FORRO DE ESTANQUEIDAD PARA UN CIERRE.
Inserto (1) de cierre en forma de cuña para un cierre de metal estirado (2) para botellas,
que comprende:
- un fondo (3) que puede colocarse en la boca (101) de un recipiente (100);
- un borde de cierre resiliente (5) que comprende una superficie interna (6) inclinada hacia fuera; caracterizado porque la superficie externa (7) de dicho borde de cierre (5) es sustancialmente perpendicular a dicho fondo (3) y comprende una ranura (9) que define un reborde protector externo (10)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06425864.
Solicitante: GUALA CLOSURES S.P.A..
Nacionalidad solicitante: Italia.
Dirección: VIA RANA 12 15100 FRAZIONE SPINETTA MARENGO,ALESSANDRIA.
Inventor/es: BATTEGAZZORE, PIERO.
Fecha de Publicación: .
Fecha Solicitud PCT: 28 de Diciembre de 2006.
Fecha Concesión Europea: 12 de Mayo de 2010.
Clasificación Internacional de Patentes:
- B29C43/18 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 43/00 Moldeo por compresión, es decir, aplicando una presión externa para hacer que fluya el material de moldeo; Aparatos a este efecto. › incorporando partes o capas preformadas, p. ej. moldeo por prensado alrededor de elementos insertos o sobre objetos a recubrir.
- B65D41/04D2
Clasificación PCT:
- B29C43/18 B29C 43/00 […] › incorporando partes o capas preformadas, p. ej. moldeo por prensado alrededor de elementos insertos o sobre objetos a recubrir.
- B65D41/04 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 41/00 Capuchones, p. ej. cubiertas de rebordes o cápsulas de engarce, es decir, elementos que tienen partes que sujetan sobre la periferia exterior de un cuello o lado que define una apertura de vertido o descarga; Cubiertas protectoras de tipo capuchón para los elementos de cierre, p. ej. cubiertas decorativas de hojas de metal o papel (B65D 45/00 tiene prioridad). › Capuchones o cubiertas con forma de capuchones roscados o similares, fijados por rotación.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Forro de estanqueidad para un cierre.
La presente invención se refiere a un inserto en forma de cuña para cierres de metal estirado de conformidad con el preámbulo de la reivindicación 1.
Un inserto similar se conoce, por ejemplo, por el documento DE 196 15 019, a nombre de ALCOA.
Otros documentos de la técnica anterior son EP987187 y US5800764.
El documento EP987187 divulga un inserto, de acuerdo con el preámbulo de la reivindicación 1, que comprende un fondo y un borde de cierre elástico que comprende una superficie interna inclinada hacia fuera.
El documento US5800764 divulga un inserto que comprende un fondo y un borde de cierre elástico que comprende una superficie interna curvada hacia fuera y una superficie externa curvada.
Dichas inserciones se utilizan dentro de los cierres, como por ejemplo los cierres de metal estirado para recipientes de vidrio, por ejemplo en las tapas de rosca de aluminio de las botellas de agua.
Estos cierres tienen que proporcionar el cierre en la boca de la botella, incluso en el caso de que esta última contenga un líquido gaseoso, por ejemplo, agua con gas; las inserciones de este tipo, fabricadas de material flexible, se interponen entre el metal del cierre y la boca del recipiente, con el fin de evitar que el gas se escape de los intersticios que existen entre el cierre y la boca de la botella. Por lo tanto, constituyen una interfaz flexible entre la boca del recipiente y el metal del cierre, con el fin de adaptarse a la aspereza de la boca de la botella.
Sin embargo, los cierres conocidos presentan algunas desventajas; al fabricarse en cantidades muy grandes, durante las operaciones de manipulación automáticas con respecto a la producción y/o aplicación a la botella, están sujetos a tensión mecánica continua, lo que puede dañar al propio cierre dadas las grandes cantidades de producción.
De hecho, se ha comprobado que un número significativo de cierres se dañan en la parte superior, correspondiente al extremo del área plana superior, donde el metal del cierre se curva para crear la parte cilíndrica roscada del cierre.
Este daño, aunque sea mínimo, puede perjudicar la apariencia final de los cierres. Por lo tanto, es necesario fabricar un cierre que, a la vez que mantiene las ventajas de los cierres existentes, sea no obstante más sólido frente a la tensión mecánica a la que está sometido durante la manipulación con respecto a la producción y/o aplicación a las botellas.
En vista de la técnica anterior descrita, la finalidad de la presente invención es fabricar un inserto para cierres que permita un aumento de la resistencia de los cierres a la tensión mecánica.
De acuerdo con la presente invención, dicha finalidad se logra mediante un inserto de acuerdo con la reivindicación 1.
Las características y ventajas de la presente invención se aclararán gracias a la siguiente descripción detallada de una realización práctica, proporcionada como ejemplo no limitante con referencia a los dibujos adjuntos en los que:
- la figura 1 muestra un cierre que comprende un inserto de acuerdo con una realización preferente de la presente invención en sección transversal parcial y vista frontal parcial antes de la aplicación del cierre al recipiente en sí;
- la figura 2 muestra un detalle de la figura 1, en el que puede verse la parte periférica del inserto;
- la figura 3 muestra el cierre en la figura 1 en sección transversal parcial y vista frontal parcial después de la aplicación del cierre al recipiente;
- la figura 4 muestra un detalle de la figura 3, en el que puede verse la parte periférica del inserto;
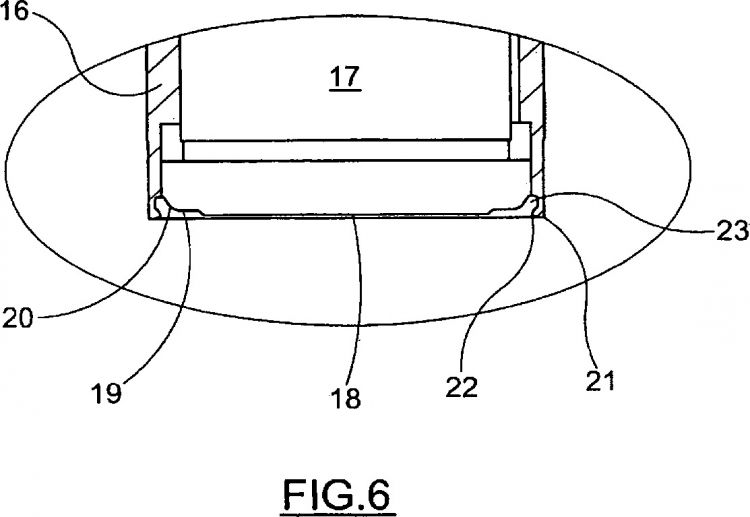
- las figuras 5a-5c muestran, respectivamente, el troquel y el casquillo, el elemento interno y una sección del casquillo externo para fabricar el inserto en la figura 1;
- la figura 6 muestra un detalle de la figura 5a, en el que puede verse la parte periférica del troquel.
Con referencia a las figuras 1-4, se usa a para indicar la superficie de referencia superior, sustancialmente plana y coincidente con la interfaz entre el inserto 1 y el cierre 2.
En la figura 3, 100 indica el recipiente, con su boca indicada como 101 y su cuello indicado como 102.
El eje X-X es el eje longitudinal del recipiente y, cuando está en uso, el cierre 2 está situado de tal modo que el eje X-X es sustancialmente perpendicular al plano a.
El cierre 2 es genéricamente de metal estirado, preferentemente de aluminio, adaptado para cerrar recipientes que tienen un cuello y una boca roscada externamente, como las botellas de vidrio por ejemplo. El cierre 2 comprende un fondo 3, capaz de cubrir la boca 101 del recipiente 100. Un borde lateral 4, que tiene un borde de cierre elástico 5, se forma alrededor de la periferia del fondo 3.
El borde del cierre resiliente 5 está delimitado por una superficie interna 6 y una superficie externa 7; la superficie interna 6 está conectada a la superficie interna del borde lateral 4, ventajosamente mediante una superficie de unión 8.
La superficie externa 7 del borde de cierre 5 es sustancialmente perpendicular al plano de referencia a y comprende una ranura 9.
La superficie interna 6 está inclinada hacia fuera, con el fin de centrar el cierre 2 en relación con la boca 101 del recipiente 100. Ventajosamente, la superficie interna 6 es cónica y, preferentemente, la superficie externa 7 es cilíndrica.
La ranura 9 puede no estar fracturada o tener forma sustancialmente anular, o puede estar fracturada, por ejemplo mediante redes (no mostrado en las figuras).
De acuerdo con la invención, la ranura 9 se realiza a una distancia diferente de cero desde el plano de referencia a, para dejar un reborde protector externo 10.
El reborde protector externo 10 se define por la ranura 9; cuando el inserto 1 se aplica al cierre 2, se adhiere al cierre 2 en correspondencia exacta con el extremo externo 11 de la zona del plano 12 del cierre 2, fortaleciéndolo.
Dado que el inserto 1 está fabricado de un material polímero, se ha comprobado que el reborde protector 10 actúa como disipador mecánico, absorbiendo la energía mecánica de los impactos y disipándola sin que se dañe el metal que se asienta sobre él.
Dado que el reborde protector 10 se adhiere al cierre 2 en un área que, durante la producción, es estirada y curvada, la ranura 9 define un asiento en el que el reborde protector 10 puede insertarse durante la fase final de aplicación del cierre 2, es decir, después de que se haya colocado en la boca 101 del recipiente 100.
De la comparación de las figuras 1 y 4, resulta evidente el cambio en la configuración del reborde protector 10 en las fases finales de la aplicación del cierre 2 al recipiente 100.
Ventajosamente, el grosor del reborde protector 10 es menor que el grosor del fondo 3; preferentemente el volumen del reborde protector 10 es menor que el volumen definido por la ranura 9.
En una realización preferente, la forma de la ranura 9 es sustancialmente triangular; preferentemente, la superficie 13 girada hacia el plano de referencia a es sustancialmente plana; la superficie 14 girada hacia el borde de cierre 5 puede ser, por otra parte, sustancialmente plana, o ligeramente cóncava.
Ventajosamente, la superficie 14 de la ranura 9 y la superficie interna 6 del borde de cierre 5 son sustancialmente paralelas; alternativamente, con referencia a la figura 2, el ángulo (?) entre las tangentes a la superficie 13 y la superficie interna 6 puede situarse entre +10 y -10 grados.
Los detalles dados a continuación, relacionados con el procedimiento y el aparato para su fabricación, no forman parte de la invención.
El inserto 1 se realiza ventajosamente mediante la acuñación de una gota única de polímero, teniendo la gota el volumen suficiente para incorporar el inserto 1 cuando es acuñado por un troquel apropiado (no mostrado), que tiene una cavidad complementaria con la forma del propio inserto 1.
Ventajosamente, está hecha de un polímero seleccionado del grupo que comprende: PP, PE, PE y compuestos de estos, PVC plastificado, copolímeros como EVA (etileno-vinil acetato) o SBS.
Como se muestra en las figuras 5a-5c y 6, el troquel 15 para fabricar el inserto 1 está fabricado ventajosamente como un casquillo cilíndrico tubular externo 16 con un elemento cilíndrico...
Reivindicaciones:
1. Inserto (1) de cierre en forma de cuña para un cierre de metal estirado (2) para botellas, que comprende:
- un fondo (3) que puede colocarse en la boca (101) de un recipiente (100);
- un borde de cierre resiliente (5) que comprende una superficie interna (6) inclinada hacia fuera; caracterizado porque la superficie externa (7) de dicho borde de cierre (5) es sustancialmente perpendicular a dicho fondo (3) y comprende una ranura (9) que define un reborde protector externo (10).
2. Inserto (1) de acuerdo con la reivindicación precedente, en el que dicha ranura (9) es continua.
3. Inserto (1) de acuerdo con una cualquiera de las reivindicaciones precedentes, en el que el grosor de dicho reborde protector externo (10) es menor que el grosor de dicho fondo (3).
4. Inserto (1) de acuerdo con una cualquiera de las reivindicaciones precedentes, en el que dicha ranura (9) tiene forma sustancialmente triangular.
5. Inserto (1) de acuerdo con una cualquiera de las reivindicaciones precedentes, en el que la interfaz entre dicho inserto (1) y el cierre (2) en el que se aplica dicho inserto (1) define un plano de referencia (a), y la superficie (13) de dicha ranura (9) más cercana a dicho plano de referencia (a) es sustancialmente plana.
6. Inserto (1) de acuerdo con una cualquiera de las reivindicaciones precedentes, en el que la superficie (14) de dicha ranura (9) girada hacia dicho borde de cierre (5) es sustancialmente cóncava.
7. Inserto (1) de acuerdo con cualquiera de las reivindicaciones 6 ó 7, en el que la superficie (14) de dicha ranura (9) girada hacia dicho borde de cierre (5) es sustancialmente paralela a dicha superficie interna (6).
8. Inserto (1) de acuerdo con cualquiera de las reivindicaciones 6 ó 7, en el que la superficie (14) de dicha ranura (9) girada hacia dicho borde de cierre (5) forma un ángulo (?) menor de 10 grados con dicha superficie interna (6).
9. Inserto (1) de acuerdo con la reivindicación precedente, en el que dicho ángulo (?) es divergente hacia el exterior de dicho inserto (1).
10. Inserto de acuerdo con una cualquiera de las reivindicaciones precedentes, fabricado de una sola pieza de polímero.
Patentes similares o relacionadas:
Tapón y su método de producción, del 22 de Julio de 2020, de PELLICONI & C. S.P.A.: Tapón para la fermentación en botella de vinos espumosos, que comprende una cápsula metálica y un elemento de estanqueidad , que se encuentra dentro […]
Método para revestir un cuerpo hueco con un cuerpo moldeado prensado, del 6 de Mayo de 2020, de MS-Schramberg Holding GmbH & Co. KG: Método para revestir la superficie interior de un cuerpo hueco con un cuerpo moldeado prensado de material en polvo, en donde el material en polvo […]
Procedimiento de realización de preformas tridimensionales mediante el conformado de preformas iniciales con velos, del 26 de Febrero de 2020, de Coriolis Group: Procedimiento de realización de una preforma tridimensional que comprende - la realización de una preforma inicial que comprende varias capas superpuestas, […]
Método y dispositivo para la fabricación de plástico reforzado con fibra, del 19 de Febrero de 2020, de TORAY INDUSTRIES, INC.: Un método de producción para un plástico reforzado con fibra, en el que una preforma hecha de un sustrato de fibra de refuerzo y que tiene una forma tridimensional y […]
Método y aparato para obtener un cuerpo en forma de copa, del 15 de Enero de 2020, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Un método que comprende las etapas de: - proporcionar un cuerpo en forma de copa , teniendo dicho cuerpo una pared lateral , que se extiende […]
Procedimiento para fabricar una barra conductora, del 27 de Noviembre de 2019, de GE Renewable Technologies: Procedimiento para la fabricación de una barra conductora compuesta de filamentos apilados con las siguientes etapas, proporcionar un […]
Material de suministro de resina, preforma y método para producir resina reforzada con fibra, del 27 de Noviembre de 2019, de TORAY INDUSTRIES, INC.: Un material de suministro de resina que se usa para el moldeo a presión o el moldeo por vacío y presión de una resina reforzada con fibra, comprendiendo […]
Estructura intercalada y artículo moldeado integrado que la utiliza, y procedimientos para producirlos, del 13 de Noviembre de 2019, de TORAY INDUSTRIES, INC.: Estructura intercalada formada a partir de un componente de núcleo, que comprende una fibra de refuerzo discontinua, una resina termoplástica y huecos, y un elemento […]