 37/00 tiene prioridad). › Movimiento relativo debido a la utilización de elementos deformables, p.ej. piezoeléctricos, magnetoestrictivos, elásticos o dilatables térmicamente (elementos sensibles capaces de producir un movimiento o un desplazamiento con el fin de no limitarlos a la medición G12B 1/00).
- B23Q1/36 B23Q 1/00 […] › Resortes.
- B24B19/12 B […] › B24 TRABAJO CON MUELA; PULIDO. › B24B MAQUINAS, DISPOSITIVOS O PROCEDIMIENTOS PARA TRABAJAR CON MUELA O PARA PULIR (por electroerosión B23H; tratamiento por chorro abrasivo B24C; grabado o pulido electrolítico C25F 3/00 ); REAVIVACION O ACONDICIONAMIENTO DE SUPERFICIES ABRASIVAS; ALIMENTACION DE MAQUINAS CON MATERIALES DE RECTIFICAR, PULIR O ALISAR. › B24B 19/00 Máquinas o dispositivos concebidos especialmente para una operación particular de trabajo con muela no cubierta por otro grupo principal (trabajo con muela de roscas de tornillo B23G 1/36). › para rectificar levas o árboles de levas.
- B24B41/04 B24B […] › B24B 41/00 Elementos constitutivos de maquinas o dispositivos abrasivos tales como bastidores, bancos, cabezales, carros. › Cabezales; Arboles portamuelas; Características relacionadas con éstos.
- B24B5/42 B24B […] › B24B 5/00 Máquinas o dispositivos para trabajar con muela superficies de revolución de piezas, incluyendo aquéllas que trabajan superficies planas adyacentes; Accesorios a este efecto (B24B 11/00 - B24B 21/00 tienen prioridad; máquinas o dispositivos de acabado que utilizan bloques abrasivos animados de un movimiento a la vez axial y rotativo B24B 33/00). › para rectificar cigüeñales o muñequillas de cigüeñales.
PDF original: ES-2534815_T3.pdf
Fragmento de la descripción:
Instalación de máquina de rectificación con alojamiento pivotable de una unidad de husillo de rectificación y procedimiento para la articulación de una unidad de husillo de rectificación en una máquina de rectificación
La invención se refiere a un instalación de máquina de rectificación con una unidad de husillo de rectificación, que presenta un árbol de accionamiento accionado con motor, alojado en ella, y un disco abrasivo fijado en uno de sus extremos, y con un alojamiento pivotable de la unidad de husillo de rectificación en una pieza de alojamiento de la máquina de rectificación, en la que a través del alojamiento pivotable se regulan diferentes posiciones inclinadas del árbol de accionamiento frente a una recta de referencia, de acuerdo con el preámbulo de la reivindicación 1.
La invención se refiere también a un procedimiento para la articulación de una unidad de husillo de rectificación, que está conectada a través de al menos un eje de articulación con una pieza de alojamiento de una máquina de rectificación y presenta un árbol de accionamiento accionado con motor así como un disco abrasivo fijado en uno de sus extremos, con lo que durante la articulación se regulan diferentes posiciones inclinadas del árbol de accionamiento frente a una recta de referencia, de acuerdo con el preámbulo de la reivindicación 15.
De acuerdo con el estado de la técnica, el alojamiento pivotable de tales unidades de husillo de rectificación que se encuentran en la máquina de rectificación consiste en que la unidad de husillo de rectificación es articulada junto con la pieza de alojamiento como un conjunto, es decir, con toda su carcasa y el motor de accionamiento respectivo, con motor alrededor de un eje de articulación frente a la máquina de rectificación restante. El eje de articulación está configurado en este caso como eje de articulación habitual en el sentido de la construcción de máquinas. Esto significa que el eje de articulación se puede configurar en cuanto a la estructura en concreto en forma de un árbol de soporte o puede estar definido geométricamente con exactitud a través del eje medio de cojinetes, en los que está alojada toda la unidad de husillo de rectificación. A través de la articulación de la unidad de husillo de rectificación se puede ajustar su disco abrasivo en diferentes ángulos en la pieza de trabajo, y se pueden utilizar también diferentes discos abrasivos, cuando en una pieza de alojamiento pivotable de la máquina de rectificación están colocados varios discos abrasivos.
En la estructura conocida de las máquinas de rectificación universales redondas / no redondas se designa el eje de articulación de las unidades de husillo de rectificación pivotable en el lenguaje práctico muchas veces como eje-B. El eje-B está dirigido con preferencia perpendicular al eje de accionamiento de la unidad de husillo de rectificación y está también perpendicular al plano, que se da a través de los ejes de desplazamiento lineales posibles del disco abrasivo y/o de la pieza de trabajo, de manera que estos ejes de desplazamiento se designan en la práctica como eje-X y eje-Z. En los casos más ampliamente difundidos, el plano mencionado se extiende horizontalmente, de manera que el eje-B está dirigido verticalmente. De acuerdo con el estado de la técnica, para la articulación de la unidad de husillo de rectificación es habitual un servo motor, cuyo control está incorporado en la instalación de control y de regulación de toda la máquina de rectificación. Un ejemplo del estado de la técnica descrito aquí se muestra en el documento DE 12 35 88 A1.
Con estas instalaciones conocidas para la articulación de unidades de husillo de rectificación se pueden realizar recorridos de articulación grandes y se pueden solucionar numerosos cometidos técnicos de rectificación con gran exactitud. Por medio del control numérico-CNC se puede modificar constantemente, por ejemplo, la posición inclinada del disco abrasivo en el funcionamiento continuo, realizando al mismo tiempo también un movimiento en una o varias direcciones lineales del movimiento. De esta manera, se pueden fabricar contornos arqueados complejos y/o contornos que se extienden inclinados con gran exactitud y alta calidad de la superficie. Pero existen casos límites, en los que las máquinas rectificadoras con las unidades de husillos de rectificación pivotables de manera habitual no conducen ya a resultados satisfactorios.
Un caso límite de este tipo es la rectificación de lugares de cojinetes que se encuentran en árboles, que deben obtener un llamado contorno, que se desvía de la forma cilindrica. Este contorno puede consistir en un contorno abombado ligeramente arqueado hacia fuera, el llamado "Ballus" en el lenguaje práctico. En los cojinetes de árboles de cigüeñal, por ejemplo, la desviación de la forma cilindrica hacia fuera está en un intervalo de a 5 pm. En otros árboles como por ejemplo árboles de levas se pueden solicitar también lugares de cojinetes cónicos o levas, es decir, el contorno de un cono, lo mismo que el contorno de un cono doble con un máximo en el centro axial. Tales contornos se pueden generar económicamente sobre todo con discos abrasivos colocados inclinados.
Con frecuencia debe realizarse en las piezas de trabajo a rectificar una corrección cilindrica, porque existen errores de fijación. Este problema se plantea especialmente en árboles de cigüeñal grandes, que son estructuras relativamente blandas y en los que a pesar de todo el cuidado después de la fijación para la rectificación no todos los cojinetes principales se extienden exactamente alineados con respecto al eje longitudinal decisivo del árbol de cigüeñal. Tales errores deben subsanarse durante la rectificación a través de una desviación de corrección controlada voluntariamente respecto de la posición básica. En estos y similares casos de aplicación se requiere que el eje longitudinal y el eje de rotación del disco abrasivo sean pivotados con mucha exactitud alrededor de un ángulo muy pequeño frente a las rectas de referencia. La recta de referencia es a este respecto en el caso normal el eje
longitudinal y el eje de rotación del disco abrasivo, cuando éste se extiende exactamente paralelo a la línea media de una pieza de trabajo giratoria a rectificar.
Otro caso, en el que es necesaria una inclinación del disco abrasivo alrededor de un ángulo pequeño, pero que debe ajustarse con exactitud frente a la pieza de trabajo, se refiere a una rectificación redonda exterior de piezas de trabajos simétricas rotatorias, de manera que un disco abrasivo rectificado cilindrico está guiado con un ángulo de afilado reducir contra la superficie a rectificar de la pieza de trabajo y el disco abrasivo que se apoya en el lado frontal en la pieza de trabajo contacta con la superficie rectificada acabada de la pieza de trabajo solamente de forma puntual, ver el documento DE 34 35 313 C2. Este procedimiento de rectificación conocido en la designación comercial como "Quickpoint" posibilita tiempos de rectificación cortos en combinación con desarrollo reducido de calor y número de revoluciones alto de la pieza de trabajo. Una regulación fiable del ángulo de afilado propiamente dicho en una zona de articulación reducida puede ser ventajosa cuando deben solucionarse diferentes cometidos de rectificación o una máquina de rectificación existente no debe trabajar de forma duradera de acuerdo con este procedimiento.
En todos estos casos de aplicación indicados aquí los alojamientos pivotables de los husillos de rectificación, es decir, las unidades de husillos de rectificación habituales desplazares con motor alcanzan sus límites. El motivo de ello consiste en que estas unidades de husillos de rectificación debido a la exactitud de rectificación necesaria deben realizarse relativamente macizas también debido a la instalación de articulación necesaria con cojinetes y accionamientos. El movimiento de estas masas grandes requiere de nuevo accionamientos grandes, de manera que la inercia de masas reduce, en general, la velocidad de desplazamiento y la exactitud de regulación. El alojamiento normal de las unidades de husillo de rectificación, que es suficiente para las vías de articulación grandes durante el movimiento pivotable alrededor del eje-B, no es suficiente ya para la regulación fina en los casos mencionados anteriormente. Se requiere un eje-B de alta exactitud, que debe funcionar libre de juego y sin fricción. Un principio para la mejora podría consistir en configurar hidrostáticamente el alojamiento de articulación de las unidades de husillos de rectificación alrededor del eje-B. Pero esta solución sería muy cara y podría conducir a máquinas de rectificación complicadas de... [Seguir leyendo]
Reivindicaciones:
1.- Instalación de máquina de rectificación con una unidad de husillo de rectificación (1, 27, 55), que presenta un árbol de accionamiento (3) accionado con motor, alojado en ella, y un disco abrasivo (11, 31, 62) fijado en uno de sus extremos, y con un alojamiento pivotable de la unidad de husillo de rectificación (1, 27, 55) en una pieza de alojamiento (21) de la máquina de rectificación, en la que a través del alojamiento pivotable se regulan diferentes posiciones inclinadas del árbol de accionamiento (3) frente a una recta de referencia, caracterizada por las siguientes características:
a) la unidad de husillo de rectificación (1, 27, 55) está conectada a través de zonas de conformación elástica selectiva del material con la pieza de alojamiento (21) y es soportada por ésta;
b) las zonas de conformación elástica selectiva del material se encuentran en la primera zona extrema, dirigida hacia disco abrasivo (11, 31, 62), del árbol de accionamiento (3);
c) en la segunda zona extrema del árbol de accionamiento (3), opuesta al disco abrasivo (11, 31, 62), se encuentra una unidad de regulación (33, 64), que durante su activación ejerce una fuerza de ajuste que actúa sobre la unidad de husillo de rectificación (1, 27, 55), que está dirigida transversalmente al eje longitudinal (3a, 63) del árbol de accionamiento (3) y controla su posición inclinada a través de las zonas de conformación elástica selectiva de material.
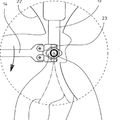
2.- Instalación de máquina de rectificación de acuerdo con la reivindicación 1, caracterizada que las zonas de conformación elástica selectiva del material presentan la función de un eje de articulación (26, 61a, 61b) con dos aletas de bisagra (24, 25) que se conectan en ésta modo de una bisagra de película, en la que la primera aleta de bisagra (24) lleva la unidad de husillo de rectificación (1, 27, 65) y la segunda aleta de bisagra (25) está conectada con la pieza de alojamiento (21).
3.- Instalación de máquina de rectificación de acuerdo con la reivindicación 2, caracterizada porque el eje de articulación /26, 61a, 61b) está configurado inherente a la construcción a través de una o varias zonas de debilitamiento o conformación selectivas localmente.
4.- Instalación de máquina de rectificación de acuerdo con la reivindicación 3, caracterizada porque el eje de articulación (26a, 61a, 61b) está fijado por medio de al menos una ranura longitudinal, que se extiende en el lugar de unión de la unidad de husillo de rectificación (1, 27, 55) y la pieza de alojamiento (21) a lo largo del eje de articulación (26a, 61 a, 61 b) y está recortada en el material del lugar de unión.
5.- Instalación de máquina de rectificación de acuerdo con la reivindicación 2, caracterizada porque las zonas de conformación elástica selectiva del material están constituidas por un material metálico y el eje de articulación está formado por un tratamiento local de la textura del material.
6.- Instalación de máquina de rectificación de acuerdo con al menos una de las reivindicaciones 2 a 5, caracterizada porque el eje de articulación (26a, 61a, 61b) está configurado en un soporte del eje de articulación (23, 6), que se encentra entre la pieza de alojamiento (21) y la unidad de husillo de rectificación (27, 55) y está conectado con ambas.
7.- Instalación de máquina de rectificación de acuerdo con la reivindicación 6, caracterizada porque el soporte del eje de articulación (6) es componente de una construcción de apoyo y de soporte (58) que recibe y refuerza la unidad de husillo de rectificación (55).
8.- Instalación de máquina de rectificación de acuerdo con la reivindicación 7, caracterizada porque el soporte del eje de articulación (6) está conectado a través de una carcasa parcial (59) con la pieza de alojamiento de la máquina de rectificación y a través de dos brazos de soporte (6c, 6e; 6d, 6f) que se extienden paralelos está conectado con la unidad de husillo de rectificación (55), en la que los dos brazos de soporte (5c, 6e; 6d, 6f) se extienden a lo largo de la unidad de husillo de rectificación (55) y presenta por secciones, respectivamente, un eje de articulación (61 a, 61 b) para la formación de todo el eje de articulación (61).
9.- Instalación de máquina de rectificación de acuerdo con al menos una de las reivindicaciones 1 a 8, caracterizada porque la unidad de regulación (33, 64) es activa por medio de un bulón de presión móvil (34, 75), que en el estado activo a través de contacto mecánico establece una distancia controlable entre la unidad de husillo de rectificación (1, 27, 55) y la pieza de alojamiento (21) o un componente intermedio conectado rígidamente con ésta y de esta manera pivota la unidad de husillo de rectificación (1, 27, 55).
1.- Instalación de máquina de rectificación con las características de las reivindicaciones 6 a 9, caracterizada porque la unidad de regulación (64) está fijada en la carcasa parcial (59) y el bulón de presión móvil (75) se apoya en una pieza de puente (6a), que conecta los extremos pivotables de los dos brazos de soporte (6c, 6e; 6d, 6f) entre sí.
11.- Instalación de máquina de rectificación de acuerdo con la reivindicación 9 ó 1, caracterizada porque están previstas las siguientes características:
a) en una carcasa (86) de la unidad de regulación (33, 64) está alojado un rotor de ajuste (7), que experimenta, durante la activación a través de un servomotor (85), una regulación angular alrededor de su eje longitudinal y eje de rotación (69);
b) el rotor de ajuste (7) presenta una sección central excéntrica (71), que lleva de forma fija contra giro el anillo interior (74a) de un cojinete de agujas (74);
c) el anillo exterior (74b) del cojinete de agujas (74) está en contacto con el bulón de presión (75), que es deslizable en la dirección radial al eje longitudinal y eje de rotación (69) del rotor de ajuste (7);
d) la unidad de regulación (33, 64) está dispuesta en un lugar de la instalación de máquina de rectificación, en el que un primer componente, que es atribulóle estáticamente a la pieza de alojamiento (21), está opuesto a un segundo componente móvil, en cambio, por medio del eje de articulación (26, 61), en la que la carcasa (66) de la unidad de regulación (33, 64) está conectada fijamente con uno de los componentes y el bulón de presión (75) está retenido por medio de muelles (38, 8) en apoyo constante libre de juego en el otro componente, respectivamente.
12.- Instalación de máquina de rectificación de acuerdo con al menos una de las reivindicaciones 1 a 11, caracterizada porque la pieza de alojamiento (21) es un soporte de husillo de rectificación (56) móvil linealmente en una dirección.
13.- Instalación de máquina de rectificación de acuerdo con al menos una de las reivindicaciones 1 a 11, caracterizada porque la pieza de alojamiento es una carcasa de articulación (43), que está dispuesta ella misma de forma plvotable alrededor de un eje de articulación (42) sobre un soporte de husillo de rectificación (39) móvil linealmente al menos en una dirección, en la que el eje de articulación (42) está dirigido perpendlcularmente al plano del movimiento del soporte de husillo de rectificación (39), de tal manera que adlclonalmente a la zona de articulación grande de la carcasa de articulación (43) se puede realizar una regulación de corrección sobre las zonas de conformación elástica selectiva del material.
14.- Instalación de máquina de rectificación de acuerdo con al menos una de las reivindicaciones 1 a 13, caracterizada porque en una máquina de rectificación con control numérico-CNC se realiza la articulación de la unidad de husillo de rectificación (1, 27, 55) durante la rectificación y se incorpora en el control numérico-CNC.
15.- Procedimiento para la articulación de una unidad de husillo de rectificación (1, 27, 55), que está conectada a través de al menos un eje de articulación (26, 61a, 61b) con una pieza de alojamiento (21) de una máquina de rectificación y presenta un árbol de accionamiento (3) accionado con motor así como un disco abrasivo (11, 31, 62) fijado en uno de sus extremos, con lo que durante la articulación se regulan diferentes posiciones inclinadas del árbol de accionamiento frente a una recta de referencia, caracterizado porque la unión entre la unidad de husillo de rectificación (1, 27, 55) y la pieza de alojamiento (21) se establece a través de una zona de material de una sola pieza y porque el acoplamiento efectivo de una unidad de regulación (33, 64) en el sentido de la articulación permite a un eje de pivote (26, 61a, 61b) ser efectivo por medio de una zona de deformación elástica selectiva configurada en esta zona del material, cuyo eje de pivote posibilita un recorrido de articulación de algunos minutos de arco de una manera dimensionalmente rígida y libre de juego.
16.- Procedimiento de acuerdo con la reivindicación 15, caracterizado porque la unidad de husillo de rectificación (27) está articulada en una carcasa de articulación (43) que forma la pieza de alojamiento que, por su parte, es articulada con motor como un conjunto junto con la unidad de husillo de rectificación (27) alrededor de un eje de articulación (42) habitual en el sentido de la construcción de máquinas, en el que los ejes de articulación (26) de la unidad de husillo de rectificación (27) y de la carcasa de articulación (43) se extienden paralelos entre sí y los dos movimientos de articulación son controlados de manera independiente uno del otro, pero en relación funcional, de tal manera que a los recorridos grandes de articulación de la carcasa de articulación (43) se superponen los micro recorridos de articulación de la unidad de husillo de rectificación (27) con relación a la carcasa de articulación (43).
Patentes similares o relacionadas:
Máquina herramienta y procedimiento para medir una pieza de trabajo, del 29 de Abril de 2020, de FRITZ STUDER AG: Máquina herramienta, en particular una rectificadora, que comprende lo siguiente: - un asiento de pieza de trabajos con al menos una sujeción de pieza de […]
Máquina herramienta y procedimiento de medición de una pieza de trabajo, del 25 de Mayo de 2016, de FRITZ STUDER AG: Máquina herramienta, en particular rectificadora, comprendiendo los elementos siguientes: - un alojamiento de pieza de trabajo que […]
 Máquinas herramientas y métodos de funcionamiento de las mismas, del 12 de Agosto de 2015, de Fives Landis Limited: Máquina herramienta para mecanizar una pieza de trabajo , que comprende:
una base de máquina ;
un soporte de pieza de trabajo soportado por […]
Máquinas herramientas y métodos de funcionamiento de las mismas, del 12 de Agosto de 2015, de Fives Landis Limited: Máquina herramienta para mecanizar una pieza de trabajo , que comprende:
una base de máquina ;
un soporte de pieza de trabajo soportado por […]
 Rectificadora con dos conjuntos de husillos, del 7 de Noviembre de 2013, de Schaudt Mikrosa GmbH: Rectificadora para el rectificado de piezas de trabajo , particularmente para el rectificadosimultáneo de dos piezas de trabajo […]
Rectificadora con dos conjuntos de husillos, del 7 de Noviembre de 2013, de Schaudt Mikrosa GmbH: Rectificadora para el rectificado de piezas de trabajo , particularmente para el rectificadosimultáneo de dos piezas de trabajo […]
Máquina rectificadora así como procedimiento para la rectificación y el desbarbado, del 18 de Septiembre de 2013, de Schaudt Mikrosa GmbH: Máquina rectificadora para la rectificación de una pieza de trabajo , en particular de levas ,con - un banco de máquina , - […]
 PROCEDIMIENTO PARA RECTIFICAR LEVAS DE UN ÁRBOL DE LEVAS, del 16 de Marzo de 2011, de EMAG HOLDING GMBH: Procedimiento para rectificar levas de un árbol de levas en una fijación con dos husillos rectificadores , en donde el árbol de levas […]
PROCEDIMIENTO PARA RECTIFICAR LEVAS DE UN ÁRBOL DE LEVAS, del 16 de Marzo de 2011, de EMAG HOLDING GMBH: Procedimiento para rectificar levas de un árbol de levas en una fijación con dos husillos rectificadores , en donde el árbol de levas […]
METODO PARA EL RECTIFICADO DE PIEZAS QUE PERMITE UNA TASA DE ARRANQUE CONSTANTE., del 16 de Marzo de 2007, de UNOVA UK LTD.: Método para rectificar una pieza cilíndrica o no cilíndrica bajo control informático, con el fin de realizar una primera fase en la que una muela abrasiva rectifica la […]
 CENTRO DE RECTIFICADO PARA EL RECTIFICADO SIMULTÁNEO DE VARIOS APOYOS DE CIGÜEÑALES, del 20 de Mayo de 2011, de ERWIN JUNKER MASCHINENFABRIK GMBH: Centro de rectificado con mando para el rectificado simultáneo de apoyos y de codos (24 a 27) de cigüeñales , que - posee una primera estación […]
CENTRO DE RECTIFICADO PARA EL RECTIFICADO SIMULTÁNEO DE VARIOS APOYOS DE CIGÜEÑALES, del 20 de Mayo de 2011, de ERWIN JUNKER MASCHINENFABRIK GMBH: Centro de rectificado con mando para el rectificado simultáneo de apoyos y de codos (24 a 27) de cigüeñales , que - posee una primera estación […]