MAQUINA CURVADORA DE CHAPA.
Máquina curvadora de chapa, especialmente para la fabricación de tubos,
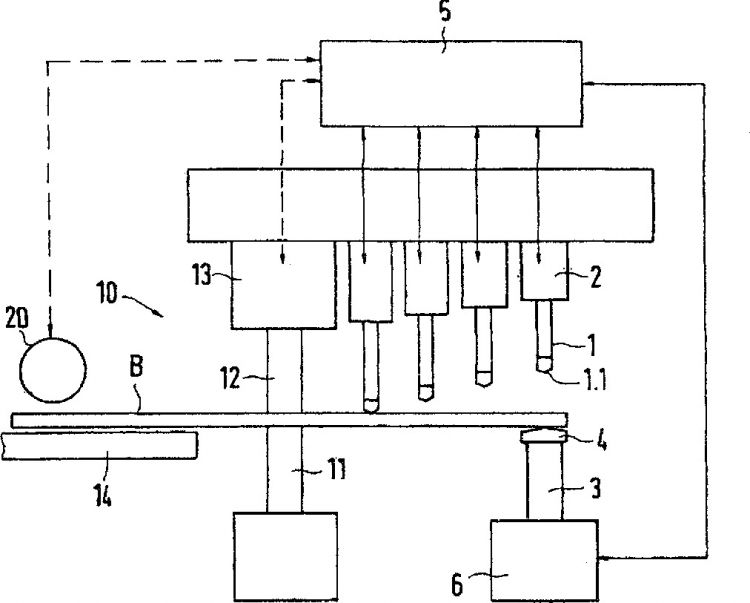
con un dispositivo de curvado que presenta un sistema de machos (1) de un útil de conformación con filas de zapatas de prensado (1.1) que pueden disponerse a diferentes distancias de una superficie de una chapa alimentada, eligiéndose las distancias de las zapatas de prensado (1.1) a la superficie correspondiente de la chapa de conformidad con el contorno de la chapa (B) que se debe curvar y prefijándose o pudiendo prefijarse estas distancias por medio de varios miembros de ajuste (2), y estando dispuestos varios machos de conformación (3) hidráulica o neumáticamente accionados en el lado de la chapa opuesto a los machos (1) del útil de conformación para curvar la chapa hasta alcanzar el contorno ajustado por los machos (1) del útil de conformación, caracterizada porque los miembros de ajuste están configurados como servocilindros (2) y porque, en funcionamiento, los machos de conformación (3) están dispuestos en solamente una fila en la zona de un tramo extremo de la chapa adyacente al canto de dicha chapa
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08022322.
Solicitante: EISENBAU KRAMER MBH.
Nacionalidad solicitante: Alemania.
Dirección: KARL-KRAMER-STRASSE 12,57223 KREUZTAL.
Inventor/es: BEISSEL,DR.-ING. JOCHEM, REICHEL,DR.-ING. THILO.
Fecha de Publicación: .
Fecha Solicitud PCT: 23 de Diciembre de 2008.
Fecha Concesión Europea: 17 de Febrero de 2010.
Clasificación Internacional de Patentes:
- B21D5/01B
Clasificación PCT:
- B21D5/01 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 5/00 Curvado de chapas a lo largo de líneas rectas, p. ej. para formar un pliegue simple (B21D 11/06 - B21D 11/18 tiene prioridad). › entre martillos y yunques o topes.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Máquina curvadora de chapa.
La invención se refiere a una máquina curvadora de chapa, especialmente para la fabricación de tubos, con un dispositivo curvador que presenta un sistema de machos de un útil de conformación con filas de zapatas de prensado que pueden disponerse a varias distancias diferentes de una chapa alimentada, eligiéndose las distancias de las zapatas de prensado a la superficie correspondiente de la chapa de conformidad con el contorno de la chapa que se debe curvar y estando prefijadas o pudiendo prefijarse tales distancias por medio de varios miembros de ajuste, y estando dispuestos varios machos de conformación hidráulica o neumáticamente accionados en el lado de la chapa opuesto a los machos del útil de conformación para curvar la chapa hasta obtener el contorno ajustado por los machos del útil de conformación.
En el documento DE 24 02 190 A1 se indica una máquina curvadora de chapa de esta clase. En esta máquina curvadora de chapa conocida están dispuestas de plano sobre el lado superior y el lado inferior de una placa de chapa alimentada por medio de un dispositivo de transporte varias filas de machos dirigidos hacia la superficie inferior o superior de la chapa, los cuales se pueden ajustar a distancias diferentes de la superficie de la chapa. Los machos del lado superior y del lado inferior de la chapa están dispuestos aquí en al menos tres filas respectivas, estando enfrente de cada fila del lado superior una fila del lado inferior y siendo ajustables las distancias entre las filas. Los machos puede ser desplazados por medio de un sistema de husillo roscado en el lado superior y en el lado inferior o con un sistema de husillo roscado en un lado y un sistema hidráulico en el otro lado, preajustándose por medio del sistema de husillo roscado una curvatura determinada de la chapa para presionar después la placa de chapa con los machos dispuestos en el otro lado contra los machos preajustados y para conferirle la curvatura deseada. Las chapas especialmente gruesas pueden curvarse de esta manera tan sólo con un coste considerable.
En el documento DE 42 15 807 A1 se indica una máquina curvadora de tubos en la que se coloca una chapa sobre dos útiles curvadores inferiores distanciados uno de otro y extendidos en la dirección longitudinal del tubo, y se comba dicha chapa con un útil curvador superior dispuesto entre los útiles curvadores inferiores en el lado superior opuesto. Los dos útiles curvadores inferiores están soportados aquí por medio de una fila de unidades de pistón/cilindro situadas debajo de la mesa y el útil curvador superior es accionado también por medio de una fila de unidades de pistón/cilindro. Para curvar la chapa hasta obtener la forma tubular cilíndrica deseada se la tiene que reajustar varias veces y las operaciones de curvado han de realizarse con una frecuencia correspondiente. Este modo de proceder es también costoso.
En el documento EP 0 051 554 A2 se muestra otra máquina curvadora de chapa para tubos. En este caso, están previstos unos cuerpos de conformación superiores que se extienden a lo largo de la longitud del tubo, que tienen entrantes moldeados semicilíndricos correspondientes al contorno del tubo y que son trasladados para una operación de prensado por medio de mecanismos de regulación relativamente complicados que presentan cilindros.
El documento DE 24 55 521 A1 muestra también una prensa hidráulica curvadora de chapa semejante a la del documento EP 0 051 554 A2.
En una máquina curvadora mostrada en el documento US 4,148,426 A para la fabricación de tubos metálicos se emplean unos útiles de conformación en U que son maniobrados con cierto decalaje en la dirección longitudinal del tubo.
En el documento DE 27 41 001 se muestra una máquina de curvado libre de chapa de tres puntos.
Para el curvado de chapas, por ejemplo para la fabricación de cuerpos huecos y especialmente tubos, se prensa usualmente la chapa - que, en caso de tubos de diámetro grande, puede presentar un espesor considerable de varios centímetros o incluso en el rango de un decímetro - entre dos piezas de conformación. Según el contorno que se deba aplicar, se tienen que cambiar los útiles de conformación necesarios para ello teniendo en cuenta las diferentes dimensiones. Tales medidas de reacondicionamiento restringen la disponibilidad de las instalaciones.
La invención se basa en el problema de proporcionar una máquina curvadora de chapa, especialmente para la fabricación de tubos, con la que resulte un aprovechamiento mejorado junto con un funcionamiento fiable.
Este problema se resuelve con las características de la reivindicación 1. Se ha previsto a este respecto que los miembros de ajuste estén configurados como servocilindros y que los machos de conformación estén dispuestos únicamente en una fila en la zona de un tramo extremo de la chapa adyacente al canto de dicha chapa.
Con esta construcción se puede ajustar exactamente el contorno deseado por medio de los servocilindros y las zapatas de prensado unidas con éstos. Por otro lado, por medio de los machos de conformación colocados en el lado opuesto, los cuales atacan en el tramo extremo de la chapa adyacente al canto de dicha tapa, se puede realizar de manera fiable la operación de curvado junto con la obtención de una construcción estable y un control sencillo y exacto. Las varias filas de machos del útil de conformación están dispuestas aquí preferiblemente sobre el lado superior de la chapa, mientras que la fila única de machos de conformación está dispuesta ventajosamente en el lado inferior. Sin embargo, es imaginable también una disposición invertida de los machos del útil de conformación en el lado inferior y de los machos de conformación - que realizan la operación de curvado - en el lado superior. En cualquier caso, con una única fila de machos de conformación en solamente una operación de curvado se consigue un gran campo de curvado alrededor de todas las filas de machos del útil de conformación. Se pueden fabricar así de manera fiable y racional especialmente también tubos de diámetro grande (por ejemplo, de más de 300 mm o 500 mm) a partir de chapas de pared gruesa (de, por ejemplo, más de 30 mm o 500 mm).
Una ejecución ventajosa consiste aquí en que la fila de machos de conformación esté a lo sumo tan separada del canto correspondiente de la chapa como la fila de machos opuestos del útil de conformación situada en la posición más próxima a dicho canto.
El tratamiento de curvado se favorece aquí por el hecho de que está presente un dispositivo de sujeción para la placa de chapa que está dispuesto paralelamente a la fila de machos del útil de conformación apartada del canto de la chapa en el lado de estos machos alejado de dicho canto de la chapa. Estas medidas pueden fomentar la exactitud del tratamiento de curvado.
En este caso, una ejecución ventajosa para la construcción consiste en que el dispositivo de sujeción presente, para el asiento de la placa de chapa, un apoyo inferior fijo o fijamente ajustable en altura y una disposición de apriete opuesta a este apoyo en el lado superior para afianzar la placa de chapa contra el apoyo.
Las medidas de que la disposición de sujeción esté conectada, para la apertura y el cierre, a un dispositivo de accionamiento que trabaja hidráulicamente contribuyen a un funcionamiento ventajoso.
Se favorecen también una construcción estable y un funcionamiento fiable haciendo que los accionamientos hidráulicos de los machos de conformación, configurados especialmente como servocilindros adicionales, estén dimensionados para generar fuerzas mayores que las de los servocilindros de los machos del útil de conformación.
Para la conformación es ventajosa la medida de que también los machos de conformación estén provistos de zapatas de prensado. Con zapatas de prensado recambiables en los machos del útil de conformación y/o en los machos de conformación se puede eliminar fácilmente un desgaste o se puede conseguir de manera sencilla una adaptación a curvaturas diferentes.
Se pueden prefijar curvaturas diferentes de una manera sencilla, por ejemplo se pueden programar éstas por medio de un ordenador contenido en el dispositivo de control, haciendo que esté presente para el ajuste de los servocilindros un dispositivo de control con el que las filas de zapatas de prensado puedan ser posicionadas en la dirección de las filas con la misma distancia a la superficie de chapa y con distancia creciente de una fila a otra hacia el canto de la chapa, a lo largo de una recta...
Reivindicaciones:
1. Máquina curvadora de chapa, especialmente para la fabricación de tubos, con un dispositivo de curvado que presenta un sistema de machos (1) de un útil de conformación con filas de zapatas de prensado (1.1) que pueden disponerse a diferentes distancias de una superficie de una chapa alimentada, eligiéndose las distancias de las zapatas de prensado (1.1) a la superficie correspondiente de la chapa de conformidad con el contorno de la chapa (B) que se debe curvar y prefijándose o pudiendo prefijarse estas distancias por medio de varios miembros de ajuste (2), y estando dispuestos varios machos de conformación (3) hidráulica o neumáticamente accionados en el lado de la chapa opuesto a los machos (1) del útil de conformación para curvar la chapa hasta alcanzar el contorno ajustado por los machos (1) del útil de conformación, caracterizada porque los miembros de ajuste están configurados como servocilindros (2) y porque, en funcionamiento, los machos de conformación (3) están dispuestos en solamente una fila en la zona de un tramo extremo de la chapa adyacente al canto de dicha chapa.
2. Máquina curvadora de chapa según la reivindicación 1, caracterizada porque la fila de machos de conformación (3) está a lo sumo tan alejada del canto correspondiente de la chapa como la fila de machos opuestos (1) del útil de conformación situada más cerca de dicho canto.
3. Máquina curvadora de chapa según la reivindicación 1 ó 2, caracterizada porque esta presente un dispositivo de sujeción (10) para la placa de chapa (B), el cual está dispuesto paralelamente a la fila de machos (1) del útil de conformación apartada del canto de la chapa en el lado de estos machos que queda alejado de dicho canto de la chapa.
4. Máquina curvadora de chapa según la reivindicación 3, caracterizada porque el dispositivo de sujeción (10) presenta, para el asiento de la placa de chapa (B), un apoyo inferior (11) fijo o fijamente ajustable en altura y una disposición de apriete (12) opuesta a este apoyo en el lado superior y destinada a afianzar la placa de chapa (B) contra el apoyo (11).
5. Máquina curvadora de chapa según la reivindicación 3 ó 4, caracterizada porque la disposición de apriete (12) está conectada a un dispositivo de maniobra (13) que trabaja hidráulicamente para la apertura y cierre de la misma.
6. Máquina curvadora de chapa según cualquiera de las reivindicaciones anteriores, caracterizada porque los accionamientos hidráulicos de los machos de conformación (3), configurados especialmente como servocilindros adicionales, están dimensionados para generar fuerzas más grandes que las de los servocilindros (2) de los machos (1) del útil de conformación.
7. Máquina curvadora de chapa según cualquiera de las reivindicaciones anteriores, caracterizada porque los machos de conformación (3) están provistos también de zapatas de prensado (4).
8. Máquina curvadora de chapa según cualquiera de las reivindicaciones anteriores, caracterizada porque para el ajuste de los servocilindros (2) está presente un dispositivo de control (5) con el que pueden posicionarse las filas de zapatas de prensado (1) en la dirección de las filas con la misma distancia a la superficie de la chapa y con distancia creciente de una fila a otra hacia el canto de la chapa, a lo largo de una recta o según una curvatura convexa, especialmente en forma de segmento circular.
9. Máquina curvadora de chapa según la reivindicación 8, caracterizada porque la disposición de apriete (12) con su dispositivo de maniobra (13) y/o un dispositivo de alimentación (20) presente adicionalmente en su caso para la placa de chapa (B) están conectados al dispositivo de control (5) y pueden ser controlados por medio de éste en forma coordinada una con otro y/o con el proceso de curvado.
10. Máquina curvadora de chapa según cualquiera de las reivindicaciones anteriores, caracterizada porque el número de machos de conformación (3) por fila es más pequeño que el número de machos (1) del útil de conformación por fila.
Patentes similares o relacionadas:
Método de diseño de material para un procedimiento de conformación de cilindro, del 15 de Enero de 2020, de JFE STEEL CORPORATION: Método de conformación de cilindro que se realiza bajo condiciones de un radio de curvatura de flexión r de 5 mm o más y un ángulo de flexión […]
 Método de producción para refuerzo de pilar central, del 25 de Septiembre de 2019, de NIPPON STEEL CORPORATION: Un método para producir un refuerzo de pilar central por medio de la conformación por presión de una preforma metálica, el refuerzo […]
Método de producción para refuerzo de pilar central, del 25 de Septiembre de 2019, de NIPPON STEEL CORPORATION: Un método para producir un refuerzo de pilar central por medio de la conformación por presión de una preforma metálica, el refuerzo […]
Método de fabricación de componente prensado, componente prensado, molde y aparato de prensado, del 21 de Agosto de 2019, de NIPPON STEEL CORPORATION: Un método de fabricación para un componente prensado configurado que incluye una placa superior alargada , porciones de línea de arista (3a, 3b) en […]
 Método para fabricar un artículo conformado por prensado, del 26 de Junio de 2019, de NIPPON STEEL CORPORATION: Un método para producir un producto conformado por prensado que incluye dos aristas , una sección de chapa superior ubicada entre las dos aristas y […]
Método para fabricar un artículo conformado por prensado, del 26 de Junio de 2019, de NIPPON STEEL CORPORATION: Un método para producir un producto conformado por prensado que incluye dos aristas , una sección de chapa superior ubicada entre las dos aristas y […]
Método de doblamiento, del 16 de Enero de 2019, de SSAB Technology AB: Un método para formar un doblez en una placa de material metálico, de tal manera que dicho método comprende: doblar en aire una placa de material metálico en una primera […]
Método de fabricación y aparato de fabricación de carrocería moldeada a presión, del 13 de Noviembre de 2018, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un método de fabricación de una carrocería moldeada a presión a partir de una hoja de acero de alta resistencia a la tensión de 390 MPa o más, que tiene aproximadamente una […]
Método de producción para elemento moldeado por prensado y dispositivo de moldeo por prensado, del 2 de Octubre de 2018, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un método de fabricación de un miembro moldeado por prensado , que comprende una etapa de moldeo por prensado para obtener, a partir de una pieza bruta […]
Órgano de accionamiento en V auto-lubricante, del 7 de Junio de 2017, de Gsb Oilles Imalat San.Paz.Tic.Ltd. Sti: Un sistema de accionamiento en v para miembros de moldeo de prensas mecánicas utilizado para la conformación de piezas de chapa metálica utilizadas en bastidores de […]