Laminado de un dispositivo electrocrómico a sustratos de vidrio.
Un proceso para fabricar un laminado de dispositivo electrocrómico que comprende:
(a) proporcionar un sustrato electrocrómico;
(b) cortar dicho sustrato electrocrómico en una o más hojas derivadas de sustrato;
(c) fabricar una pluralidad de precursores de dispositivo electrocrómico sobre cada una de dicha una o más hojasderivadas de sustrato;
(d) cortar cada uno de dicha pluralidad de precursores de dispositivo electrocrómico en dispositivoselectrocrómicos individuales; y
(e) laminar cada uno de dichos dispositivos electrocrómicos individuales en una hoja de vidrio laminada externaseparada, en el que cada uno de dichos dispositivos electrocrómicos individuales tiene una resistencia de bordede al menos 60 MPa.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2011/027148.
Solicitante: SAGE ELECTROCHROMICS, INC. .
Nacionalidad solicitante: Estados Unidos de América.
Dirección: One Sage Way Faribault, MN 55021 ESTADOS UNIDOS DE AMERICA.
Inventor/es: VAN DINE, JOHN, E., MCCOY,MICHAEL A, SBAR,NEIL L.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B26F3/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B26 HERRAMIENTAS MANUALES DE CORTE; CORTE; SEPARACION. › B26F PERFORACION; CORTE CON SACABOCADOS; RECORTE; PUNZONADO; SEPARACION POR MEDIOS DISTINTOS AL CORTE (trazado, perforación o fabricación de ojales A41H 25/00; fabricación de calzado A43D; cirugía A61B; recorte del metal B21D; perforado de metales B23B; corte del metal por calentamiento localizado, p. ej. corte con soplete, B23K; corte mediante chorros de fluidos abrasivos B24C 5/02; detalles comunes a las máquinas de separar B26D; perforado de la madera B27C; perforado de la piedra B28D; trabajo de materias plásticas o de sustancias en estado plástico B29; fabricación de cajas, cajas de cartón, envolturas o bolsas, de papel o material trabajado de forma análoga, p. ej. de hojas metálicas, B31B; del vidrio C03B; del cuero C14B; de materiales textiles D06H; de guías de luz G02B 6/25; de billetes G07B). › B26F 3/00 Separación por medios distintos al corte; Aparatos a este efecto (seccionamiento a la muela B24B 27/06). › Separación por calor (separación por rayo láser B23K 26/00).
- B32B17/10 B […] › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 17/00 Productos estratificados compuestos esencialmente de una hoja de vidrio o de fibras de vidrio, de escoria o una sustancia similar. › de resina sintética.
- B60J3/04 B […] › B60 VEHICULOS EN GENERAL. › B60J VENTANAS, PARABRISAS, TECHOS AMOVIBLES, PUERTAS O DISPOSITIVOS SIMILARES PARA VEHICULOS; CUBIERTAS PROTECTORAS EXTERNAS AMOVIBLES ESPECIALMENTE ADAPTADAS A VEHICULOS (fijación, suspensión, cierre o apertura de esos dispositivos E05). › B60J 3/00 Equipos antideslumbrantes combinados con las ventanas o parabrisas (instalaciones para la visibilidad óptica de vehículos B60R 1/00 ); Parasoles de vehículos (parasoles que tengan accesorios de clasificación o de fijación para objetos personales B60R 7/05). › regulables en transparencia.
- C03B33/08 QUIMICA; METALURGIA. › C03 VIDRIO; LANA MINERAL O DE ESCORIA. › C03B FABRICACION O MODELADO DE VIDRIO O DE LANA MINERAL O DE ESCORIA; PROCESOS SUPLEMENTARIOS EN LA FABRICACION O MODELADO DE VIDRIO O DE LANA MINERAL O DE ESCORIA (tratamiento de la superficie C03C). › C03B 33/00 Seccionamiento del vidrio enfriado (seccionamiento de las fibras de vidrio C03B 37/16). › por fusión.
- C03C27/12 C03 […] › C03C COMPOSICIÓN QUÍMICA DE LOS VIDRIOS, VIDRIADOS O ESMALTES VÍTREOS; TRATAMIENTO DE LA SUPERFICIE DEL VIDRIO; TRATAMIENTO DE LA SUPERFICIE DE FIBRAS O FILAMENTOS DE VIDRIO, SUSTANCIAS INORGÁNICAS O ESCORIAS; UNIÓN DE VIDRIO A VIDRIO O A OTROS MATERIALES. › C03C 27/00 Unión de piezas de vidrio a piezas de otros materiales inorgánicos; Unión de vidrio a vidrio por procedimientos diferentes a la fusión (C03C 17/00 tiene prioridad; composiciones de sellado por fusión C03C 8/24; cristal con alambre C03B; unión de vidrio a cerámica C04). › Vidrio estratificado (características mecánicas de la fabricación de vidrios estratificados compuestos en parte de material plástico B32B).
- E06B3/67 CONSTRUCCIONES FIJAS. › E06 PUERTAS, VENTANAS, POSTIGOS O CORTINAS METALICAS ENROLLABLES, EN GENERAL; ESCALERAS. › E06B CIERRES FIJOS O MOVILES PARA LA ABERTURA DE LOS EDIFICIOS, VEHICULOS, EMPALIZADAS O CERCADOS SIMILARES EN GENERAL, p. ej. PUERTAS, VENTANAS, CORTINAS, PORTICOS (persianas de cierre o similares A01G 9/22; cortinas A47H; capós o tapas para vehículos B62D 25/10; claraboyas, lumbreras E04B 7/18; sombrillas, toldos E04F 10/00). › E06B 3/00 Bastidores móviles de ventanas, batientes de puertas o elementos similares para cerrar huecos; Colocación de cierres fijos o móviles, p. ej. ventanas; Características de bastidores fijos, relativas al montaje de bastidores en los batientes (E06B 5/00 tiene prioridad; contraventanas o piezas análogas E06B 9/00; cristales C03; unión de hojas de vidrio por fusión C03B 23/203; unión vidrio a vidrio por procedimientos distintos a la fusión o unión de vidrios a otros materiales inorgánicos C03C 27/00). › caracterizados por los acondicionamientos o dispositivos adiccionales para el aislamiento térmico o acústico.
- G02F1/15 FISICA. › G02 OPTICA. › G02F DISPOSITIVOS O SISTEMAS CUYO FUNCIONAMIENTO OPTICO SE MODIFICA POR EL CAMBIO DE LAS PROPIEDADES OPTICAS DEL MEDIO QUE CONSTITUYE A ESTOS DISPOSITIVOS O SISTEMAS Y DESTINADOS AL CONTROL DE LA INTENSIDAD, COLOR, FASE, POLARIZACION O DE LA DIRECCION DE LA LUZ, p. ej. CONMUTACION, APERTURA DE PUERTA, MODULACION O DEMODULACION; TECNICAS NECESARIAS PARA EL FUNCIONAMIENTO DE ESTOS DISPOSITIVOS O SISTEMAS; CAMBIO DE FRECUENCIA; OPTICA NO LINEAL; ELEMENTOS OPTICOS LOGICOS; CONVERTIDORES OPTICOS ANALOGICO/DIGITALES. › G02F 1/00 Dispositivos o sistemas para el control de la intensidad, color, fase, polarización o de la dirección de la luz que llega de una fuente de luz independiente, p. ej. conmutación, apertura de puerta o modulación; Optica no lineal. › basados en un efecto electrocrómico.
- G02F1/153 G02F 1/00 […] › Detalles de construcción.
PDF original: ES-2450520_T3.pdf
Fragmento de la descripción:
Laminado de un dispositivo electrocrómico a sustratos de vidrio
Antecedentes de la invención El vidrio, especialmente el vidrio que está tintado, se somete a grandes tensiones debido a un calentamiento no uniforme provocado por la absorción de radiación solar. Estas tensiones pueden ser tan grandes que provocan que se desarrollen fracturas o grietas en el vidrio, lo que finalmente podría conducir a fallo.
El centro del vidrio (COG) puede tener una temperatura considerablemente mayor que, por ejemplo, los bordes del vidrio, que típicamente están cubiertos o ensombrecidos por un marco u otra estructura arquitectónica. Por supuesto, cuanto más tintado sea el vidrio, mayor será la absorción solar, y mayor el diferencial de temperatura potencial entre el COG y los bordes del vidrio u otras áreas sombreadas. Esto da como resultado tensión,
típicamente a lo largo de los bordes del vidrio, que si es mayor que aproximadamente 14 a aproximadamente 28 MPa, podría dar como resultado agrietamiento. En tal caso, la práctica normal dicta que el vidrio debe reforzarse con calor o templarse para reducir la incidencia de las fracturas. Típicamente, la hoja de vidrio absorbente se trata con calor o se templa para soportar al menos aproximadamente 35 MPa, o para adaptarse a las normas industriales tales como ASTM E2431 (Práctica para determinar la Resistencia de Vidrio Arquitectónico Plano Recocido Sencillo a las Cargas Térmicas) . Por supuesto, esto se suma al coste de fabricación.
Al igual que los vidrios tintados, los dispositivos electrocrómicos (en lo sucesivo en el presente documento "dispositivos EC") absorben cantidades significativas de radiación solar, especialmente cuando están en un estado totalmente oscurecido. Para soportar las tensiones o cargas de servicio asociadas con estos diferenciales de temperatura, la práctica común es usar un vidrio reforzado con calor o templado como el sustrato para estos dispositivos. Aunque esta es una solución práctica, el coste de fabricación de dispositivos basados en estos sustratos es caro. Es deseable reducir costes y aumentar la eficacia en la fabricación de dispositivos EC, mientras que se mantiene su estabilidad estructural (es decir, su capacidad para soportar el agrietamiento y los fallos tanto durante el proceso de fabricación como cuando se instalan en el campo) .
Los dispositivos EC tradicionales y las unidades de vidrio aisladas (IGU) que los comprenden tienen la estructura mostrada en la Figura 1A. Como se usa en el presente documento, la expresión "unidad de vidrio aislada" significa dos o más capas de vidrio separadas por un espaciador a lo largo del borde y selladas para crear un espacio de aire muerto (u otro gas, por ejemplo argón, nitrógeno, kriptón) entre las capas. La IGU 18 comprende un panel de vidrio interior 18 y un dispositivo EC 19. El dispositivo EC 19 está comprendido por una pila EC 11 que comprende una serie de películas aplicadas o depositadas sobre el sustrato EC 12. El sustrato EC 12 tradicionalmente está comprendido de vidrio que se ha reforzado con calor o templado.
Para formar la IGU 18, un panel de vidrio, que se convertirá en el sustrato EC 12, se corta en primer lugar a un tamaño deseado de acuerdo con las dimensiones necesarias. El panel de vidrio cortado 12 se templa después o se refuerza con calor para proporcionar una resistencia suficiente para soportar las tensiones de fabricación y las tensiones encontradas durante su vida útil ("cargas de servicio") . La pila de dispositivos EC 11, que comprende por ejemplo una serie de películas finas, se aplica o deposita después en el panel de vidrio 12 por métodos conocidos en la técnica (véanse, por ejemplo las Patentes de Estados Unidos Nº 7.372.610 y 7.593.154) . El corte del panel de 45 vidrio 12 no se realiza después del templado o reforzado con calor. Análogamente, el sustrato de un dispositivo EC 19 generalmente no se templa o refuerza con calor después de que se depositen las películas que forman la pila EC 11 (a menos que se use una pila y un proceso de películas EC adecuadamente post-templables) . La IGU 18 se ensambla después combinando el dispositivo EC 19 con otro panel de vidrio 10. Los dos paneles se separan mediante espaciadores 17. El panel 10 puede contener revestimientos de película fina a cualquiera de los lados (por ejemplo, para control solar) .
Breve descripción de los dibujos La Figura 1a es una vista transversal de una IGU tradicional que comprende un dispositivo EC.
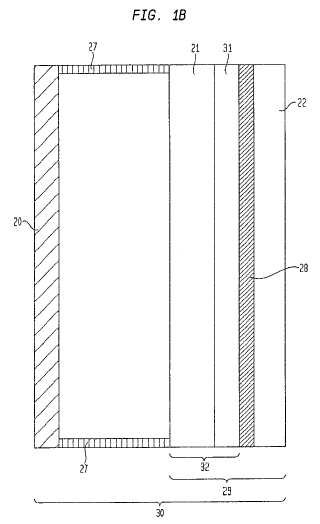
La Figura 1b es una vista transversal de una IGU que comprende un dispositivo EC, donde el dispositivo EC es por sí mismo un laminado de dos materiales.
La Figura 2 es una representación de la distribución de tensión de un laminado EC que comprende un vidrio de bajo coeficiente de expansión térmica laminado a un vidrio sódico-cálcico.
La Figura 3a es una representación de los laminados EC que compara tensiones de tracción pico en el borde para varios laminados expuestos a irradiación solar.
La Figura 3b es una representación de un laminado EC que compara las tensiones de tracción pico en el borde para varios laminados expuestos a irradiación solar.
La Figura 4 proporciona un resumen del ensayo de impacto como una función del sustrato EC, la hoja de vidrio laminada externa EC y el espesor intercapa.
La Figura 5 proporciona un ejemplo de un ensayo de torsión de cuatro puntos que muestra una muestra de vidrio 5 cortada por láser en las condiciones de ensayo.
La Figura 6 proporciona una representación de probabilidad de la resistencia para las muestras de vidrio que compara paneles cortados de forma mecánica y cortados por láser.
Sumario de la invención Los solicitantes han desarrollado una IGU mejorada que comprende un laminado de dispositivo EC. Los solicitantes han desarrollado también un método de fabricación del laminado de dispositivo EC mejorado y una IGU.
En un aspecto de la presente invención, los solicitantes han encontrado un proceso para fabricar un laminado de dispositivo electrocrómico que comprende: (a) proporcionar un sustrato electrocrómico; (b) cortar el sustrato electrocrómico en una o más hojas derivadas de sustrato; (c) fabricar una pluralidad de precursores del dispositivo electrocrómico sobre cada una de la una o más hojas derivadas de sustrato; (d) cortar cada uno de los precursores del dispositivo electrocrómico en dispositivos electrocrómicos individuales; y (e) laminar cada uno de los dispositivos electrocrómicos individuales a una hoja de vidrio laminada externa separada (un ejemplo del proceso "cortardespués-revestir después cortar" descrito adicionalmente en detalle en el presente documento. En una realización, los precursores del dispositivo electrocrómico se cortan mecánicamente. En otra realización, los precursores del dispositivo electrocrómico se cortan por láser. En otra realización, el dispositivo EC se corta mediante corte electrotérmico.
En otra realización, los dispositivos electrocrómicos individuales tienen una resistencia de borde de al menos aproximadamente 60 MPa. En otra realización, los dispositivos electrocrómicos individuales tienen una resistencia de borde de al menos aproximadamente 69 MPa. En otra realización, los dispositivos electrocrómicos individuales tienen una resistencia de borde de al menos aproximadamente 75 MPa. En otra realización, los dispositivos EC
individuales tienen una resistencia de borde de al menos aproximadamente 100 MPa.
En otra realización, los dispositivos electrocrómicos individuales son de aproximadamente el mismo tamaño que la hoja de vidrio laminada externa. En otra realización, los dispositivos electrocrómicos individuales son más pequeños que la hoja de vidrio laminada externa en al menos una dimensión. En otra realización, se pretende que los dispositivos electrocrómicos individuales sean de aproximadamente 0, 5 mm a aproximadamente 3 mm respecto a la hoja de vidrio laminada externa en al menos una dimensión. En otra realización, se pretende que los dispositivos electrocrómicos individuales sean de aproximadamente 1 mm a aproximadamente 2, 0 mm respecto a la hoja de vidrio laminada externa en al menos una dimensión, preferentemente en todas las dimensiones.
En otra realización, el sustrato electrocrómico y la hoja de vidrio laminada externa comprenden el mismo material. En otra realización, el sustrato electrocrómico es un material diferente al de la hoja de vidrio laminada externa. En otra realización, un material para el sustrato electrocrómico se selecciona entre el grupo que consiste en vidrio de bajo coeficiente de expansión térmica, vidrio flotado sódico-cálcico, vidrio de aluminosilicato, vidrio de borosilicato, vidrio de boro... [Seguir leyendo]
Reivindicaciones:
1. Un proceso para fabricar un laminado de dispositivo electrocrómico que comprende:
(a) proporcionar un sustrato electrocrómico;
(b) cortar dicho sustrato electrocrómico en una o más hojas derivadas de sustrato;
(c) fabricar una pluralidad de precursores de dispositivo electrocrómico sobre cada una de dicha una o más hojas derivadas de sustrato;
(d) cortar cada uno de dicha pluralidad de precursores de dispositivo electrocrómico en dispositivos 10 electrocrómicos individuales; y
(e) laminar cada uno de dichos dispositivos electrocrómicos individuales en una hoja de vidrio laminada externa separada, en el que cada uno de dichos dispositivos electrocrómicos individuales tiene una resistencia de borde de al menos 60 MPa.
3. El proceso de la reivindicación 1, en el que cada uno de dicha pluralidad de precursores de dispositivo electrocrómico están cortados mediante corte electrotérmico. 20
4. El proceso de la reivindicación 1, en el que cada uno de dichos dispositivos electrocrómicos individuales tiene una resistencia de borde de al menos 69 MPa.
5. El proceso de la reivindicación 1, en el que cada uno de dichos dispositivos electrocrómicos individuales tiene una 25 resistencia de borde de al menos 75 MPa.
6. El proceso de la reivindicación 1, en el que cada uno de dichos dispositivos electrocrómicos individuales tiene una resistencia de borde de al menos 100 MPa.
7. El proceso de la reivindicación 1, en el que dichos dispositivos electrocrómicos individuales son más pequeños que dicha hoja de vidrio laminada externa en al menos una dimensión.
8. El proceso de la reivindicación 7, en el que dichos dispositivos electrocrómicos individuales están rebajados de 0, 5 mm a 3 mm respecto a dicha hoja de vidrio laminada externa en al menos una dimensión. 35
9. El proceso de la reivindicación 7, en el que dichos dispositivos electrocrómicos individuales están rebajados de 1 mm a 2 mm respecto a dicha hoja de vidrio laminada externa en al menos una dimensión.
10. El proceso de la reivindicación 1, en el que dicho sustrato electrocrómico y dicha hoja de vidrio laminada externa 40 comprenden el mismo material.
11. El proceso de la reivindicación 1, en el que dicho sustrato electrocrómico tiene un coeficiente de expansión térmica que varía de 4 ppm/K a 8 ppm/K.
12. Un laminado preparado de acuerdo con el proceso de la reivindicación 1, que comprende un sustrato que tiene una resistencia de borde de al menos 60 MPa.
13. Un proceso de fabricación de un laminado de dispositivo electrocrómico que comprende:
(a) proporcionar un sustrato electrocrómico;
(b) fabricar una pluralidad de precursores de dispositivo electrocrómico sobre dicho sustrato electrocrómico;
(c) cortar cada uno de dicha pluralidad de precursores de dispositivo electrocrómico en dispositivos electrocrómicos individuales; y
(d) laminar cada uno de dichos dispositivos electrocrómicos individuales en una hoja de vidrio laminada externa
separada, en el que cada uno de dichos dispositivos electrocrómicos individuales tiene una resistencia de borde de al menos 60 MPa.
14. El proceso de la reivindicación 13, en el que cada uno de dicha pluralidad de precursores de dispositivo electrocrómico están cortados por láser. 60
15. El proceso de la reivindicación 13, en el que cada uno de dicha pluralidad de precursores de dispositivo electrocrómico están cortados mediante corte electrotérmico.
16. El proceso de la reivindicación 13, en el que cada uno de dichos dispositivos electrocrómicos individuales tiene 65 una resistencia de borde de al menos 69 MPa.
17. El proceso de la reivindicación 13, en el que cada uno de dichos dispositivos electrocrómicos individuales tiene una resistencia de borde de al menos 75 MPa.
18. El proceso de la reivindicación 13, en el que cada uno de dichos dispositivos electrocrómicos individuales tiene 5 una resistencia de borde de al menos 100 MPa.
19. El proceso de la reivindicación 13, en el que dicho dispositivo electrocrómico individual es más pequeño que dicha hoja de vidrio laminada externa en al menos una dimensión.
20. El proceso de la reivindicación 19, en el que dicho dispositivo electrocrómico individual está rebajado de 0, 5 mm a 3 mm respecto a dicha hoja de vidrio laminada externa en al menos una dimensión.
21. El proceso de la reivindicación 19, en el que dicho dispositivo electrocrómico individual está rebajado de 1 mm a 2 mm respecto a dicha hoja de vidrio laminada externa en al menos una dimensión. 15
22. El proceso de la reivindicación 13, en el que dicho sustrato electrocrómico y dicha hoja de vidrio laminada externa comprenden el mismo material.
23. El proceso de la reivindicación 13, en el que dicho sustrato electrocrómico tiene un coeficiente de expansión 20 térmica que varía de 4 ppm/K a 8 ppm/K.
24. Un laminado preparado de acuerdo con el proceso de la reivindicación 13 que comprende un sustrato que tiene una resistencia de borde de al menos 60 MPa.
25. Un laminado que comprende:
(a) un dispositivo electrocrómico, comprendiendo dicho dispositivo electrocrómico una pila electrocrómica sobre un sustrato de vidrio recocido;
(b) una hoja de vidrio laminada externa; y
(c) un material de intercapa intercalado entre dicho dispositivo electrocrómico y dicha hoja de vidrio laminada externa, en el que dicho dispositivo electrocrómico tiene una resistencia de borde de al menos 60 MPa.
26. El laminado de la reivindicación 25, en el que dicho dispositivo electrocrómico tiene una resistencia de borde de al menos 69 MPa. 35
27. El laminado de la reivindicación 25, en el que dicho dispositivo electrocrómico tiene una resistencia de borde de al menos 75 MPa.
28. El laminado de la reivindicación 25, en el que dicho dispositivo electrocrómico se prepara mediante corte 40 electrotérmico.
29. El laminado de la reivindicación 25, en el que dicho dispositivo electrocrómico se prepara mediante corte láser.
30. El laminado de la reivindicación 25, en el que dicho sustrato de vidrio recocido es más pequeño que dicha hoja 45 de vidrio laminada externa en al menos una dimensión.
31. El laminado de la reivindicación 30, en el que dicho sustrato de vidrio recocido está rebajado de 0, 5 mm a 3 mm respecto a dicha hoja de vidrio laminada externa en al menos una dimensión.
32. El laminado de la reivindicación 30, en el que dicho sustrato de vidrio recocido está rebajado de 1 mm a 2 mm respecto a dicha hoja de vidrio laminada externa en al menos una dimensión.
33. El laminado de la reivindicación 30, en el que un perímetro de dicho sustrato de vidrio recocido más pequeño está rodeado al menos en un lado por un material seleccionado entre el grupo que consiste en material de intercapa 55 y materiales protectores.
34. El laminado de la reivindicación 25, en el que dicho sustrato de vidrio recocido se prepara mediante corte por láser y tiene una resistencia de borde de al menos 69 MPa.
35. El laminado de la reivindicación 25, en el que dicho dispositivo electrocrómico tiene una resistencia de borde de al menos 100 MPa.
36. El laminado de la reivindicación 28, en el que dicho dispositivo electrocrómico tiene una resistencia de borde de al menos 69 MPa. 65
37. El laminado de la reivindicación 29, en el que dicho dispositivo electrocrómico tiene una resistencia de borde de al menos 69 MPa.
Patentes similares o relacionadas:
Cristal transparente con revestimiento eléctricamente conductor, del 27 de Mayo de 2020, de SAINT-GOBAIN GLASS FRANCE: Cristal transparente que comprende al menos un sustrato transparente y sobre al menos una superficie del sustrato transparente al menos […]
Elemento transparente con reflexión difusa, del 20 de Mayo de 2020, de SAINT-GOBAIN GLASS FRANCE: Elemento en capas transparente que tiene dos superficies principales externas (2A, 4A) lisas, caracterizado porque comprende: - dos capas externas , las cuales […]
Acristalamiento luminoso para vehículo, del 6 de Mayo de 2020, de SAINT-GOBAIN GLASS FRANCE: Acristalamiento luminoso para vehículo, que comprende - una primera hoja de vidrio transparente con una primera cara principal , una segunda cara […]
Dispositivos electrocrómicos y sus procedimientos de fabricación, del 29 de Abril de 2020, de CHROMOGENICS AB: Un procedimiento para la fabricación de dispositivos electrocrómicos laminados, que comprende las etapas de: proporcionar una estructura a base de polímero en capas […]
Vidrio de seguridad resistente a balas, del 29 de Abril de 2020, de SCHOTT AG: Vidrio de seguridad resistente a balas con al menos tres hojas de vidrio, donde una de las hojas de vidrio está dirigida hacia el lado de ataque (A) como hoja […]
Cristal compuesto con puesta en contacto eléctrico, del 29 de Abril de 2020, de SAINT-GOBAIN GLASS FRANCE: Cristal compuesto con puesta en contacto eléctrico, que comprende al menos: - un primer cristal y un segundo cristal , que están conectados entre sí en términos […]
 Parabrisas laminado de vehículo con señalización luminosa interna, del 29 de Abril de 2020, de SAINT-GOBAIN GLASS FRANCE: Parabrisas laminado de vehículo (100 a 700) con señalización luminosa interna, que comprende:
- un primer cristal curvado, con una primera […]
Parabrisas laminado de vehículo con señalización luminosa interna, del 29 de Abril de 2020, de SAINT-GOBAIN GLASS FRANCE: Parabrisas laminado de vehículo (100 a 700) con señalización luminosa interna, que comprende:
- un primer cristal curvado, con una primera […]
Luna transparente con revestimiento de calefacción, del 22 de Abril de 2020, de SAINT-GOBAIN GLASS FRANCE: Luna transparente con al menos un revestimiento eléctricamente calefactable, que está unido con al menos dos electrodos colectores (11, 11''') previstos […]