HERRAMIENTA PARA EL MECANIZADO DE UNA PIEZA DE TRABAJO.
Herramienta para el mecanizado de una pieza, en la que la herramienta gira alrededor de un eje de herramienta (M),
con un mango de herramienta (2) y un cabezal de herramienta (3) en la que el cabezal de herramienta (3) comprende por lo menos una cuchilla (4 a 7), por lo menos una entrada helicoidal (8) asignada a la cuchilla (4 a 7) y en la que a la cuchilla (4 a 7) se asigna por lo menos una ranura de evacuación de virutas (9), en la que la ranura de evacuación de virutas (9) se desvía hacia la izquierda y en la que la entrada helicoidal (8) es oblicua hacia la izquierda o en la que la ranura de evacuación de virutas (9) se desvía hacia la derecha y la entrada helicoidal (8) es oblicua hacia la derecha, caracterizada por el hecho de que el ángulo de desviación (γ) de la desviación hacia la izquierda o de la desviación hacia la derecha de la ranura de evacuación de virutas (9) es de entre 2º y 15º, y por el hecho de que la entrada helicoidal (8) presenta una superficie de pendiente de la entrada helicoidal (γA) de entre 5º y 20º oblicua hacia la izquierda o hacia la derecha y porque la entrada helicoidal (8) presenta un ángulo de inclinación de entrada helicoidal (λ) de entre 3º y 15º
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07014752.
Solicitante: EMUGE-WERK RICHARD GLIMPEL GMBH & CO.KG FABRIK FUR PRAZISIONSWERKZEUGE.
Nacionalidad solicitante: Alemania.
Dirección: NÜRNBERGER STRASSE 96-100 91207 LAUF ALEMANIA.
Inventor/es: GLIMPEL, HELMUT, HECHTLE,DIETMAR.
Fecha de Publicación: .
Fecha Solicitud PCT: 27 de Julio de 2007.
Clasificación Internacional de Patentes:
- B23G5/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23G FILETEADO; TRABAJO MECANICO DE TORNILLOS, CABEZAS DE TORNILLOS O TUERCAS, EN COMBINACION CON EL FILETEADO (formación de roscas por ondulación de tubos B21D 15/04; por laminado B21H 3/02; por forjado, prensado o martillado B21K 1/56; fabricación de ranuras helicoidales por torneado B23B 5/48; por fresado B23C 3/32; por trabajo con muela B24B 19/02; dispositivos para copiar o controlar B23Q). › B23G 5/00 Herramientas de fileteado; Terrajas. › Triscadores (mandriles apropiados B23B 31/00).
Clasificación PCT:
- B23G5/06 B23G 5/00 […] › Triscadores (mandriles apropiados B23B 31/00).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2361728_T3.pdf
Fragmento de la descripción:
Herramienta para el mecanizado de una pieza de trabajo.
La invención se refiere a una herramienta para el mecanizado de una pieza de trabajo según el concepto de la reivindicación 1. El cabezal de la herramienta presenta por lo menos una cuchilla, una entrada helicoidal y una ranura de evacuación de virutas.
La herramienta puede ser, por ejemplo, un macho de roscar como el que se describe en la DE 416 709.
Estos machos de roscar con entrada helicoidal son especialmente adecuados para el roscado en agujeros pasantes. Además, las virutas se esparcen en dirección del corte, es decir, se caen por la abertura del orificio y, de esta forma, no impiden el proceso de corte como consecuencia de un atasco por la formación de virutas.
La invención tiene como objetivo presentar una herramienta del tipo mencionado anteriormente con un rendimiento de corte de herramienta muy elevado.
Según la invención, este objetivo se consigue con una herramienta según la reivindicación 1. Se ha demostrado que una herramienta con una cuchilla, una entrada helicoidal y una ranura de evacuación de virutas que tiene un giro hacia la izquierda cuya entrada helicoidal asignada está inclinada hacia la izquierda o un giro hacia la derecha cuya entrada helicoidal asignada está inclinada hacia la derecha presenta buenas características de corte. En particular, cuando la herramienta es un macho de roscar, se mecaniza una rosca derecha cuando la ranura de evacuación de virutas tiene una desviación hacia la izquierda y cuya entrada helicoidal asignada está inclinada hacia la izquierda o se mecaniza una rosca izquierda cuando la ranura de evacuación de virutas tiene una desviación hacia la derecha y cuya entrada helicoidal asignada está inclinada hacia la derecha.
Una herramienta según la invención tiene una vida útil larga y es particularmente ventajosa para el mecanizado de agujeros pasantes en aceros de alta resistencia o para el mecanizado de agujeros pasantes con alta velocidad en el que la herramienta gira alrededor de su propio eje de herramienta. La herramienta puede, por ejemplo, usarse para el mecanizado de acero templado y revenido, aceros de nitruración, aceros para trabajos en caliente, aceros templados, aceros para trabajos en frío, aceros de cimentación y/o aceros aleados como, por ejemplo, 42CrMo4V con una resistencia a la tracción Rm de aproximadamente 1000 N/mm2 o C45 con una resistencia a la tracción Rm de aproximadamente 600 N/mm2. Durante el mecanizado de 42CrMo4V la velocidad de corte vc es de aproximadamente 5 a 50 m/min, preferiblemente de 10 m/min, y durante el mecanizado de C45 de aproximadamente 10 a 100 m/min, preferiblemente de 20 m/min. Por consiguiente, la herramienta se utiliza preferiblemente en un rango de velocidad de corte de entre aproximadamente 5 a 100 m/min.
A través de la entrada helicoidal, las virutas que se producen durante el proceso de corte se eliminan hacia delante a través del agujero pasante. Las llamadas virutas "perdidas" que no se eliminan como es deseado, es decir, no hacia delante sino en dirección hacia el mango de la herramienta, se eliminan a través de la ranura de evacuación de virutas con desviación hacia la izquierda con respecto a la eliminación axial de las virutas.
Según la invención, el ángulo de desviación hacia la izquierda o derecha de la ranura de evacuación de virutas es de entre 2º y 15º, preferiblemente de entre 5º a 7º con respecto al eje de la herramienta.
Según la invención, el ángulo de inclinación de la entrada helicoidal es de entre 5º y 20º, preferiblemente de entre 8º y 12º y el ángulo de pendiente de la entrada helicoidal es de entre 3º y 15º, preferiblemente de entre 8º a 10º. La inclinación de la entrada helicoidal y la pendiente de la entrada helicoidal también se especifican según el eje de la herramienta. El ángulo de inclinación de la entrada helicoidal es, con respecto al eje de herramienta, oblicuo hacia la izquierda u oblicuo hacia la derecha.
La cuchilla de la herramienta presenta un borde de cuchilla periférico. El ángulo de inclinación del borde de cuchilla periférico con respecto a la entrada helicoidal o a la ranura de evacuación de virutas con respecto a la tangente con el filo del borde de cuchilla periférico en dirección de corte es de entre +30º y -5º. El ángulo de inclinación puede variar según las diferentes formas de realización de la herramienta. Según una forma de realización de la invención, el ángulo de inclinación del borde de cuchilla periférico cambia desde el lado frontal en el cabezal de la herramienta hacia la dirección del mango de la herramienta. En las diferentes formas de realización de la herramienta, el ángulo de inclinación puede variar con respecto a un punto de medida específico en la herramienta. Entonces, el ángulo de inclinación puede variar de muchas maneras distintas en las diferentes formas de realización de la herramienta desde la parte frontal del cabezal de la herramienta hacia el mango de la herramienta. Preferiblemente, el ángulo de inclinación varía de forma continua en el área especificada entre +30º y -5º desde la parte frontal del cabezal de la herramienta hasta el final de la entrada helicoidal. Sin embargo, tanto el valor inicial como el valor final son variables. Por consiguiente, el ángulo de inclinación puede variar aunque no tiene que variar necesariamente. Al final de la entrada helicoidal, el ángulo de inclinación según una forma de realización de la invención presenta un valor final de entre +30º y -5º, preferiblemente de entre +15º y -5º.
La longitud de la entrada helicoidal de la herramienta se extiende entre aproximadamente un quinto (1/5) a tres cuartos (3/4) de la longitud de la ranura de evacuación de virutas, es decir, si se midiera la ranura de evacuación de virutas desde la parte frontal de la herramienta hasta el final de la misma en el cabezal de la herramienta, la entrada helicoidal se extendería sobre aproximadamente un quinto a tres cuartos de la longitud de la ranura de evacuación de virutas, desde la parte frontal de la herramienta hasta donde empieza la entrada helicoidal.
Según unas formas de realización de la invención, el diámetro del alma de la herramienta aumenta desde la parte frontal del cabezal de la herramienta hasta el mango de la herramienta. Por consiguiente, la superficie transversal de la cuchilla aumenta desde la parte frontal del cabezal de la herramienta hacia el mango de la herramienta y, preferiblemente, también aumenta la anchura del diente.
Las variaciones de la invención prevén que la herramienta presente varios bordes cortantes, por ejemplo tres, cuatro, cinco o más bordes cortantes y que la herramienta sea una herramienta macho de roscar con una rosca exterior en forma de espiral. Así, la rosca exterior está dispuesta en los bordes cortantes o bordes cortantes periféricos, respectivamente, que están separados a través de las entradas en hélice y las ranuras de evacuación de virutas. Si la herramienta presenta una ranura de evacuación de virutas con desviación hacia la izquierda y una entrada helicoidal oblicua hacia la izquierda, la herramienta estará prevista, preferiblemente, para la fabricación de roscas derechas. Si la herramienta, por el contrario, presenta una ranura de evacuación de virutas con desviación hacia la derecha y una entrada helicoidal oblicua hacia la derecha, la herramienta estará prevista, preferiblemente, para la fabricación de roscas izquierdas.
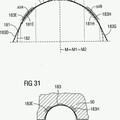
Según una variante de la invención, las vueltas de rosca que parten del lado frontal del cabezal de la herramienta de un primera área del cabezal de herramienta, que es el avellanado o área de avellanado, de la rosca exterior están aplanadas; y las vueltas de una segunda área del cabezal de herramienta que está conectada con la primera área son vueltas de rosca completas, aunque como vueltas de rosca sin aplanamiento también se entienden vueltas que pueden estar interrumpidas por las entradas helicoidales o ranuras de evacuación de virutas. El aplanamiento de las vueltas de rosca en la primera área disminuye desde la parte frontal del cabezal de la herramienta hacia la segunda área.
Según una forma de realización de la invención, la herramienta presenta una tercera área de vueltas de rosca conectándose a la segunda área del cabezal de herramienta en la que las vueltas de rosca también son aplanadas. El aplanamiento de las vueltas de rosca en la tercera área aumenta desde la segunda área hacia el mango de la... [Seguir leyendo]
Reivindicaciones:
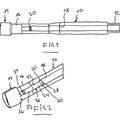
1. Herramienta para el mecanizado de una pieza, en la que la herramienta gira alrededor de un eje de herramienta (M), con un mango de herramienta (2) y un cabezal de herramienta (3)
en la que el cabezal de herramienta (3) comprende por lo menos una cuchilla (4 a 7), por lo menos una entrada helicoidal (8) asignada a la cuchilla (4 a 7) y en la que a la cuchilla (4 a 7) se asigna por lo menos una ranura de evacuación de virutas (9),
en la que la ranura de evacuación de virutas (9) se desvía hacia la izquierda y en la que la entrada helicoidal (8) es oblicua hacia la izquierda o en la que la ranura de evacuación de virutas (9) se desvía hacia la derecha y la entrada helicoidal (8) es oblicua hacia la derecha, caracterizada por el hecho de que el ángulo de desviación (γ) de la desviación hacia la izquierda o de la desviación hacia la derecha de la ranura de evacuación de virutas (9) es de entre 2º y 15º, y por el hecho de que la entrada helicoidal (8) presenta una superficie de pendiente de la entrada helicoidal (γA) de entre 5º y 20º oblicua hacia la izquierda o hacia la derecha y porque la entrada helicoidal (8) presenta un ángulo de inclinación de entrada helicoidal (λ) de entre 3º y 15º.
2. Herramienta según la reivindicación 1, en la que la cuchilla (4 a 7) comprende un borde de cuchilla periférico (11) con un ángulo de ataque (γp) de entre +30º y -5º y/o que cambia, desde la parte frontal del cabezal de herramienta (3) hacia el mango de herramienta (2), preferiblemente de forma continua.
3. Herramienta según la reivindicación 2, en la que el ángulo de ataque (γP) al final de la entrada helicoidal (8) es de entre +30º y -5º.
4. Herramienta según una de las reivindicaciones 1 a 3, en la que la entrada helicoidal (8) se extiende sobre aproximadamente un quinto (1/5) hasta tres cuartos (3/4) de la longitud de la ranura de evacuación de virutas (9) y/o en la que el diámetro del alma (d) desde la parte frontal del cabezal de herramienta (3) hacia el mango de herramienta (2) aumenta y/o en la que la superficie transversal de la cuchilla (4 a 7) aumenta desde la parte frontal del cabezal de herramienta (3) hacia el mango de herramienta (2).
5. Herramienta según una de las reivindicaciones 1 a 4 con varias cuchillas (4 a 7) y/o una herramienta macho de roscar (1), preferiblemente presentando una rosca exterior con forma de espiral.
6. Herramienta según la reivindicación 5, en la que desde la parte frontal del cabezal de herramienta (3) en una primera área (I) las vueltas de rosca de la rosca exterior son aplanadas y en la que, en una segunda área (II) conectada a la primera área (I) son vueltas completas de rosca y en la que el aplanamiento de las vueltas de rosca en la primera área (I) disminuyen desde la parte frontal del cabezal de herramienta (3) hacia la segunda área (II).
7. Herramienta según la reivindicación 6 con una tercera área (III) conectándose a la segunda área (II) con vueltas de rosca en la que las vueltas de rosca son aplanadas y en la que este aplanamiento de las vueltas de rosca aumentan en la tercera área (III) con respecto a la segunda área (II) hacia el mango de herramienta (2).
8. Herramienta según una de las reivindicaciones 6 ó 7, en la que en la segunda área (II) se presentan entre una y diez vueltas completas de rosca y/o en la que, dentro del área final de la entrada helicoidal (8) se inicia la segunda área (II) con vueltas de rosca y/o en la que en el área de la entrada helicoidal (8) se presentan de tres a nueve vueltas de rosca.
Patentes similares o relacionadas:
Procedimiento para fabricar un taladro roscado y herramienta para este procedimiento, del 22 de Mayo de 2019, de AUDI AG: Procedimiento para la producción de un taladro roscado en una pieza de trabajo con un macho para roscar , que en su punta de broca presenta un filo […]
Herramienta de conformación de rosca, del 3 de Abril de 2019, de Bass GmbH & Co. KG Technik für Gewinde: Herramienta de conformación de rosca con una parte de rosca a base de una superficie activa helicoidal y un vástago de fijación adyacente, estando […]
Herramienta combinada con escotadura frontal, del 4 de Octubre de 2017, de EMUGE-WERK RICHARD GLIMPEL GMBH & CO.KG FABRIK FUR PRAZISIONSWERKZEUGE: Herramienta para la generación de una rosca, en particular de una rosca interior, que comprende a) al menos una región de corte de virutas […]
 Procedimiento para producir una rosca en al menos dos etapas de trabajo, del 3 de Febrero de 2016, de EMUGE-WERK RICHARD GLIMPEL GMBH & CO.KG FABRIK FUR PRAZISIONSWERKZEUGE: Procedimiento para producir una rosca en una pieza de trabajo, en el que
a) en al menos una primera etapa de trabajo se produce o se ha producido en […]
Procedimiento para producir una rosca en al menos dos etapas de trabajo, del 3 de Febrero de 2016, de EMUGE-WERK RICHARD GLIMPEL GMBH & CO.KG FABRIK FUR PRAZISIONSWERKZEUGE: Procedimiento para producir una rosca en una pieza de trabajo, en el que
a) en al menos una primera etapa de trabajo se produce o se ha producido en […]
Herramienta tubular de roscar para el roscado dentro de un orificio de un tornillo hueco dotado de rosca exterior, del 15 de Julio de 2015, de EJOT GMBH & CO. KG: Herramienta tubular de roscar para el roscado de un tornillo hueco con rosca exterior dentro de un orificio de una pieza constructiva , caracterizado porque dicha […]
 PROCEDIMIENTO PARA REALIZAR UNA UNION POSITIVA ENTRE UN INSERTO DE HERRAMIENTA Y UN PORTAHERRAMIENTAS DE UNA HERRAMIENTA ROTATORIA, del 11 de Mayo de 2010, de FETTE GMBH: Procedimiento para realizar una unión positiva entre un inserto de herramienta y un portaherramientas de una herramienta accionada de forma rotatoria, presentando el […]
PROCEDIMIENTO PARA REALIZAR UNA UNION POSITIVA ENTRE UN INSERTO DE HERRAMIENTA Y UN PORTAHERRAMIENTAS DE UNA HERRAMIENTA ROTATORIA, del 11 de Mayo de 2010, de FETTE GMBH: Procedimiento para realizar una unión positiva entre un inserto de herramienta y un portaherramientas de una herramienta accionada de forma rotatoria, presentando el […]
INSTRUMENTO DESTINADO A LA COLOCACION DE TORNILLOS DE INTERFERENCIA EN EL SECTOR DE LA LIGAMENTOPLASTIA., del 1 de Mayo de 2007, de CENTERPULSE FRANCE SA DESARNAUD, MICHEL: Instrumento destinado a la colocación de tornillos de interferencia en el sector de la ligamentoplastia intra-articular o extra-articular, y que comprende en su […]
 CDONFORMADOR DE ROSCAS O MACHO DE ROSCAR, del 16 de Abril de 2009, de FETTE GMBH: Conformador de roscas o macho de roscar con un vástago , que presenta en un extremo una sección de sujeción, y con un elemento perfilado […]
CDONFORMADOR DE ROSCAS O MACHO DE ROSCAR, del 16 de Abril de 2009, de FETTE GMBH: Conformador de roscas o macho de roscar con un vástago , que presenta en un extremo una sección de sujeción, y con un elemento perfilado […]