LINEA DE PRODUCCION PARA LA FABRICACION DE PRODUCTOS EN FORMA DE SALCHICHA.
- Procedimiento para el control de una línea de producción (FCB) para la fabricación de productos (W) en forma de salchicha,
que alojan un producto a envasar susceptible de fluir, como la carne picada, material de obturación, granulado y similares en un material cobertor con forma de tubo flexible, presentando la línea de producción (FCB) al menos: un máquina de engrapado (C) en la que el material cobertor de envoltorio lleno con producto a envasar se hace porciones en productos (W) individuales en forma de salchicha al poner los clips de cierre y se separa de la reserva del resto del material cobertor de envoltorio, pudiéndose colocar al poner los clips de cierre al menos un elemento de suspensión (AE) flexible en el producto (W) en forma de salchicha, que se suministra en cadencia a la máquina de engrapado (C), y una máquina de carga (B) que carga individualmente las barras de almacenamiento (SP) con productos (W) en forma de salchicha para el tratamiento posterior de los productos (W) en forma de salchicha, empleándose para cargar las barras de almacenamiento (SP) con productos (W) en forma de salchicha elementos de transporte (320) que circulan de forma continua a lo largo de un recorrido de transporte y que se hacen cargo de los productos (W) en forma de salchicha que salen de la máquina de engrapado (C) en una zona de recepción (ÜB, ÜC) prevista entra la máquina de engrapado (C) y la máquina de carga (B), caracterizado porque al menos la velocidad de circulación de los elementos de transporte (320) de la máquina de carga (B) se controla en base de una variable de control derivada de la máquina de engrapado (C), superponiéndose una regulación al control de la velocidad de circulación, y porque la regulación de la velocidad de circulación de los elementos de transporte (320) se realiza en base a la tendencia a desviarse de la distancia de los elementos de transporte (320) de una posición predeterminada en el recorrido de transporte de los elementos de transporte (320)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07017500.
Solicitante: POLY-CLIP SYSTEM GMBH & CO. KG.
Nacionalidad solicitante: Alemania.
Dirección: WESTERBACHSTRASSE 45, 60489 FRANKFURT AM MAIN.
Inventor/es: TOPFER, KLAUS.
Fecha de Publicación: .
Fecha Solicitud PCT: 6 de Septiembre de 2007.
Fecha Concesión Europea: 28 de Julio de 2010.
Clasificación Internacional de Patentes:
- A22C11/12B
- A22C15/00A1
- B65G47/61 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65G DISPOSITIVOS DE TRANSPORTE O ALMACENAJE, p. ej. TRANSPORTADORES PARA CARGAR O BASCULAR, SISTEMAS TRANSPORTADORES PARA TALLERES O TRANSPORTADORES NEUMATICOS DE TUBOS (embalajes B65B; manipulación de material delgado o filiforme, p. ej. hojas de papel o fibras B65H; grúas B66C; aparatos de elevación o arrastre,p. ej. montacargas, B66D; dispositivos para elevar o bajar mercancías para carga y descarga, p. ej. carretillas elevadoras, B66F 9/00; vaciado de botellas, jarras, latas, barricas, barriles o contendores similares, no previstos en otro lugar, B67C 9/00; distribución o trasvase de líquidos B67D; llenado o descarga de contenedores para gases licuados, solidificados o comprimidos F17C; sistemas de conducción para fluídos F17D). › B65G 47/00 Dispositivos para manipular objetos o materiales asociados con los transportadores; Métodos de empleo de los dispositivos. › para objetos.
Clasificación PCT:
- A22C11/02 NECESIDADES CORRIENTES DE LA VIDA. › A22 CARNICERIA; TRATAMIENTO DE LA CARNE; TRATAMIENTO DE LAS AVES DE CORRAL O DEL PESCADO. › A22C TRATAMIENTO DE LA CARNE, DE LAS AVES DE CORRAL O DEL PESCADO (conservas A23B; producción de composiciones a base de proteínas para la alimentación A23J 1/00; productos alimenticios a base de pescado, carne o aves de corral A23L; trituración, p. ej. picado de la carne B02C 18/00; preparación de proteínas en sí C07K 1/00). › A22C 11/00 Fabricación de embutidos. › Máquinas para rellenar los embutidos.
- A22C15/00 A22C […] › Aparatos para colgar la carne o los embutidos (transportadores B65G).
- B65G47/61 B65G 47/00 […] › para objetos.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
La invención se refiere a un procedimiento para el control de una línea de producción para la fabricación de productos en forma de salchicha según el preámbulo de la reivindicación 1, una línea de producción con la finalidad antes mencionada según el preámbulo de la reivindicación 18.
En la práctica se conoce que, por ejemplo, en la fabricación de salchichas la carne picada se suministra por una máquina de envasado a través de un tubo de envasado a una máquina de engrapado. En la máquina de engrapado se envasa el producto a envasar en un material cobertor con forma de tubo flexible, cerrado en un lado por un primer clip y que se cierra al poner un segundo clip. Si el producto en forma de salchicha o el producto de salchicha debe suspenderse para otro tratamiento se coloca habitualmente en el segundo clip un elemento de suspensión, la mayoría de las veces un lazo de hilo, y con este segundo clip se fija en el producto de salchicha. A continuación se alinean los productos de salchicha sobre barras de almacenamiento para ser tratados posteriormente, por ejemplo, para ser ahumados.
Por el documento DE 39 35 746 A1 se conoce para ello un procedimiento y un dispositivo para suspender mecánicamente los productos de salchicha. En este caso un elemento de transferencia hecho de dos ganchos parciales basculables en primer lugar situados coincidentes unos con otros encaja en el elemento de suspensión formado por un lazo de hilo y saca el producto de salchicha de la máquina de engrapado. A continuación los dos ganchos del elemento de transferencia se basculan desde la posición de retirada, en la que el producto de salchicha ha sido sacado de la máquina de engrapado, a una posición de transferencia. En este caso los dos ganchos se separan uno de otros al mismo tiempo.
En la posición de transferencia el producto de salchicha se transfiere a un elemento de transporte de un transportador sin fin que ya espera allí. Los elementos de transporte poseen para ello en su extremo inferior dos ganchos espaciados, cuya distancia es menor que la distancia de los ganchos abiertos del elemento de transferencia. Los ganchos del elemento de transporte encajan en el lazo abierto del producto de salchicha y lo retiran así del elemento de transferencia. El elemento de transferencia puede girarse posteriormente entonces hasta que ha alcanzado una posición de salida en la que de nuevo están en contacto uno con otro los ganchos parciales.
Mediante el elemento de transporte se deposita el producto de salchicha que pende en él sobre una barra de almacenamiento sujeta por un lado. Para ello el elemento de transporte se guía en paralelo sobre la barra de almacenamiento, de forma que el lazo se enhebra sobre la barra. Si se alcanza una posición determinada una viga sometida a presión presiona hacia abajo los ganchos del elemento de transporte, hasta que el lazo del producto de salchicha se deposita sobre la barra. A continuación se mueve posteriormente el elemento de transporte de forma que los ganchos se desencajan del lazo, de tal manera que el producto de salchicha permanece en la posición correspondiente sobre la barra. A continuación los ganchos se descargan por elevación de la viga sometida a presión.
Una desventaja de este procedimiento conocido o de este dispositivo conocido consiste en que la orientación de los elementos de transferencia respecto a la posición de retirada en la máquina de engrapado y el elemento de transferencia situado en la posición de transferencia debe realizarse de forma sumamente precisa. Ya con las menores desviaciones los lazos no pueden detectarse por el elemento de transferencia en la posición de retirada en la máquina de engrapado y/o en la posición de transferencia no pueden transferirse a los elementos de transporte. También el transporte discontinuo debido a la parada de los elementos de transporte para hacerse cargo de los productos de salchicha del elemento de transferencia se muestra como una desventajosa, ya que por ello pueden producirse movimientos de balanceo de las salchichas que penden en otros elementos de transporte al parar y arrancar de nuevo el transportador sin fin, lo que conduce a cargas adicionales del dispositivo de transporte. Además, la viga sometida a presión, que provoca el descenso de los ganchos de los elementos de transporte, debe extenderse sobre toda la longitud de una barra de almacenamiento, ya que sólo así los productos de salchicha pueden repartirse sobre toda la barra de almacenamiento mediante el descenso de los ganchos de un elemento de transporte. Finalmente, necesitan igualmente de una parada exacta de los elementos de transporte para garantizar una distancia uniforme de los productos de salchicha sobre la barra de almacenamiento.
El objetivo de la presente invención es proporcionar un procedimiento para el control de una línea de producción para la fabricación de productos en forma de salchicha y una línea de fabricación del tipo mencionado al inicio, con una máquina de engrapado y una máquina de carga para ella, que supere las desventajas mencionadas y permita una carga continua en un proceso seguro de las barras de almacenamiento con productos en forma de salchicha que penden de elementos de suspensión.
El objetivo precedente se resuelve respecto al procedimiento por las características de la reivindicación 1. En las reivindicaciones aquí siguientes 2 a 17 se encuentran configuraciones ventajosas de ello.
En particular se propone para ello un procedimiento para el control de una línea de producción para la fabricación de productos en forma de salchicha, alojando los productos en forma de salchicha, un producto a envasar susceptible de fluir, como la carne picada, material de obturación, granulado y similares en un material cobertor con forma de tubo flexible. En este caso la línea de producción contiene al menos un máquina de engrapado en la que el material cobertor de envoltorio lleno de producto a envasar se hace porciones en el producto individual en forma de salchicha al poner los clips de cierre y se separa de la reserva del resto del material cobertor de envoltorio, pudiéndose colocar al poner los clips de cierre al menos un elemento de suspensión flexible en el producto en forma de salchicha, que se suministra en cadencia a la máquina de engrapado, y una máquina de carga que carga individualmente las barras de almacenamiento con productos (W) en forma de salchicha para el tratamiento posterior de los productos en forma de salchicha. En este caso para cargar las barras de almacenamiento con productos en forma de salchicha se emplean elementos de transporte que circulan de forma continua a lo largo de un recorrido de transporte y que se hacen cargo de los productos en forma de salchicha que salen de la máquina de engrapado en una zona de recepción prevista entre la máquina de engrapado y la máquina de carga. Además, está previsto que al menos la velocidad de circulación de los elementos de transporte de la máquina de carga se controle en base a una variable de control derivada de la máquina de engrapado.
Como consecuencia del control de al menos la velocidad de circulación de los elementos de transporte de la máquina de carga en base a una variable de control derivada de la máquina de engrapado se consigue una primera sincronización de la máquina de carga con la máquina de engrapado y por consiguiente con la velocidad de producción en la máquina de engrapado. Por ello de manera sencilla puede proporcionarse un proceso de transporte adecuadamente interdependiente entre la máquina de engrapado y la máquina de carga. Además, se abre la posibilidad de un funcionamiento continuo del transportador sin fin. Con otras palabras, al contrario que en el estado de la técnica en el que se realiza un funcionamiento de arranque / parada del transportador sin fin, los elementos de transporte del transportador sin fin según la invención circulan de forma continua.
Si la velocidad de circulación de los elementos de transporte se mantiene en un valor nominal al menos aproximadamente constante al menos por intervalos de tiempo que se determina por la variable de control derivada de la máquina de engrapado, los movimientos de balanceo de los productos en forma de salchicha se minimizan, por lo que se calman los movimientos del transportador sin fin y se reduce el desgaste mecánico entre otros en el transportador sin fin.
Los más diferentes valores de la máquina de engrapado pueden emplearse como variable de control derivada de la máquina de engrapado. Es especialmente ventajoso si la variable de control derivada de la máquina de engrapado para la velocidad de circulación...
Reivindicaciones:
1. Procedimiento para el control de una línea de producción (FCB) para la fabricación de productos (W) en forma de salchicha, que alojan un producto a envasar susceptible de fluir, como la carne picada, material de obturación, granulado y similares en un material cobertor con forma de tubo flexible, presentando la línea de producción (FCB) al menos: un máquina de engrapado (C) en la que el material cobertor de envoltorio lleno con producto a envasar se hace porciones en productos (W) individuales en forma de salchicha al poner los clips de cierre y se separa de la reserva del resto del material cobertor de envoltorio, pudiéndose colocar al poner los clips de cierre al menos un elemento de suspensión (AE) flexible en el producto (W) en forma de salchicha, que se suministra en cadencia a la máquina de engrapado (C), y una máquina de carga (B) que carga individualmente las barras de almacenamiento (SP) con productos (W) en forma de salchicha para el tratamiento posterior de los productos (W) en forma de salchicha, empleándose para cargar las barras de almacenamiento (SP) con productos (W) en forma de salchicha elementos de transporte
(320) que circulan de forma continua a lo largo de un recorrido de transporte y que se hacen cargo de los productos (W) en forma de salchicha que salen de la máquina de engrapado (C) en una zona de recepción (ÜB, ÜC) prevista entra la máquina de engrapado (C) y la máquina de carga (B), caracterizado porque al menos la velocidad de circulación de los elementos de transporte
(320) de la máquina de carga (B) se controla en base de una variable de control derivada de la máquina de engrapado (C), superponiéndose una regulación al control de la velocidad de circulación, y porque la regulación de la velocidad de circulación de los elementos de transporte
(320) se realiza en base a la tendencia a desviarse de la distancia de los elementos de transporte
(320) de una posición predeterminada en el recorrido de transporte de los elementos de transporte (320).
2. Procedimiento según la reivindicación 1, caracterizado porque la velocidad de circulación de los elementos de transporte (320) se mantiene en un valor nominal al menos aproximadamente constante al menos por intervalos de tiempo que se determina por la variable de control derivada de la máquina de engrapado (C).
3. Procedimiento según la reivindicación 1 ó 2, caracterizado porque la variable de control derivada de la máquina de engrapado (C) para la velocidad de circulación de los elementos de transporte (320) es la velocidad de suministro de los elementos de suspensión (AE) a la máquina de engrapado (C).
4. Procedimiento según una de las reivindicaciones 1 a 3, caracterizado porque con la regulación superpuesta al control de la velocidad de circulación se regula el momento de alcanzar una posición de recepción (ÜB) en la máquina de carga (B) mediante los elementos de transporte
(320) para hacerse cargo de forma continua de los productos (W) en forma de salchicha.
5. Procedimiento según una de las reivindicaciones 1 a 4, caracterizado porque la posición de recepción (ÜB) de los elementos de transporte (320) en la máquina de carga (B) para hacerse cargo de los productos (W) en forma de salchicha que salen de la máquina de engrapado
(C) se selecciona como la posición predeterminada.
6. Procedimiento según la reivindicación 5, caracterizado porque al aumentar la tendencia a desviarse aumenta la velocidad de circulación de los elementos de transporte (320) y/o al disminuir la tendencia a desviarse se reduce la velocidad de circulación de los elementos de transporte (320).
7. Procedimiento según una de las reivindicaciones 5 a 6, caracterizada porque para determinar la tendencia a desviarse, la distancia de un elemento de transporte (320) determinado de la posición predeterminada en un circulación a lo largo del recorrido de transporte se compara con la distancia del elemento de transporte (320) determinado de la posición predeterminada en una circulación siguiente.
8. Procedimiento según una de las reivindicaciones 5 a 6, caracterizado porque para determinar la tendencia a desviarse, la distancia de un elemento de transporte (320) determinado de la posición predeterminada en una circulación a lo largo del recorrido de transporte se compara con la distancia del elemento de transporte (320) siguiente de la posición predeterminada en la misma circulación.
9. Procedimiento según una de las reivindicaciones 1 a 8, caracterizado porque está prevista además una máquina de envasado (F) para la línea de producción (FCB) que se dispone en la línea de producción (FCB) aguas arriba de la máquina de engrapado (C) y que suministra preferiblemente el producto a envasar al material cobertor de envoltorio en la máquina de engrapado (C).
10. Procedimiento según la reivindicación 9, caracterizado porque la máquina de envasado (F) se acciona de forma discontinua.
11. Procedimiento según la reivindicación 9 ó 10, caracterizado porque el funcionamiento de la máquina de envasado (F) se detiene al producirse una perturbación del funcionamiento de la máquina de carga (B).
12. Procedimiento según la reivindicación 11, caracterizado porque para detener la máquina de envasado (B), una señal de autorización que se haya en la máquina de envasado (F) se retira por la máquina de carga (B).
13. Procedimiento según una de las reivindicaciones 1 a 12, caracterizado porque al producirse una perturbación del funcionamiento de la máquina de carga (B), el funcionamiento de la máquina de engrapado (C) se continúa al menos hasta el acabado del producto (W) en forma de salchicha justo a envasar y porque tras acabar se detiene el funcionamiento de la máquina de engrapado (C).
14. Procedimiento según una de las reivindicaciones 1 a 13, caracterizado porque al producirse una perturbación del funcionamiento de la máquina de carga (B) el elemento de transporte (320), que acaba de hacerse cargo de un producto (W) en forma de salchicha de la máquina de engrapado (C) en la posición de recepción (ÜB) de la máquina de carga (B), se desplaza fuera de la posición de recepción (ÜB) antes de que se detenga el funcionamiento de los elementos de transporte (320) que circulan de forma continua.
15. Procedimiento según la reivindicación 14, caracterizado porque la detención de los elementos de transporte (320) que circulan de forma continua se realiza antes de que el elemento de transporte (320), que acaba de hacerse carga en la posición de recepción (ÜB) de un producto
(W) en forma de salchicha de la máquina de engrapado (C), ha alcanzado una barra de almacenamiento (SP) a cargar.
16. Procedimiento según una de las reivindicaciones 1 a 15, caracterizado porque se prevé un dispositivo de control que está en condiciones de controlar al menos la velocidad de circulación de los elementos de transporte (320) de la máquina de carga (B) en base a la variable de control derivada de la máquina de engrapado (C).
17. Procedimiento según la reivindicación 16, caracterizado porque el dispositivo de control se emplea para controlar al menos el funcionamiento adaptado uno al otro de la máquina de carga (B) y de la máquina de engrapado (C).
18. Línea de producción (FCB) para la fabricación de productos (W) en forma de salchicha que alojan un producto a envasar susceptible de fluir, como la carne picada, material de obturación, granulado y similares en un material cobertor de envoltorio tubular, presentando la línea de producción (FCB) al menos: un máquina de engrapado (C) en la que el material cobertor de envoltorio lleno con producto a envasar se hace porciones en productos (W) individuales en forma de salchicha al poner los clips de cierre y se separa de la reserva del resto del material cobertor de envoltorio, pudiéndose colocar al poner los clips de cierre al menos un elemento de suspensión (AE) flexible que se suministra en cadencia a la máquina de engrapado (C), y una máquina de carga (B) que carga individualmente las barras de almacenamiento (SP) con productos (W) en forma de salchicha para el tratamiento posterior de los productos (W) en forma de salchicha, y que presenta elementos de transporte (320) que circulan de forma continua a lo largo de un recorrido de transporte y que se hacen cargo de los productos (W) en forma de salchicha que salen de la máquina de engrapado (C) en una zona de recepción (ÜB, ÜC) prevista entra la máquina de engrapado (C) y de la máquina de carga (B), caracterizada porque está previsto un dispositivo de control que está en condiciones de controlar al menos la velocidad de circulación de los elementos de transporte (320) de la máquina de carga (B) en base de una variable de control derivada de la máquina de engrapado (C), estando el dispositivo de control en condiciones de superponer al control de la velocidad de circulación una regulación que regula la velocidad de circulación de los elementos de transporte (320) en base a la tendencia a desviarse de la distancia de los elementos de transporte (320) de una posición predeterminada en el recorrido de transporte de los elementos de transporte (320).
19. Línea de producción según la reivindicación 18, caracterizada porque el dispositivo de control está en condiciones de controlar al menos el funcionamiento adaptado uno al otro de la máquina de carga (B) y de la máquina de engrapado (C).
20. Línea de producción según una de las reivindicaciones 18 a 19, caracterizada porque la sección de transporte está interrumpida entre la máquina de engrapado (C) y la máquina de carga (B).
21. Línea de producción según la reivindicación 20, caracterizada porque la interrupción de la sección de transporte entre la máquina de engrapado (C) y la máquina de carga (B) está formada por una zona de recepción (ÜB, ÜC), en la que el recorrido de transporte de la máquina de engrapado termina en una posición de transferencias (ÜC) y en la que los elementos de transporte (320) de la máquina de carga (B) en una posición de recepción (ÜB) en el lado de la máquina de carga se hacen cargo individualmente de los productos (W) en forma de salchicha situados en la posición de transferencia (ÜC) en el lado de la máquina de engrapado.
22. Línea de producción según una de las reivindicaciones 18 a 21, caracterizada porque está prevista una máquina de envasado (F) para el suministro de producto a envasar al material cobertor de envoltorio en la máquina de engrapado (C), que está dispuesta en la línea de producción (FCB) aguas arriba de la máquina de engrapado (C).
23. Línea de producción según la reivindicación 18 que contiene: una máquina de engrapado (C) con al menos dos herramientas de cierre que pueden moverse relativamente una respecto a otra entre una posición de apertura y una posición de cierre para poner y cerrar los clips en el producto (W) en forma de salchicha, con al menos un dispositivo de almacenamiento de clips del que pueden suministrarse los clips a las herramientas de cierre, con un dispositivo de almacenamiento para almacenar una reserva del material cobertor de envoltorio, con un dispositivo de separación para separar el material cobertor de envoltorio de un producto de salchicha individual de la reserva de material cobertor de envoltorio, con un tubo de envasado (F) para suministrar el producto a envasar, con un dispositivo de transporte de extracción para extraer los productos (W) en forma de salchicha de la máquina de engrapado (C) a lo largo de una sección de extracción (AS) para los productos (W) en forma de salchicha y con un dispositivo de suministro (ZE) para elementos de suspensión (AE) flexibles, a partir de los que los elementos de suspensión (AE) pueden suministrarse a una de las herramientas de cierre al poner los clips, presentando la sección de extracción (AS) para los productos (W) en forma de salchicha un primer recorrido de transporte (110) para los productos (W) en forma de salchicha y en paralelo al recorrido de transporte (110) para los productos (W) en forma de salchicha un recorrido de transporte (130) separado del recorrido de transporte (110) para los productos (W) en forma de salchicha para el elemento de suspensión (AE) unido con un producto (W) en forma de salchicha, caracterizada porque el recorrido de transporte (130) para los elementos de suspensión (AE) contiene un carril de deslizamiento (130) que presenta preferiblemente una sección transversal circular y que presenta al menos dos dispositivos de rodamiento (140), y porque el carril de deslizamiento (130) presenta en la zona de los dispositivos de rodamiento (140) un árbol hueco (160) accionable que está dispuesto coaxialmente al carril de deslizamiento (130). 24. Línea de producción según la reivindicación 23, caracterizada porque el recorrido de
transporte (110) para los productos (W) en forma de salchicha y el recorrido de transporte (130) para el elemento de suspensión (AE) unido con un producto (W) en forma de salchicha terminan en una posición de transferencia (ÜC) en la que un producto (W) en forma de salchicha puede mantenerse listo de forma definida para la transferencia a un tratamiento posterior.
25. Línea de producción según la reivindicación 24, caracterizada porque en la posición de transferencia (ÜC) está previsto al menos un elemento de transferencia (136) para transferir los productos (W) en forma de salchicha, que está configurado en forma de tenedor en su extremo que se aleja de la máquina de engrapado (C).
26. Línea de producción según la reivindicación 24 ó 25, caracterizada porque en la posición de transferencia (ÜC) está previsto al menos un sensor (138) que detecta la presencia de un producto (W) en forma de salchicha.
27. Línea de producción según la reivindicación 23, caracterizada porque los dispositivos de rodamiento (140) están formados respectivamente por tres rodillos de apoyo (150) dispuestos preferiblemente en un paso uniforme en la dirección periférica del carril de deslizamiento (130).
28. Línea de producción según una de las reivindicaciones 23 a 27, caracterizada porque el carril de deslizamiento (130) está provisto en la zona de los dispositivos de rodamiento (140) de una ranura (162) continua en forma de rosca.
29. Línea de producción según la reivindicación 28, caracterizada porque la ranura (162) continua en forma rosca está prevista sobre el árbol hueco (160). 30. Línea de producción según una de las reivindicaciones 27 a 29, caracterizada porque en la zona de los rodillos de apoyo (150) el carril de deslizamiento (130) presenta una superficie
(160d) convexa, mientras que los rodillos de apoyo (150) poseen una superficie (150a) correspondientemente cóncava. 31. Línea de producción según una de las reivindicación 23 a 30, caracterizada porque el carril de deslizamiento (130) está acodado entre los dos dispositivos de rodamiento (140).
32. Línea de producción según una de las reivindicaciones 27 a 31, caracterizada porque puede accionarse al menos uno de los rodillos de apoyo (150) de cada dispositivo de rodamiento (140).
33. Línea de producción según una de las reivindicaciones 23 a 32, caracterizada porque el carril de deslizamiento (130) está provisto en su extremo del lado de la máquina de engrapado de un cono de inserción (134).
34. Línea de producción según una de las reivindicaciones 23 a 33, caracterizada porque un dispositivo de captura para los elementos de suspensión (AE) se conecta con el extremo del lado de la máquina de engrapado del carril de deslizamiento (130) y que va desde el carril de deslizamiento (130) hasta en la zona de cierre de las herramientas de cierre.
35. Línea de producción según la reivindicación 34, caracterizada porque el dispositivo de captura está acodado y provisto de una punta de captura cónica. 36. Línea de producción según una de las reivindicaciones 23 a 35, caracterizada porque
los elementos de suspensión (AE) están formados por lazos de hilo. 37. Línea de producción según la reivindicación 18 que contiene: una máquina de carga (B), estando previstas barras de almacenamiento (SP) para suspender los productos (W) en forma de salchicha que presentan en su extremo un elemento de suspensión (AE), que puede guiarse sobre las barras de almacenamiento (SP) y que puede adoptar una configuración cerrada y una abierta,
- con un dispositivo para la sujeción en el lado final de una barra de almacenamiento (SP) libre en el otro extremo, y
- con un dispositivo (300) para suministrar sucesivamente los productos (W) en forma de salchicha que penden en sus elementos de suspensión (AE) respecto a la barra de almacenamiento (SP), guiando los elementos de suspensión (AE) sobre la barra de almacenamiento (SP) desde su extremo libre y depositando los elementos de suspensión (AE) en lugares espaciados unos de otros a lo largo de la barra de almacenamiento (SP),
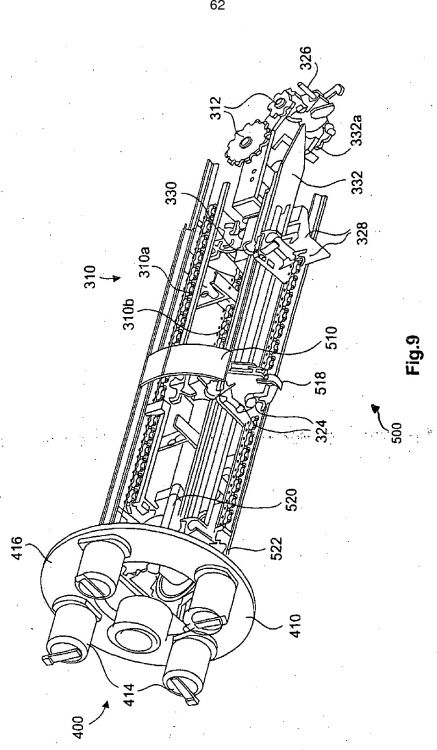
- que presenta un transportador sin fin (310) con un ramal que discurre en paralelo a la barra de almacenamiento (SP), -portando el transportador sin fin (310) elementos de transporte (320) espaciados para alojar los elementos de suspensión (AE) de los sucesivos
productos (W) en forma de salchicha,
- que pueden moverse desde una posición que mantiene los productos (W) en forma de salchicha en sus elementos de suspensión (AE) a un posición que deposita los elementos de suspensión (AE) sobre la barra de almacenamiento (SP), y
- provocando al menos un elemento de control en puntos espaciados a lo largo de la barra de almacenamiento (SP) el movimiento de los elementos de transporte (320) a su posición de depósito, en la que
los elementos de transporte (320) presentan ganchos (328) que pueden pivotarse alrededor de ejes horizontales (326) desde su posición que mantiene los elementos de suspensión (AE) a su posición que deposita los elementos de suspensión (AE) y que el elemento de control es un órgano de desenganche (352) desplazado a lo largo del ramal del transportador sin fin (310) contra su dirección de avance y que desencadena el basculamiento de los ganchos (328) de sus posición de mantenimiento a su posición de depósito; y -con un dispositivo de control que está en condiciones de controlar al menos la velocidad de circulación de los elementos de transporte (320) de la máquina de carga (B) en base a una variable de control derivada de la máquina de engrapado (C), caracterizada porque el dispositivo de control está en condiciones de superponer al
control de la velocidad de circulación una regulación que regula la velocidad de circulación de los elementos de transporte (320) en base a la tendencia a desviarse de la distancia de los elementos de transporte (320) de una posición predeterminada en el recorrido de transporte de los elementos de transporte (320).
38. Línea de producción según la reivindicación 37, caracterizada porque los ganchos
(328) están hechos respectivamente de dos ganchos parciales (328) del mismo tipo, que se sitúan en coincidencia unos con otros antes de alcanzar una posición de recepción (ÜB) de la máquina de carga (B), en la que los elementos de transporte (320) pueden hacerse cargo de los productos (W) en forma de salchicha con sus elementos de suspensión (AE), y después de abandonar la posición de recepción (ÜB) pueden abrirse transversalmente a la extensión del ramal contra la fuerza de resorte en una posición que mantiene abiertos los elementos de suspensión (AE).
39. Línea de producción según la reivindicación 37 ó 38, caracterizada porque un órgano de ajuste (352) dispuesto en la dirección de retorno del transportador sin fin (310) de la posición de recepción (ÜB) para los elementos de suspensión (AE) mueve los ganchos (328) a su posición que mantiene los elementos de suspensión (AE).
40. Línea de producción según una de las reivindicaciones 37 a 39, caracterizada porque
el transportador sin fin (310) es una cadena (310a, 310b) que pasa alrededor de un disco de accionamiento (314) y un disco de desvío (312), pudiéndose girar los dos discos (312, 314) alrededor de ejes horizontales.
41. Línea de producción según una de las reivindicaciones 37 a 40, caracterizada porque está previsto un dispositivo de apoyo (500) que después de una carga parcial de una barra de almacenamiento (SP) puede bascularse de forma reversible en ésta entre sus extremo desde una posición de espera a una posición de soporte.
42. Línea de producción según la reivindicación 41, caracterizada porque el dispositivo de apoyo (500) puede moverse a la posición de soporte mediante la fuerza de la gravedad y a la posición de espera mediante un accionamiento motorizado.
43. Línea de producción según la reivindicación 42, caracterizada porque el movimiento del dispositivo de apoyo (500) a la posición de soporte puede soportarse por una fuerza elástica de pretensado que puede reproducirse por el accionamiento motorizado.
44. Línea de producción según la reivindicación 42 ó 43, caracterizada porque el accionamiento motorizado del dispositivo de apoyo (500) puede derivarse de un accionamiento de la máquina de carga (B).
45. Línea de producción según una de las reivindicaciones 41 a 44, caracterizada porque el movimiento del dispositivo de apoyo (500) de la posición de espera a la posición de soporte puede desencadenarse por un elemento de desenganche (352).
46. Línea de producción según una de las reivindicaciones 41 a 45, caracterizada porque el dispositivo de apoyo (500) presenta un dispositivo de enclavamiento (520) que enclava de forma reversible el dispositivo de apoyo (500) en la posición de espera.
47. Línea de producción según una de las reivindicaciones 41 a 46, caracterizada porque el movimiento del dispositivo de apoyo (500) está guiado a lo largo de una pista en curva (412a) continua.
48. Línea de producción según la reivindicación 47, caracterizada porque la pista en curva (412a) para el dispositivo de apoyo (500) presenta al menos dos puntos de discontinuidad (412b) que definen la posición de espera y la posición de soporte.
49. Línea de producción según una de las reivindicaciones 37 a 48, en la que el dispositivo para la sujeción en el lado final de una barra de almacenamiento (SP) es parte de un dispositivo de revolver (400) con preferiblemente cuatro cabezales de sujeción (414) que pueden girarse al menos a una posición de sujeción, a una posición de carga y a una posición de distribución, caracterizada porque entre la posición de sujeción y la posición de carga está prevista una posición de comprobación.
50. Línea de producción según la reivindicación 49, caracterizada porque el dispositivo de revolver (400) presenta un accionamiento motorizado del que puede derivarse el movimiento del dispositivo de apoyo (500) de la posición de soporte a la posición de espera.
51. Línea de producción según la reivindicación 49 ó 50, caracterizada porque en el lado de la máquina de carga opuesto al dispositivo de revolver (400) está previsto un dispositivo de comprobación (700) que detecta al menos la presencia de una barra de almacenamiento (SP).
52. Línea de producción según la reivindicación 51, caracterizada porque el dispositivo de comprobación (700) está en condiciones de detectar la orientación de la barra de almacenamiento (SP).
53. Línea de producción según la reivindicación 51 ó 52, caracterizada porque el dispositivo de comprobación (700) está en condiciones de retirar del revolver (400) una barra de almacenamiento (SP) mal posicionada y/o una barra de almacenamiento (700) que presenta una mala orientación.
54. Línea de producción según una de las reivindicaciones 51 a 53, caracterizada porque el dispositivo de comprobación (700) está en condiciones de controlar el suministro de las barras de almacenamiento (SP), de forma que al menos una barra de almacenamiento (SP) siempre se sitúa en el posicionamiento correcto en la posición de carga.
55. Línea de producción según una de las reivindicaciones 51 a 54, caracterizada porque en la posición de comprobación la barra de almacenamiento (SP) puede desplazarse del cabezal de sujeción (414) con sus extremo libre axialmente a una escudilla de test (710) del dispositivo de comprobación (700) y puede separarse en el caso de un obstáculo al desplazamiento.
56. Línea de producción según una de las reivindicaciones 37 a 55, caracterizada porque los elementos de transporte (320), para la transferencia de los productos (W) en forma de salchicha sobre las barras de almacenamiento (SP), pueden guiarse en paralelo encima de éstas.
57. Línea de producción según una de las reivindicaciones 38 a 56, caracterizada porque los ganchos parciales (328) de un elemento de transporte (320) pueden abrirse directamente antes de alcanzar la barra de almacenamiento (SP).
58. Línea de producción según la reivindicación 57, caracterizada porque para abrir los ganchos parciales (328) está previsto un listón de apertura (332) preferiblemente trapezoidal.
59. Línea de producción según la reivindicación 57 ó 58, caracterizada porque los ganchos parciales (328) abiertos de los elementos de transporte (320) pueden ensamblarse de nuevo después de alcanzar el extremo de la barra de almacenamiento (SP).
60. Línea de producción según la reivindicación 59, caracterizada porque el ensamblamiento de los ganchos parciales (328) abiertos de los elementos de transporte (320) puede realizarse mediante un resorte pretensado.
61. Línea de producción según una de las reivindicaciones 37 a 60, caracterizada porque como elemento de desenganche está prevista una tuerca de desenganche (352) que al lograrse, un elemento de transporte (320) libera el producto (W) en forma de salchicha para la depositación sobre la barra de almacenamiento (SP) por abatimiento de los ganchos (328).
62. Línea de producción según la reivindicación 61, caracterizada porque la tuerca de desenganche (352) puede guiarse sobre un huso (354).
63. Línea de producción según la reivindicación 60 ó 61, caracterizada porque la tuerca de desenganche (352) puede guiarse contra la dirección de movimiento de los elementos de transporte (320), de forma que se realiza un llenado uniforme de las barras de almacenamiento.
64. Línea de producción según una de las reivindicaciones 60 a 63, caracterizada porque la tuerca de desenganche (352) está en condiciones de accionar un mecanismo que provoca el abatimiento fuera del gancho (328) del elemento de transporte (320).
65. Línea de producción según una de las reivindicaciones 37 a 64, caracterizada porque el elemento de transporte (320) presenta un dispositivo de trinquete (336) que asegura el gancho (328) del elemento de transporte (320) en la posición abatida.
66. Línea de producción según una de las reivindicaciones 37 a 65, caracterizada porque el elemento de transporte (320) está en condiciones de pasar inmediatamente antes de alcanzar la posición de recepción (ÜB) un elemento de enderezamiento de ganchos (340) que endereza de nuevo los ganchos (328) abatidos para liberar los productos (W) en forma de salchicha.
67. Línea de producción según la reivindicación 66, caracterizada porque el elemento de transporte (320) presenta un dispositivo de trinquete (336) que asegura los ganchos del elemento de transporte (320) en la posición enderezada.
68. Línea de producción según una de las reivindicaciones 37 a 67, caracterizada porque está previsto un dispositivo de suministro (600) para las barras de almacenamiento (SP) que suministra las barras de almacenamiento (SP) en sincronización con el ciclo de trabajo de la máquina de carga (B).
69. Línea de producción según la reivindicación 68, caracterizada porque el dispositivo de suministro (600) está en condiciones de suministrar las barras de almacenamiento (SP) al dispositivo de revolver (400) en paralelo al eje del dispositivo de sujeción (414) del mismo y las barras de almacenamiento (SP) se insertan coaxialmente con el dispositivo de sujeción (414) en la máquina de carga (B).
70. Línea de producción según la reivindicación 68 ó 69, caracterizada porque el dispositivo de suministro (600) posee al menos dos elemento de soporte (630) rígidos, provistos de pasos uniformes, sobre los que está depositada una reserva de barras de almacenamiento (SP) en paralelo al eje respecto a la dirección de llenado.
71. Línea de producción según una de las reivindicaciones 68 a 70, caracterizada porque el dispositivo de suministro (600) presenta al menos dos barras (620) transportadoras provistas de pasos uniformes, que transportan mediante un movimiento intermitente las barras de
5 almacenamiento (SP) a la máquina de carga (B). 72. Línea de producción según la reivindicación 71, caracterizada porque el movimiento intermitente puede generarse mediante al menos una excéntrica (612). 73. Línea de producción según la reivindicación 72, caracterizada porque la al menos una excéntrica (612) puede accionarse mediante un accionamiento de correas.
10 74. Línea de producción según la reivindicación 73, caracterizada porque el accionamiento para el accionamiento por correas puede derivarse del accionamiento del dispositivo de revolver (400).
75. Línea de producción según una de las reivindicaciones 37 a 74, caracterizada porque en la zona de la posición de recepción (ÜB) está previsto un dispositivo de pesaje (800) para los 15 productos (W) en forma de salchicha que detecta eventualmente el peso de un producto (W)
individual en forma de salchicha.
76. Línea de fabricación según la reivindicación 75, caracterizada porque el dispositivo de pesaje (800) presenta una palanca de pesaje (810) basculable en el recorrido de movimiento de un elemento de transporte (320), con la que un producto (W) en forma de salchicha a pesar puede
20 transferirse por el elemento de transporte (320).
Patentes similares o relacionadas:
Dispositivo de transferencia para portadores de productos con medios de sujeción mejorados, del 15 de Julio de 2020, de FERAG AG: Dispositivo de transferencia para la transferencia singularizada de portadores de productos (2a-2e; 2c', 2d') que tiene unos medios de sujeción (21, 21a-21e; 21c', […]
Bolsa para transportador aéreo y sistema de transporte aéreo de bolsas, del 13 de Noviembre de 2019, de SSI Schäfer Automation GmbH: Un sistema de transporte aéreo de bolsas con: un transportador aéreo para transportar bolsas a lo largo de un riel de guía aguas abajo en una dirección […]
INSTALACIÓN DE CLASIFICACIÓN DE PERCHAS, del 31 de Octubre de 2019, de ACTECO PRODUCTOS Y SERVICIOS, S.L: 1. Instalación de clasificación de perchas caracterizada porque comprende: - un módulo inicial que comprende al menos un raíl a través del que […]
Dispositivo de transporte de objetos colgantes, del 9 de Enero de 2019, de Dematic GmbH: Transportador para transportar objetos colgantes , comprendiendo - un primer perfil de carril que tiene una primera pista superior […]
Dispositivo transportador para transportar objetos suspendidos, del 29 de Marzo de 2017, de Dematic Logistics GmbH: Transportador para transportar objetos colgantes, que comprende - un primer perfil de carril con una primera pista superior y una segunda […]
Sistema transportador aéreo para transportar bandejas de envasado, del 15 de Marzo de 2017, de MAREL STORK POULTRY PROCESSING B.V: Sistema de procesado de alimentos para procesar productos alimenticios, que comprende - un dispositivo de procesado de alimentos para procesar productos […]
Máquina para línea de transporte de embutidos, del 27 de Diciembre de 2016, de EMBUTIDOS GOIKOA, S.A: Máquina para línea de transporte de embutidos, que comprende una mesa fija y una mesa abatible , que comprende una pluralidad de elementos separadores […]
Bolsa de transporte para el transporte suspendido de mercancías así como estación de carga e instalación de transporte para estas bolsas de transporte, del 31 de Agosto de 2016, de DURKOPP FORDERTECHNIK GMBH: Bolsa de transporte para el transporte suspendido de mercancías - con una pared portante que en su sección que en la posición de […]