Máquina de conformado de compresión rotatoria que utiliza un punzón.
Una máquina de moldeo por compresión rotatoria que comprende:
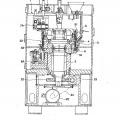
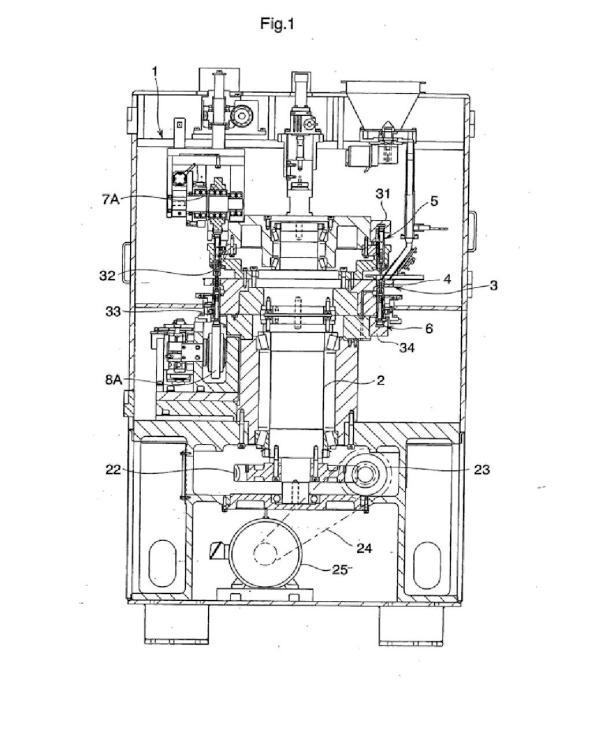
una torreta (3) montada en rotación en un bastidor (1);
unos troqueles (4) cada uno de los cuales presenta un taladro de troquel (4a) montado en la torreta (3) con un paso predeterminado;
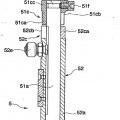
un punzón superior (5) y un punzón inferior (6) mantenidos de manera deslizante verticalmente por encima y por debajo de cada uno de los troqueles (4) comprendiendo ambos un punzón central (51; 61) y un punzón externo (52; 62) que rodea la periferia externa del punzón central (51; 61), siendo ambos deslizables y capaces de una operación de compresión;
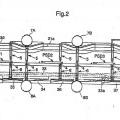
una pluralidad de secciones de alimentación y carga de material de moldeo (PSD1, PSD2, PSD3) cada una configurada para alimentar el material de moldeo del troquel (4) o un espacio definido por encima del punzón central inferior (61) y rodeado por el punzón externo inferior (62);
un medio de precompresión (7A, 8A, 7B, 8B) configurado para presionar el punzón central inferior (51) y el punzón central inferior (61) para el moldeo por compresión del material de moldeo alimentado y cargado en el espacio (PSD1, PSD2, PSD3) definido por encima del punzón central inferior (61) y rodeado por el punzón externo inferior (62); y
un medio de compresión principal (7C, 8C) configurado para presionar el punzón superior (5) y el punzón superior (6) para el moldeo por compresión del moldeo entero que incluye el material de moldeo alimentado y cargado por al menos una sección de alimentación y carga de material de moldeo (PSD3), en la que al menos el punzón superior (5) comprende un medio de restricción de la posición relativa (51c, 52c; 61c, 62c; 151c, 152c; 251c, 252c) para restringir una posición relativa del punzón central (51; 61) y el punzón externo (52; 62), en la que
el medio de restricción de la posición relativa está configurado para restringir una primera posición en la que la punta de punzón (51d; 61d) del punzón central (51; 61) sobresale de la punta de punzón (52d; 62d) del punzón externo (52; 62) está configurado para poder restringir una segunda posición en la que la punta de punzón (51d; 61d) del punzón central (51; 61) es sustancialmente coincidente con la punta de punzón (52d; 62d) del punzón externo (52; 62) y está configurado para no poder restringir una tercera posición en la que la punta de punzón (51d, 61d) del punzón central (51; 61) está retraída dentro de la punta de punzón (52d; 62d) del punto externo (52; 62); caracterizada porque
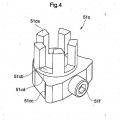
el medio de restricción de la posición relativa (51c, 52c; 61c, 62c; 151c, 152c; 251c, 252c) comprende un primer componente de restricción (51c; 61c; 151c; 252c) dispuesto sobre el punzón central (51; 61) y un segundo componente de restricción (52c; 62c; 152c; 252c) dispuesto sobre el punzo externo (52; 62), configurados ambos de forma anular y que comprenden una porción en saliente-hundida que tiene una porción en saliente (51ca, 52ca; 61ca, 62ca; 151ca, 152ca; 251ca, 252ca) y una porción hundida (51cb, 52cb; 61cb, 62cb; 151cb, 152cb; 251cb, 252cb), en el que
el primer componente de restricción (51c; 61c; 151c; 251c) y el segundo componente de restricción (52c; 62c; 152c; 252c) están situados con sus respectivas porciones en saliente-hundidas encaradas entre sí; al menos un componente entre el primer componente de restricción (51c; 61; 151c; 251c) y el segundo componente de restricción (52c; 62c; 152c; 252c) puede rotar sobre un eje de punzón del punzón central (51; 61); un medio control de la rotación (51cc; 61cc; 151cc; 351cc; 351cp; 451ct; 351cf; 751cm) que controla la rotación de un componente entre el primer componente de restricción (51c; 61c; 151c; 251c) y el segundo componente de restricción (52c; 62c; 152c; 252c) está fijado al componente rotatorio de los componentes de restricción (51c; 52c; 61c, 62c; 151c, 152c; 251c, 252c); y
como resultado de su rotación, la porción en saliente (51ca, 52ca; 61ca, 62ca; 151ca, 152ca; 251ca, 252ca) de uno de los componentes de restricción y la porción hundida (51cb, 52cb; 61cb, 62cb; 151cb, 152cb; 251cb, 252cb) del otro componente de restricción están situadas para que puedan adoptar la posición más próxima entre sí o las porciones en saliente (51ca, 52ca; 61ca, 62ca; 151ca, 152ca; 251ca, 252ca) de ambos componentes de restricción están situadas para que puedan adoptar una posición de contacto entre sí; y
la posición relativa del punzón central (51; 61) y del punzón externo (52; 62) adopta la primera posición cuando la porción en saliente (51ca, 52ca; 61ca, 62ca; 151ca, 152ca; 251ca, 252ca) de uno de los primero y segundo componentes de restricción (51c, 52c; 61c, 62c; 151c, 152c; 251c, 252c) y la porción hundida (51cb, 52cb; 61cb, 62cb; 151cb, 152cb; 251cb, 252cb) del otro componente de restricción adoptan la posición más próxima entre sí y adopta la segunda posición restringida cuando la porción en saliente (51ca, 61ca; 151ca; 251ca) del primer componente de restricción y la porción en saliente (52ca; 62ca; 152ca; 252ca) del segundo componente de restricción adoptan una posición de contacto entre sí; y
el medio de accionamiento de la rotación (31a, 33a, 3331a, 431a, 531a, 531af, 631a, 631af, 731a, 731am) está configurado para guiar el medio de control de la rotación (51cc, 61cc, 151cc, 351cp, 451ct, 651cf, 751cm) fijado al componente rotatorio de los componentes de restricción del punzón en la máquina de moldeo por compresión rotatoria.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/JP2005/015339.
Solicitante: Kikusui Seisakusho Ltd.
Nacionalidad solicitante: Japón.
Dirección: 104 Minamikamiai-cho Nishinokyo, Nakagyo-ku Kyoto-shi, Kyoto 6048483 JAPON.
Inventor/es: OZEKI,Yuichi, HARADA,KENJI, IKAI,FUMIHARU.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B30B11/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B30 PRENSAS. › B30B PRENSAS EN GENERAL; PRENSAS NO PREVISTAS EN OTRO LUGAR (producción de las ultrapresiones o de ultrapresiones con temperaturas elevadas para obtener modificaciones en una sustancia, p. ej. para fabricar diamantes artificiales, B01J 3/00). › Prensas especialmente adaptadas a la fabricación de objetos a partir de un material en granos o en estado plástico, p. ej. prensas para briquetas, prensas para pastillas (aparatos para conformar pasta alimenticia A21C 3/00, A21C 11/00; aparatos para conformar la arcilla o las mezclas que contengan cemento B28B; aparatos para conformar plásticos o sustancias en estado plástico B29, p. ej. para moldeo por compresión B29C 43/00, para moldeo por extrusión B29C 48/00).
- B30B11/08 B30B […] › B30B 11/00 Prensas especialmente adaptadas a la fabricación de objetos a partir de un material en granos o en estado plástico, p. ej. prensas para briquetas, prensas para pastillas (aparatos para conformar pasta alimenticia A21C 3/00, A21C 11/00; aparatos para conformar la arcilla o las mezclas que contengan cemento B28B; aparatos para conformar plásticos o sustancias en estado plástico B29, p. ej. para moldeo por compresión B29C 43/00, para moldeo por extrusión B29C 48/00). › cooperando con moldes colocados sobre una mesa rotativa.
PDF original: ES-2509340_T3.pdf
Fragmento de la descripción:
Máquina de conformado de compresión rotatoria que utiliza un punzón
La presente invención se refiere a una máquina de moldeo por compresión rotatoria que utiliza un punzón para usar en la preparación de un moldeo por compresión de un material de compresión tal como un material en polvo/granular. Más concretamente, el punzón puede ser un punzón de estructura doble y la máquina de moldeo por compresión rotatoria puede ser capaz de preparar un moldeo que comprenda diversas piezas, como por ejemplo un moldeo con núcleo mediante la utilización de un punzón tal de estructura doble.
Procedimientos de preparación de móldeos por compresión y solidificación del material de moldeo, del que es representativo el material en polvo/granular, son generalmente utilizados en un amplio campo en la industria incluyendo, por ejemplo, no solo campos industriales de productos farmacéuticos y de alimentos (alimentos funcionales y alimentos generales) sino también campos de materiales electrónicos tales como el moldeo de una resina de encapsulación de semiconductores, productos relacionados con las baterías, productos relacionados con la pulvimetalurgia, piezas funcionales electrónicas y similares y campos de los productos químicos agrícolas y de los productos sanitarios. Entre ellos, en el campo de los productos farmacéuticos, el moldeo que incorpora un núcleo en su interior es denominado comprimido recubierto seco dado que un moldeo tal se prepara mediante el moldeo por compresión de un material de moldeo para formar una capa externa alrededor de un núcleo (comprimido con núcleo).
Tradicionalmente, un moldeo con núcleo tal como un comprimido recubierto seco, es preparado mediante un procedimiento que incluye: preparar previamente un núcleo como un moldeo por medio de una máquina de comprimidos aparte; la alimentación del núcleo según se moldea en un troquel de una máquina de comprimidos recubiertos en seco alimentada y cargada con material de moldeo para la capa exterior; alimentación adicional del material de moldeo para la capa exterior; y el moldeo por compresión del núcleo y del material de moldeo para la capa exterior. Este procedimiento de fabricación conlleva serios problemas de una cantidad mayor de operación y una eficiencia de producción menor que las de un procedimiento de preparación de un moldeo comprimido ordinario. Adicionalmente, el procedimiento en cuestión conlleva problemas asociados con el suministro de núcleos, tales como un caso de un comprimido sin núcleo o con múltiples núcleos, el desplazamiento de un núcleo en un comprimido y similares y por tanto requiere un mecanismo o aparato complicado para vigilar la alimentación de núcleos y verificar los productos moldeados finales para asegurar la calidad de cada moldeo, lo que se traduce en el incremento del tamaño de la máquina y en la complicación de su estructura.
A la vista de tales circunstancias, los autores de la presente invención han inventado un procedimiento y un aparato para preparar de manera eficiente de uno en uno un moldeo con núcleo a partir de dicho material de moldeo como material en polvo/granular, según se describe en el documento WO 1/9867 A. Este procedimiento de fabricación utiliza medios de moldeo por compresión que tienen un troquel y unos punzones superior e inferior, presentando al menos el punzón superior, de modo preferente ambos punzones, una estructura doble que comprende un punzón central y un punzón externo que rodea la periferia externa del punzón central, pudiendo ambos ser deslizables y susceptibles de una operación de compresión. Este procedimiento de fabricación básicamente utiliza unos punzones superior e inferior de estructura doble e incluye las etapas respectivas de alimentación y carga de un material de moldeo para el núcleo y material de moldeo para la capa externa, la etapa de moldeo por compresión del material de moldeo para el núcleo y/o el material de moldeo para la capa externa y la etapa de moldeo por compresión de la totalidad del moldeo conteniendo un núcleo. Este documento WO 1/98867 A describe una máquina de moldeo por compresión rotatoria del tipo configurado para causar que el punzón central y el punzón externo lleven a cabo sus operaciones de compresión respectivas de manera independiente para poner en práctica este procedimiento. Una máquina de moldeo por compresión tal tiene un complicado mecanismo de compresión. Lo mismo es aplicable para el documento WO 3/1832 que divulga una máquina de moldeo por compresión configurada para preparar el moldeo de tipo distinto del tipo con núcleo.
Adicionalmente, los autores de la presente invención inventaron una máquina de moldeo por compresión rotatoria descrita en el documento WO 2/998 A en el que se divulga un aparato para poner en práctica el procedimiento referido de preparación de un moldeo con núcleo. La máquina de moldeo por compresión descrita en el documento WO 2/98 A incluye un punzón superior de doble estructura que tiene un punzón central capaz de proyectar su cabeza desde la cabeza del punzón externo. En un estado en el que la cabeza del punzón central es más sobresaliente de la cabeza del punzón externo, el punzón central y el punzón externo se sitúan en contacto mutuo con sus respectivas puntas de punzón sustancialmente alineadas entre sí tal como para poder operar como una pieza. Aunque este tipo de punzón superior de estructura doble es capaz de adoptar una posición en la que la punta del punzón central y la punta del punzón externo están sustancialmente alineadas entre sí y una posición en la que la punta del punzón central sobresale de la punta del punzón externo, este punzón superior de estructura doble es estructuralmente incapaz de adoptar una posición en la que la punta del punzón externo sobresalga de la punta del punzón central.
Por otro lado, un punzón inferior de estructura doble tiene una estructura en la que la porción de cabeza del punzón central sobresale de la porción terminal del punzón externo. En un estado en el que el punzón central está insertado
totalmente a fondo dentro del punzón externo sobre el lado opuesto a la punta del punzón; dicho de otra manera, el punzón central está forzado lo más profundamente posible dentro del punzón externo hacia el lado de la punta del punzón central, el punzón central y el punzón externo se sitúan en contacto mutuo situándose sus respectivas puntas de punzón sustancialmente alineadas entre sí para poder operar como una pieza. Aunque este tipo de punzón inferior de estructura doble es capaz de adoptar una posición en la que punta del punzón central y la punta del punzón externo están sustancialmente alineadas entre sí y una posición en la que la punta del punzón externo sobresale de la punta del punzón central, este punzón inferior de estructura doble es estructuralmente incapaz de adoptar una posición en la que la punta del punzón central sobresalga de la punta del punzón externo. Dado que el punzón de doble estructura descrito en el documento WO 2/998 A está configurado así para operar con sus punzones central y externo encajados entre si, la máquina de moldeo por compresión rotatoria se encuentra limitada en sus desplazamientos de punzón, aunque su mecanismo de compresión esté simplificado.
Otros punzones de estructura doble Incluyen un punzón de estructura doble del tipo que tiene un punzón central fijo. Este tipo de punzón de estructura doble se utiliza para preparar un moldeo que tiene un hueco que se extiende a través de una porción central del mismo, por ejemplo una pastilla utilizada como medicina o un alimento y similares. En el caso del punzón de estructura doble que tiene un punzón central fijo, un punzón inferior tiene una estructura doble de un punzón central y un punzón externo y un punzón superior tiene un hueco central para recibir el punzón central Inferior dentro de él durante la compresión. El punzón central Inferior y el hueco del punzón central superior hacen posible preparar un moldeo que tiene un hueco central. Este es el ejemplo del punzón de estructura doble que tiene un punzón central fijo, por otro lado, los punzones de estructura doble del tipo que presenta un punzón central libremente desllzable, Incluyen, además del punzón de estructura doble descrito en el documento referido WO 1/9867 A, un punzón de estructura doble del tipo que Incorpora un punzón central amovible para el moldeo de un material cerámico, ferrita o similares (véase por ejemplo PROBLEM ASSOCIATED WITH SHPAING BY CERAMIC POWDER MOLDING AND REMEDY THEREFOR-CHARACTERISTICS OF AND PROBLEMS WITH POWDER CNC MULTIPLATEN PRESS, Journal of Soclety of Powder Technology, Japón, p. 184-194 (21)). Este punzón de estructura doble está configurado de manera que su punzón central... [Seguir leyendo]
Reivindicaciones:
1.- Una máquina de moldeo por compresión rotatoria que comprende: unatorreta (3) montada en rotación en un bastidor (1);
unos troqueles (4) cada uno de los cuales presenta un taladro de troquel (4a) montado en la torreta (3) con un paso predeterminado;
un punzón superior (5) y un punzón inferior (6) mantenidos de manera deslizante verticalmente por encima y por debajo de cada uno de los troqueles (4) comprendiendo ambos un punzón central (51; 61) y un punzón externo (52; 62) que rodea la periferia externa del punzón central (51; 61), siendo ambos deslizables y capaces de una operación de compresión;
una pluralidad de secciones de alimentación y carga de material de moldeo (PSD1, PSD2, PSD3) cada una configurada para alimentar el material de moldeo del troquel (4) o un espacio definido por encima del punzón central inferior (61) y rodeado por el punzón externo inferior (62);
un medio de precompresión (7A, 8A, 7B, 8B) configurado para presionar el punzón central inferior (51) y el punzón central inferior (61) para el moldeo por compresión del material de moldeo alimentado y cargado en el espacio (PSD1, PSD2, PSD3) definido por encima del punzón central inferior (61) y rodeado por el punzón externo inferior
(62); y
un medio de compresión principal (7C, 8C) configurado para presionar el punzón superior (5) y el punzón superior (6) para el moldeo por compresión del moldeo entero que incluye el material de moldeo alimentado y cargado por al menos una sección de alimentación y carga de material de moldeo (PSD3), en la que
al menos el punzón superior (5) comprende un medio de restricción de la posición relativa (51c, 52c; 61c, 62c; 151c, 152c; 251c, 252c) para restringir una posición relativa del punzón central (51; 61) y el punzón externo (52; 62), en la que
el medio de restricción de la posición relativa está configurado para restringir una primera posición en la que la punta de punzón (51 d; 61 d) del punzón central (51; 61) sobresale de la punta de punzón (52d; 62d) del punzón externo (52; 62) está configurado para poder restringir una segunda posición en la que la punta de punzón (51 d; 61 d) del punzón central (51; 61) es sustancialmente coincidente con la punta de punzón (52d; 62d) del punzón externo (52; 62) y está configurado para no poder restringir una tercera posición en la que la punta de punzón (51 d, 61 d) del punzón central (51; 61) está retraída dentro de la punta de punzón (52d; 62d) del punto externo (52; 62); caracterizada porque
el medio de restricción de la posición relativa (51c, 52c; 61c, 62c; 151c, 152c; 251c, 252c) comprende un primer componente de restricción (51c; 61c; 151c; 252c) dispuesto sobre el punzón central (51; 61) y un segundo componente de restricción (52c; 62c; 152c; 252c) dispuesto sobre el punzo externo (52; 62), configurados ambos de forma anular y que comprenden una porción en saliente-hundida que tiene una porción en saliente (51 ca, 52ca; 61ca, 62ca; 151 ca, 152ca; 251ca, 252ca) y una porción hundida (51cb, 52cb; 61cb, 62cb; 151cb, 152cb; 251cb, 252cb), en el que
el primer componente de restricción (51c; 61c; 151c; 251c) y el segundo componente de restricción (52c; 62c; 152c; 252c) están situados con sus respectivas porciones en saliente-hundidas encaradas entre sí;
al menos un componente entre el primer componente de restricción (51c; 61; 151c; 251c) y el segundo componente de restricción (52c; 62c; 152c; 252c) puede rotar sobre un eje de punzón del punzón central (51; 61); un medio control de la rotación (51cc; 61cc; 151cc; 351cc; 351cp; 451ct; 351cf; 751cm) que controla la rotación de un componente entre el primer componente de restricción (51c; 61c; 151c; 251c) y el segundo componente de restricción (52c; 62c; 152c; 252c) está fijado al componente rotatorio de los componentes de restricción (51c; 52c; 61c, 62c; 151c, 152c; 251c, 252c); y
como resultado de su rotación, la porción en saliente (51ca, 52ca; 61ca, 62ca; 151ca, 152ca; 251ca, 252ca) de uno de los componentes de restricción y la porción hundida (51 cb, 52cb; 61 cb, 62cb; 151cb, 152cb; 251 cb, 252cb) del otro componente de restricción están situadas para que puedan adoptar la posición más próxima entre sí o las porciones en saliente (51ca, 52ca; 61ca, 62ca; 151ca, 152ca; 251ca, 252ca) de ambos componentes de restricción están situadas para que puedan adoptar una posición de contacto entre sí; y
la posición relativa del punzón central (51; 61) y del punzón externo (52; 62) adopta la primera posición cuando la porción en saliente (51ca, 52ca; 61ca, 62ca; 151ca, 152ca; 251ca, 252ca) de uno de los primero y segundo componentes de restricción (51c, 52c; 61c, 62c; 151c, 152c; 251c, 252c) y la porción hundida (51 cb, 52cb; 61 cb, 62cb; 151 cb, 152cb; 251 cb, 252cb) del otro componente de restricción adoptan la posición más próxima entre sí y adopta la segunda posición restringida cuando la porción en saliente (51ca, 61ca; 151ca; 251ca) del primer componente de restricción y la porción en saliente (52ca; 62ca; 152ca; 252ca) del segundo componente de restricción adoptan una posición de contacto entre sí; y
el medio de accionamiento de la rotación (31a, 33a, 3331a, 431a, 531a, 531af, 631a, 631af, 731a, 731am) está configurado para guiar el medio de control de la rotación (51cc, 61cc, 151cc, 351cp, 451ct, 651cf, 751cm) fijado al componente rotatorio de los componentes de restricción del punzón en la máquina de moldeo por compresión rotatoria.
2 - La máquina de moldeo por compresión rotatoria de acuerdo con la reivindicación 1, en la que, en el punzón que comprende el medio de restricción de la posición relativa, el primer componente de restricción (51c, 61c; 151c; 251c) tiene una estructura capaz de rotar sobre el eje de punzón del punzón central (51; 61), mientras que el segundo
componente de restricción (52c, 62c; 152c; 252c) presenta una estructura incapaz de rotar sobre el eje de punzón del punzón central (51; 61).
3.- La máquina de moldeo por compresión rotatoria de acuerdo con la reivindicación 1 o 2, en la que, en el punzón que comprende el medio de restricción de la posición relativa, el primer componente de restricción (51c; 61c; 151c; 251c) está situado en posición adyacente a una porción de cabeza (51b; 61b) del punzón central (51; 61) sobre un lado opuesto al de la punta de punzón (51 d; 61 d) del punzón central (51; 61), mientras que el segundo componente de restricción (52c; 62c; 152c; 252c) está situado en posición adyacente a una porción terminal del punzón externo (52, 62) sobre un lado opuesto a la punta de punzón (52d; 62d) del punzón externo (52; 62).
4 - La máquina de moldeo por compresión rotatoria de acuerdo con cualquiera de las reivindicaciones 1 a 3, en la que, en el punzón que comprende el medio de restricción de la posición relativa, el medio de control de la rotación (51 cc; 61 cc) comprende un componente de placa campaniforme en una vista en planta.
- La máquina de moldeo por compresión rotatoria de acuerdo con la reivindicación 4, en la que el medio de accionamiento de la rotación (31a, 33a) está configurado para controlar la rotación del medio de control de la rotación (51 cc; 61 cc) mediante la modificación de la anchura de un raíl por medio del que los medios de accionamiento de la rotación (31a, 33a) guían el medio de control de la rotación (51 cc; 61 cc; 151cc) y la distancia entre una superficie de pared interna (31 aa, 31 ab) del raíl y una trayectoria horizontal (5t) de un eje central del punzón.
6 - La máquina de moldeo por compresión rotatoria de acuerdo con cualquiera de las reivindicaciones 1 a 5, en la que, en el punzón que comprende el medio de restricción de la posición relativa, el punzón externo (52; 62) tiene una punta de punzón (52d; 62d) que tiene una superficie periférica interna ahusada (62db) que se ensancha a medida que se extiende hacia una punta de punzón (52d; 62d) del punzón interno (52; 62).
7 - La máquina de moldeo por compresión rotatoria de acuerdo con cualquiera de las reivindicaciones 1 a 6, en la que el punzón inferior (6) es un punzón similar al punzón inferior (5).
8 - La máquina de moldeo por compresión rotatoria de acuerdo con la reivindicación 7, en la que la posición relativa del punzón central inferior (61) y del punzón externo inferior (62) adopta la primera posición en la última sección de alimentación y carga de material de moldeo después de la compresión del material de moldeo por el medio de precompresión y a continuación adopta la segunda posición durante la compresión del moldeo completo que incluye el material de moldeo (PD3) por el medio de comprensión principal (7C, 8C).
9.- La máquina de moldeo por compresión rotatoria de acuerdo con la reivindicación 8, en la que el medio de precompresión (7D) está configurado para comprimir el material de moldeo mientras la posición relativa del punzón central inferior (61) y del punzón externo inferior (62) se desplaza de la primera posición a la segunda posición.
1.- La máquina de moldeo por compresión rotatoria de acuerdo con cualquiera de las reivindicaciones 1 a 9, en la que las secciones de alimentación y carga del material de moldeo se componen de una primera sección de alimentación y carga de material de moldeo (PSD2) para alimentar un primer material de moldeo (PD2) y una segunda sección de alimentación y carga de material de moldeo (PSD3) para alimentar un segundo material de moldeo (PD3) y en la que el medio de precompresión (7B, 8B) está configurado para comprimir el primer material de moldeo (PD2).
11.- La máquina de moldeo por compresión rotatoria de acuerdo con la reivindicación 1, en la que el medio de precompresión adicional (7D) está configurado para comprimir el segundo material de moldeo (PD3) mediante el punzón central inferior (51) y el punzón externo superior (52).
12.- La máquina de moldeo por compresión rotatoria de acuerdo con cualquiera de las reivindicaciones 1 a 9, en la que las secciones de alimentación y carga de material de moldeo consisten en una primera sección de alimentación y carga de material de moldeo (PSD1) para alimentar un primer material de moldeo (PD1), una segunda sección de alimentación y carga de material de moldeo (PSD2) para alimentar un segundo material de moldeo (PD2) y una tercera sección de alimentación y carga de material de moldeo (PSD3) para alimentar un tercer material de moldeo (PD3) y en la que el medio de precompresión consiste en un primer medio de precompresión (7A, 8A) para comprimir el primer material de moldeo (PD1) y el segundo medio de precompresión (7B, 8B) para comprimir el segundo material de moldeo (PD2).
13.- La máquina de moldeo por compresión rotatoria de acuerdo con la reivindicación 12, en la que el medio de precompresión adicional (7D) está configurado para comprimir el tercer material de moldeo (PD3) mediante el punzón central superior (51) y el punzón externo superior (52).
14.- La máquina de moldeo por compresión rotatoria de acuerdo con cualquiera de las reivindicaciones 1 a 13, en la que la máquina de moldeo por compresión rotatoria es una máquina para fabricar un moldeo con un núcleo.
Patentes similares o relacionadas:
Estación de rodillos prensores para prensas rotativas con dos ejes de rodillo prensor que alojan rodillos prensores, del 18 de Marzo de 2020, de KORSCH AG: Estación de rodillos prensores para prensas rotativas con dos ejes de rodillo prensor que alojan rodillos prensores, caracterizada por que un perfil […]
Dispositivo de llenado para una máquina de formación de comprimidos, del 11 de Marzo de 2020, de KORSCH AG: Dispositivo de llenado para una máquina de formación de comprimidos que comprende un dispositivo de cubierta y un cono , […]
Zapata de llenado modular para una prensa rotativa, del 7 de Agosto de 2019, de KORSCH AG: Una zapata de llenado del impulsor para el suministro de material a los orificios de troquel de una prensa rotativa caracterizada por que la zapata de llenado del […]
Dispositivo de clasificación individual para clasificar pastillas, sistema con dicho dispositivo de clasificación individual y con un dispositivo de fabricación de pastillas, y método para verificar un dispositivo de clasificación individual, del 24 de Julio de 2019, de KORSCH AG: Un dispositivo de clasificación individual para clasificar pastillas que han sido comprimidas por una máquina de fabricación de pastillas usando punzones […]
Prensa rotatoria con sellos, con al menos dos puntas de sello a alturas escalonadas, para realizar múltiples procesos de prensado durante una rotación, del 17 de Julio de 2019, de KORSCH AG: Una prensa rotatoria para realizar al menos dos operaciones de prensado durante una rotación de la prensa rotatoria, incluyendo dicha prensa rotatoria un rotor , una […]
Sistema y métodos para cambiar segmentos de rotor segmentados verticalmente en una prensa rotativa, del 17 de Julio de 2019, de KORSCH AG: Un sistema para cambiar segmentos de rotor segmentados verticalmente en una prensa rotativa de comprimidos , que comprende un rotor , […]
Prensa de comprimidos rotativa con salida de comprimidos, salida de comprimidos para la citada prensa de comprimi-dos rotativa y procedimiento para producir comprimidos en una prensa de comprimidos, del 22 de Mayo de 2019, de Romaco Kilian GmbH: Prensa de comprimidos rotativa, que tiene un rotor , que es accionable alrededor de un eje de rotación vertical y tiene una placa de matrices con orificios […]
Distribuidor en estrella, del 13 de Febrero de 2019, de GRUNENTHAL GMBH: Dispositivo para la distribución de núcleos de comprimido sobre las matrices de una prensa de comprimidos , en donde presenta un disco rotativo , en cuya […]