MÁQUINA Y PROCEDIMIENTO PARA EL EMBALAJE DE GRUPOS DE PRODUCTOS CON UN SISTEMA DE TERMOSELLADO DOBLE.
Dispositivo para el embalaje de grupos de productos en una película de plástico termosellable (F),
que comprende: un recorrido de alimentación de los grupos (G) de productos (R); y, en sucesión a lo largo de dicho recorrido, unos elementos de plegado (17, 19, 25, 29) para el plegado en sucesión de cuatro aletas (L1, L2, L3, L4) de dicha película de plástico (F) que sobresale de cada lado de dicho grupo de productos en una dirección transversal a la dirección de alimentación del grupo de productos por dicho recorrido de alimentación; caracterizado porque: a lo largo de dicho recorrido de alimentación y en cada lado del mismo, se extiende una respectivo elemento de oposición (19), que se introduce entre el grupo de productos y por lo menos un par de aletas plegadas y sobrepuestas (L3, L4); y plegando los respectivos elementos de plegado (25, 29) dichas aletas; y dicho elemento de oposición coopera con un conjunto de sellado (33) que realiza el termosellado mutuo de dichas dos aletas sobrepuestas que actúan contra dicho elemento de oposición
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IT2008/000066.
Solicitante: KPL PACKAGING S.P.A..
Nacionalidad solicitante: Italia.
Dirección: VIA SAN VITALINO, 7 40012 CALDERARA DI RENO (BO) ITALIA.
Inventor/es: GUILIANI,NICOLA, MARTELLI,ROBERTO.
Fecha de Publicación: .
Fecha Solicitud PCT: 4 de Febrero de 2008.
Clasificación Internacional de Patentes:
- B65B11/22 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 11/00 Embalaje por envoltura, p. ej. cerrando completa o parcialmente objetos o cantidades de materiales, en cintas, hojas o sobres de material flexible (embalaje de artículos aplicando cintas estrechas o bandas de material flexible B65B 13/00). › y a continuación para formar pliegues de cierre de forma similar, en las extremidades opuestas del tubo.
- B65B11/42 B65B 11/00 […] › y a continuación formar pliegues de cierre de forma similar en las extremidades opuestas del tubo.
- B65B25/14D
Clasificación PCT:
- B65B11/42 B65B 11/00 […] › y a continuación formar pliegues de cierre de forma similar en las extremidades opuestas del tubo.
- B65B25/14 B65B […] › B65B 25/00 Embalaje de otros objetos que presentan problemas particulares (atadura en paquetes B65B 27/00). › Embalaje de papel u hojas análogas, sobres o periódicos, planos plegados o enrollados.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
Fragmento de la descripción:
CAMPO TÉCNICO
La presente invención se refiere a mejoras en máquinas de embalaje. Más en particular, la presente invención se refiere a mejoras en máquinas para embalar grupos de productos con láminas o películas termoplásticas termoselladas.
En particular, pero no exclusivamente, la presente invención se refiere a una máquina de embalaje, diseñada, por ejemplo, para el embalaje de rollos de papel tisú o productos similares, tales como papel higiénico, toallitas de papel, etc.
ESTADO DE LA TÉCNICA
En el embalaje de productos de papel, por ejemplo, resmas de hojas, rollos de papel higiénico o toallitas, y productos similares, se prevé con frecuencia embalar un grupo de productos dentro de una lámina o película de material termoplástico termosellado.
En los documentos EP-A-1 227 040 y EP-A-1 477 404, se describen procedimientos y máquinas para el embalaje de resmas de papel u otros grupos de productos en una lámina de embalaje que se envuelve alrededor del grupo de productos mientras avanza a lo largo de un recorrido de alimentación. En una primera estación, el grupo de productos se envuelve por cuatro lados gracias al movimiento relativo entre el propio grupo y la lámina de embalaje. La dimensión de la lámina en una dirección transversal a la dirección de alimentación del grupo de productos es mayor que la anchura del propio grupo, de manera que, en la salida de la estación de envoltura, la lámina sobresale de los dos lados de cada grupo de productos en una dirección transversal con respecto a la dirección de alimentación. Corriente abajo de la estación de envoltura está dispuesta una estación de plegado en la que, con un sistema de barras de plegado, se realiza el plegado de dos aletas a ambos lados del grupo de productos por unas líneas de plegado sustancialmente transversales a la dirección de alimentación. En una segunda estación de plegado, se realiza a continuación el plegado de dos aletas más en cada lado del grupo de productos según unas líneas de plegado sustancialmente paralelas a la dirección de alimentación de los paquetes. De este modo, se obtiene en la salida de la segunda estación de plegado un embalaje envuelto mediante una lámina plegada según cuatro aletas en cada cara lateral. Cuando el embalaje debe cerrarse mediante termosellado, se hace pasar el producto semiacabado así obtenido entre dos conjuntos de termosellado dispuestos a los lados del recorrido de alimentación, que, con aire caliente o de alguna otra manera conocida, provocan la unión mediante termosellado de las cuatro aletas sobrepuestas entre sí de la lámina de embalaje en cada lado del grupo de productos.
En la producción de embalajes del tipo descrito anteriormente, puede surgir el inconveniente de un termosellado insuficiente de las aletas sobrepuestas en cada lado del grupo de productos. Dicho termosellado insuficiente tiene lugar sobre todo, pero no exclusivamente, en el caso del embalaje de rollos de papel tisú debido a que, en la etapa de termotérmico, los productos no proporcionan una oposición uniforme. Debido a ello, existen partes de película soldadas de manera inadecuada.
OBJETIVOS Y SUMARIO DE LA INVENCIÓN
Un objetivo de la presente invención consiste en proporcionar una máquina que permita superar los inconvenientes anteriormente mencionados total o parcialmente.
Según una forma de realización particular, el objetivo de la invención consiste en obtener una máquina en la que sea posible conseguir un termosellado más eficaz, uniforme y estable de las cuatro aletas sobrepuestas de la película de plástico utilizada para el embalaje.
Básicamente, según un primer aspecto, la invención prevé un dispositivo para el embalaje de grupos de productos en una película de plástico termosellable, que comprende: un recorrido para la alimentación de los grupos de productos; y, en secuencia a lo largo del dicho recorrido, unos elementos de plegado para el plegado en sucesión de cuatro aletas de dicha película de plástico que sobresale de dicho grupo de productos en una dirección transversal a la dirección de alimentación del grupo de productos a lo largo de dicho recorrido de alimentación. A lo largo de dicho recorrido de alimentación y en cada lado del mismo, se extiende un respectivo elemento de oposición, que se introduce entre el grupo de productos y por lo menos un par de aletas plegadas y sobrepuestas. Además, el elemento de oposición coopera con un conjunto de sellado que realiza el termosellado mutuo de dichas dos aletas sobrepuestas.
En las reivindicaciones subordinadas adjuntas, se especifican otras características ventajosas y posibles formas de realización de la invención.
Según otro aspecto, el objetivo de la invención consiste en proporcionar un procedimiento para embalar de manera ordenada grupos de productos dentro de una película o lámina termosellable. Según la invención, se proporciona un procedimiento para el embalaje de un grupo de productos en una película de plástico termosellable, en el que dicho grupo de productos se envuelve en una parte de dicha película de plástico, que sobresale lateralmente de dicho grupo de productos, y en el que las partes en resalte de película de plástico se doblan para formar cuatro aletas plegadas, sobrepuestas entre sí y termoselladas por calor sobre cada una de las dos caras opuestas del grupo de productos embalados. El procedimiento según la invención prevé la interposición de un elemento de oposición entre dos de dichas aletas sobrepuestas, y un conjunto de termosellado para realizar el sellado térmico de dichas dos aletas sobrepuestas.
En las reivindicaciones subordinadas adjuntas se exponen otras características y posibles formas de realización de la invención.
BREVE DESCRIPCIÓN DE LOS DIBUJOS
La presente invención se comprenderá mejor a partir de la siguiente descripción y de los dibujos adjuntos, en los que se muestran formas de realización prácticas no limitativas de la invención. Más en particular, en los dibujos:
las figuras 1A a 1F muestran una secuencia de las etapas de plegado de la lámina
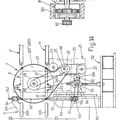
o película de material de plástico alrededor de un paquete o grupo de productos ordenados, en el ejemplo ilustrado un grupo de rollos de papel tisú; la figura 2 es una vista lateral de una máquina para realizar las etapas de plegado ilustradas en las figuras 1A a 1F y las correspondientes etapas de termosellado; las figuras 2A-2C es una secuencia de funcionamiento de un detalle ampliado de la máquina de la figura 2; la figura 3 es una vista lateral esquemática de los elementos de plegado de la
primera y segunda estaciones; la figura 4 es una vista en planta parcial de los elementos de plegado;
la figura 5 es una ampliación de la zona de termosellado corriente abajo de los dos
perfiles de plegado de la segunda estación de plegado;
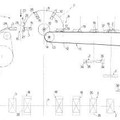
la figura 6 es una vista lateral esquemática de una máquina en una segunda forma de realización; y
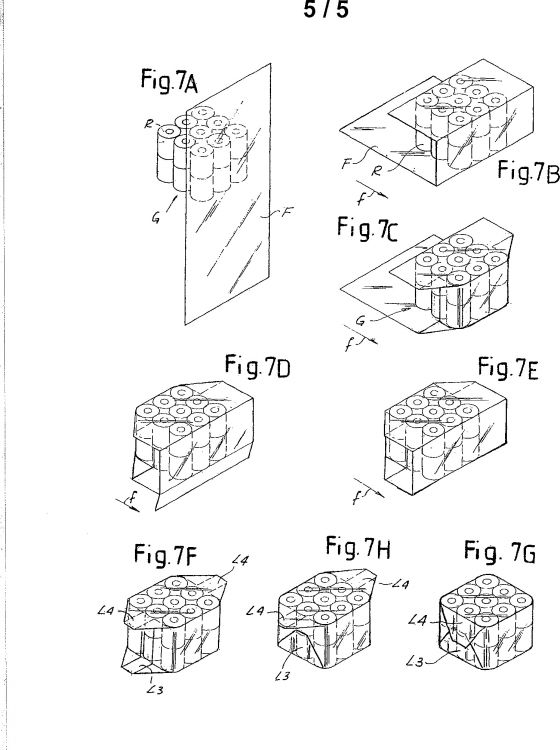
las figuras 7A a 7G son la secuencia de las etapas de plegado en la máquina de la figura 6.
DESCRIPCIÓN DETALLADA DE FORMAS DE REALIZACIÓN DE LA INVENCIÓN
En la secuencia de las figuras 1A a 1F, se ilustran esquemáticamente las etapas de plegado de una película termoplástica F u otra lámina de material adecuado para el embalaje de un grupo G de productos R (en el ejemplo, rollos de papel tisú). En el ejemplo ilustrado, los rollos R están formados alrededor de núcleos de enrollado tubulares A que están dispuestos en una configuración horizontal y se extienden en una dirección transversal a la dirección de alimentación (flecha f) del grupo G a través de la máquina. Deberá entenderse que la invención no está limitada al embalaje de paquetes de rollos de papel, sino que las ideas subyacentes en la invención pueden encontrar aplicación también en el embalaje de otros tipos de productos, y también de rollos dispuestos de manera distinta, por ejemplo con el eje vertical, y posiblemente también rollos sin un núcleo de enrollado central. En general, la invención está prevista para dispositivos para el embalaje de artículos que presenten una amplia gama de formas (cilíndrica, prismática, de paralelepípedo u otras) en las que los artículos deben embalarse, con respecto a su forma
Reivindicaciones:
Reivindicaciones
1. Dispositivo para el embalaje de grupos de productos en una película de plástico termosellable (F), que comprende: un recorrido de alimentación de los grupos (G) de productos (R); y, en sucesión a lo largo de dicho recorrido, unos elementos de plegado (17, 19, 25, 29) para el plegado en sucesión de cuatro aletas (L1, L2, L3, L4) de dicha película de plástico (F) que sobresale de cada lado de dicho grupo de productos en una dirección transversal a la dirección de alimentación del grupo de productos por dicho recorrido de alimentación; caracterizado porque: a lo largo de dicho recorrido de alimentación y en cada lado del mismo, se extiende una respectivo elemento de oposición (19), que se introduce entre el grupo de productos y por lo menos un par de aletas plegadas y sobrepuestas (L3, L4); y plegando los respectivos elementos de plegado (25, 29) dichas aletas; y dicho elemento de oposición coopera con un conjunto de sellado (33) que realiza el termosellado mutuo de dichas dos aletas sobrepuestas que actúan contra dicho elemento de oposición.
2. Dispositivo según la reivindicación 1, caracterizado porque, dispuestos en secuencia a cada lado de dicho recorrido de alimentación, se encuentran unos primeros elementos de plegado para plegar un primer par de aletas y unos segundos elementos de plegado para plegar un segundo par de aletas sobrepuestas entre sí y sobre la parte superior de dicho primer par de aletas, y porque dicho elemento de oposición se extiende desde dichos primeros elementos de plegado hasta dichos segundos elementos de plegado, en una posición tal que las aletas plegadas por dichos primeros elementos de plegado se disponen dentro de dicho elemento de oposición y las aletas plegadas por dichos segundos elementos de plegado se disponen fuera de dicho elemento de oposición.
3. Dispositivo según la reivindicación 2, caracterizado porque dicho elemento de oposición forma la prolongación de los primeros elementos de plegado.
4. Dispositivo según la reivindicación 1, 2 ó 3, caracterizado porque comprende:
- una estación de envoltura (1), para envolver un grupo (G) de productos (R) en una
lámina de película termosellable (F) dejando unas partes de película sobresaliendo de las caras laterales opuestas del grupo (G) de productos; -corriente abajo de dicha estación de envoltura (1), un recorrido de alimentación (11, 13);
- a lo largo de dicho recorrido de alimentación, una primera estación de plegado (15) que comprende, a cada lado del recorrido de alimentación, unos primeros elementos de plegado (17, 18) para plegar un primer par de aletas (L1, L2) de cada una de dichas partes de película (F) alrededor de las respectivas líneas de plegado (P1, P2) sustancialmente transversales con respecto a la dirección de alimentación del grupo de productos, comprendiendo dichos primeros elementos de plegado (17, 19), para cada lado de dicho recorrido de alimentación, por lo menos una barra de plegado longitudinal; y
- a lo largo de dicho recorrido de alimentación, una segunda estación de plegado
(23) que comprende, a cada lado del recorrido de alimentación, unos segundos elementos de plegado (25, 29); para plegar según las líneas de plegado (P3, P4) sustancialmente paralelas a la dirección de alimentación un segundo par de aletas (L3, L4) de cada una de dichas partes de película y sobreponiéndolas una sobre la otra;
y en el que está dispuesto un respectivo elemento de oposición (19) que se extiende a cada lado de dicho recorrido de alimentación, entre la primera (15) y segunda
(23) estaciones de plegado, entre los respectivos segundos elementos de plegado (25, 29) y el recorrido de alimentación del grupo de productos, extendiéndose dicho elemento de oposición hasta por delante de dicho conjunto de termosellado (33).
5. Dispositivo según una o varias de las reivindicaciones anteriores, caracterizado porque dicho elemento de oposición comprende una parte de la respectiva barra de plegado longitudinal, que se extiende entre el segundo elemento de plegado y el recorrido de alimentación del grupo de productos.
6. Dispositivo según una o varias de las reivindicaciones anteriores, caracterizado porque dichos segundos elementos de plegado comprenden, para cada lado del recorrido de alimentación, un primer perfil de plegado y un segundo perfil de plegado, dispuestos en
secuencia en la dirección de alimentación de los grupos de productos, para plegar las aletas de cada uno de dichos segundos pares de aletas una sobre otra.
7. Dispositivo según la reivindicación 6, caracterizado porque cada uno de dichos elementos de oposición se extiende más allá del respectivo segundo perfil de plegado, estando dispuesto corriente abajo del mismo dicho conjunto de sellado.
8. Dispositivo según la reivindicación 6 ó 7, caracterizado porque dichos primer y segundo perfiles de plegado y dichas barras de plegado longitudinales son fijos.
9. Dispositivo según una o varias de las reivindicaciones 6 a 8, caracterizado porque cada uno de dichos segundos perfiles de plegado presenta una hendidura, detrás de la cual está dispuesto dicho elemento de oposición y actuando a través del mismo está dispuesto el respectivo conjunto de sellado.
10. Dispositivo según la reivindicación 9, caracterizado porque la barra de plegado longitudinal se extiende detrás de la respectiva hendidura del correspondiente segundo perfil de plegado.
11. Dispositivo según la reivindicación 9 ó 10, caracterizado porque en dicha hendidura está montado un elemento de retención para retener las aletas de dicho segundo par de aletas.
12. Dispositivo según la reivindicación 11, caracterizado porque dicho elemento de retención comprende una banda de retención con elevada conducción térmica.
13. Dispositivo según la reivindicación 11 ó 12, caracterizado porque dicho elemento de retención comprende una cinta que se extiende paralela a la dirección de alimentación del grupo de productos a lo largo de dicho recorrido de alimentación.
14. Dispositivo según la reivindicación 11, 12, ó 13, caracterizado porque dicho conjunto de sellado actúa en la película de plástico a través de dicho elemento de retención.
15. Dispositivo según una o varias de las reivindicaciones anteriores, caracterizado porque, corriente abajo de dicho conjunto de sellado, está dispuesta otra estación de termosellado, para soldar entre sí las cuatro aletas plegadas en cada lado del grupo de productos embalados.
16. Procedimiento para embalar un grupo de productos en una película de plástico termosellable, en el que dicho grupo de productos se envuelve en una lámina de dicha película de plástico que sobresale lateralmente de dicho grupo de productos y en la que las partes en resalte de película de plástico se doblan para formar cuatro aletas plegadas sobrepuestas entre sí y termoselladas en cada una de las dos caras opuestas del grupo de productos embalados; caracterizado porque se interpone un elemento de oposición entre dos de dichas aletas sobrepuestas y se dispone un conjunto de sellado para realizar el termosellado de dichas aletas sobrepuestas, funcionando dicho conjunto de sellado contra dicho elemento de oposición con las aletas sobrepuestas dispuestas entre el conjunto de sellado y el elemento de oposición.
17. Procedimiento según la reivindicación 16, caracterizado porque presenta las etapas siguientes:
º envolver una lámina de película de plástico termosellable por calor alrededor de un grupo de productos, dejando que unas partes de película sobresalgan lateralmente en dos lados de dicho grupo de productos;
º alimentar el grupo de productos envuelto en dicha longitud de película de plástico a lo largo de un recorrido de alimentación;
º plegar un primer par de aletas de cada parte de película en cada lado de dicho grupo de productos por unas líneas de plegado sustancialmente transversales a la dirección de alimentación del grupo de productos a lo largo de dicho recorrido de alimentación, con por lo menos una respectiva barra de plegado longitudinal;
º en cada lado del grupo de productos, doblar por las líneas de plegado sustancialmente paralelas a la dirección de alimentación del grupo de productos un segundo par de aletas de cada una de dichas partes de película y superponerlas una sobre otra; y
º en cada lado del grupo de productos, soldar las aletas de dicho segundo par entre sí utilizando dicho conjunto de sellado que coopera con dicho elemento de oposición, dispuesto detrás de dicho segundo par de aletas.
5 18. Procedimiento según la reivindicación 17, caracterizado porque la respectiva barra de plegado longitudinal se extiende por lo menos hasta dicho conjunto de sellado y forma dicho elemento de oposición.
19. Procedimiento según la reivindicación 17 ó 18, caracterizado porque las aletas de los primer y segundo pares en cada lado de dicho grupo de productos son además termosellados entre sí corriente abajo de la etapa de termosellado de las aletas del segundo par.
20. Procedimiento según la reivindicación 17, 18, ó 19, caracterizado porque dicho segundo par de aletas se pliega, trasladando el grupo de productos a lo largo de un primer perfil de plegado y un segundo perfil de plegado en cada lado del recorrido de alimentación, extendiéndose dicho elemento de oposición entre dicho recorrido de alimentación y el respectivo segundo perfil de plegado.
20 21. Procedimiento según la reivindicación 20, caracterizado porque dichos primer y segundo perfiles de plegado están dispuestos en sucesión y porque dichas aletas del segundo par son termoselladas juntas por medio del conjunto de sellado dispuesto corriente abajo del segundo perfil de plegado. --
Patentes similares o relacionadas:
Método y máquina para formar una envoltura sellada alrededor de un artículo, del 8 de Enero de 2020, de AZIONARIA COSTRUZIONI MACCHINE AUTOMATICHE-A.C.M.A.-S.P.A.: Un método para formar una envoltura sellada alrededor de un artículo , comprendiendo el método las etapas de: plegar una lámina […]
Procedimiento para el embalaje de productos e instalación de embalaje para la ejecución del procedimiento, del 17 de Agosto de 2016, de Winkler + Dünnebier GmbH: Procedimiento para el embalaje de productos, en particular de productos de higiene, en bolsas de embalaje , en el que, tras la introducción de los productos […]
 Método y máquina para producir un envoltorio estanco alrededor de un producto y envoltorio obtenido utilizando dicho método, del 7 de Junio de 2013, de AZIONARIA COSTRUZIONI MACCHINE AUTOMATICHE-A.C.M.A.-S.P.A.: Un método para producir un envoltorio estanco alrededor de un producto que presenta una pared lateral ydos paredes extremas perpendiculares […]
Método y máquina para producir un envoltorio estanco alrededor de un producto y envoltorio obtenido utilizando dicho método, del 7 de Junio de 2013, de AZIONARIA COSTRUZIONI MACCHINE AUTOMATICHE-A.C.M.A.-S.P.A.: Un método para producir un envoltorio estanco alrededor de un producto que presenta una pared lateral ydos paredes extremas perpendiculares […]
 METODO Y MAQUINA PARA EMBALAR GRUPOS DE PRODUCTOS DISPUESTOS EN UNA O MAS CAPAS, del 21 de Abril de 2010, de KPL PACKAGING S.P.A.: Método para embalar grupos de productos o productos (P) de forma prismática con base rectangular o cuadrada, que, desde una unidad de alimentación o agrupamiento, […]
METODO Y MAQUINA PARA EMBALAR GRUPOS DE PRODUCTOS DISPUESTOS EN UNA O MAS CAPAS, del 21 de Abril de 2010, de KPL PACKAGING S.P.A.: Método para embalar grupos de productos o productos (P) de forma prismática con base rectangular o cuadrada, que, desde una unidad de alimentación o agrupamiento, […]
DISPOSITIVO PARA EMBALAR UN PRODUCTO., del 16 de Marzo de 2007, de INNOPACK S.R.L.: Dispositivo para embalar un producto , tal como una resma de hojas , en una hoja de material de embalaje, siendo el producto y la hoja alimentados al dispositivo […]
MAQUINA DE EMPAQUETAR., del 16 de Diciembre de 2004, de CASMATIC S.P.A.: Una máquina para empaquetar grupos de artículos en las respectivas hojas de material de empaquetar, comprendiendo la máquina al menos un elemento de plegado […]
MODULO PARA ENVOLVER AUTOMATICAMENTE CON CARTON O SIMILAR., del 1 de Junio de 2004, de CONSTRUCCIONES METALICAS JOSE BARBERAN, S.A.: 1. Módulo para envolver automáticamente con cartón o similar, del tipo que comprende un transporte horizontal para trasladar los objetos a envolver a […]
ENVASE PARA CORREO Y METODO DE EMPAQUETAMIENTO, del 16 de Octubre de 1998, de PUSSIKESKUS OY: SE DESCUBRE UN TIPO DE PAQUETE Y UN METODO DE EMPAQUETAMIENTO PARA ENVOLVER ARTICULOS DELGADOS, COMO DISCOS, CINTAS DE AUDIO Y LIBROS. UNA LAMINA DELGADA DE PAPEL […]