Procedimiento de fabricación de forjados unidireccionales aligerados y equipo necesario para tal fin.
Procedimiento de fabricación de forjados unidireccionales aligerados y equipo necesario para tal fin.
Procedimiento que se realiza de manera simultánea con el proceso de fabricación de los forjados unidireccionales en una pista y sobre el hormigón en fresco en el que una vez conformado el forjado se procede a realizar unas aberturas sobre las nerviaciones de los forjados mediante un conjunto de perforación, que cuenta con los medios necesarios para poder desplazarse según un movimiento longitudinal (5) paralelo las nerviaciones (2) del forjado (1) y según un movimiento transversal (6) de avance y retroceso respecto de las nerviaciones del forjado. El conjunto de perforación cuenta con unas unidades de corte (8) que pueden girar y que tienen en su interior un pistón desplazable (8.3) encargado de realizar la expulsión del hormigón almacenado en el interior del cilindro de las unidades de corte. Gracias a que las aberturas se realizan con el hormigón en fresco permite realizar las mismas de un modo más sencillo y posibilita la reutilización del hormigón retirado de las nerviaciones.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201430896.
Solicitante: SUSTAINABLE BUILDING S.L.
Nacionalidad solicitante: España.
Inventor/es: ALARCON GARCIA,ALBERTO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B28B11/12 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B28 TRABAJO DEL CEMENTO, DE LA ARCILLA O LA PIEDRA. › B28B CONFORMACION DE LA ARCILLA O DE OTRAS COMPOSICIONES CERAMICAS; CONFORMACIÓN DE ESCORIAS; CONFORMACIÓN DE MEZCLAS QUE CONTENGAN SUSTANCIAS ANALOGAS AL CEMENTO, p. ej. YESO (moldeo en fundición B22C; trabajo de la piedra o de materiales similares B28D; conformación de sustancias en estado plástico en general B29C; fabricación de productos estratificados no compuestos enteramente de estas sustancias B32B; conformación in situ , ver las clases correspondientes de la sección E). › B28B 11/00 Aparatos o procedimientos para el tratamiento o el trabajo de los objetos conformados (especialmente adaptados a los objetos tubulares B28B 21/92; decoración o tratamiento de superficies en general B05, B44; compactado de hormigón in situ en la construcción E04G 21/06; secado F26). › para quitar partes de objetos por corte.
Fragmento de la descripción:
OBJETO DE LA INVENCIÓN
Es objeto de la presente invención, tal y como el título de la invención establece, tanto un procedimiento de fabricación de forjados unidireccionales aligerados mediante la realización de aperturas o ventanas sobre las nerviaciones de los forjados, como el equipo necesario para realizar dichas aberturas.
Caracteriza a la presente invención el proceso mediante el cual se lleva a cabo la realización de ventanas o aberturas sobre las nerviaciones del forjado de manera que se consigue obtener un forjado unidireccional aligerado, proceso que se realiza al mismo tiempo que la fabricación de los forjados unidireccionales.
Por lo tanto, la presente invención se circunscribe dentro del ámbito de fabricación de forjados unidireccionales, así como de entre los forjados aligerados.
ANTECEDENTES DE LA INVENCIÓN
En el estado de la técnica se conoce el procedimiento de fabricación de forjados unidireccionales o placas nervadas sobre pista larga de pretensado, en la que en primer lugar se extienden y tensan los cables de pretensado, para a continuación extrudir el hormigón con máquina moldeadora que desliza y es guiada por los raíles de la pista.
Con este procedimiento de fabricación se consiguen obtener placas nervadas o forjados unidireccionales de un modo continuo.
Por otro lado, en el estado de la técnica se conocen forjados aligerados como el descrito en la patente WO 2012001193 que presenta una serie de ventanas alineadas por las que pueden discurrir instalaciones registrables, presentando las ventanas en aquellas partes que no interfieren con las armaduras secundarias formando una red de conducciones en cualquier dirección, registrables desde el nivel inferior y/o superior y aptas para incluir todo tipo de instalaciones, como electricidad, datos, fontanería, aire acondicionado, ventilación. Estos tipos de forjados además suponen un claro ahorro en cuanto al hormigón empleado.
Sin embargo, los forjados unidireccionales fabricados en pista larga de pretensado no cuentan con ventanas o aberturas realizadas sobre las nerviaciones que le doten de las ventajas que se consiguen con las ventanas realizadas en el proceso de fabricación de los forjados descritos en la patente WO 2012001193.
Por lo tanto, es objeto de la presente invención desarrollar un procedimiento de fabricación de forjados unidireccionales que presenten una serie de ventanas en sus nerviaciones, que permita hacer más ligeros y versátiles a dichos forjados, desarrollando un procedimiento como el que a continuación se describe y queda recogido en su esencialidad en la reivindicación primera.
DESCRIPCIÓN DE LA INVENCIÓN
Un primer objetivo de la presente invención es un procedimiento de fabricación de forjados unidireccionales aligerados mediante la realización de ventanas o aberturas enfrentadas en las nerviaciones del forjado.
El procedimiento se realiza de manera simultánea con el proceso de fabricación de forjados unidireccionales en pista larga y sobre el hormigón en fresco en el que una vez conformado el forjado se procede a realizar unas aberturas sobre las nerviaciones de los forjados, aberturas que quedan enfrentadas.
El proceso de realización de las aberturas sobre las nerviaciones comprende las etapas de:
- Posicionamiento de un conjunto de perforación respecto de las nerviaciones
- Avance o acercamiento del conjunto de perforación hacia las nerviaciones mediante un movimiento transversal a la dirección de las nerviaciones
- Giro y avance de las unidades de corte con las que cuenta el conjunto de perforación.
- Retroceso del conjunto de perforación
- Expulsión del hormigón alojado en el interior de las unidades de corte.
- Comienzo de nuevo para realizar un nuevo grupo de perforaciones.
Gracias a las etapas descritas se consigue realizar de un modo sencillo y al mismo tiempo que se están fabricando los forjado unidireccionales, las aberturas que hacen más ligero y funcional el forjado.
Gracias a que las aberturas se realizan con el hormigón en fresco permite realizar las mismas de un modo más sencillo y posibilita la reutilización del hormigón retirado de las nerviaciones.
El equipo para realizar las perforaciones o ventanas sobre las nerviaciones del forjado es un conjunto de corte dotado de:
un movimiento longitudinal paralelo a las nerviaciones que permite su correcto posicionamiento de manera enfrentada donde van a realizarse las perforaciones;
- Un movimiento transversal a las nerviaciones que permite el avance retroceso unas unidades de corte
Las unidades de corte están dotadas de un movimiento de giro de manera que en su avance producen el corte y almacenamiento del hormigón cortado en el interior de las unidades de corte.
Las unidades de corte cuentan en su interior con un pistón desplazable mediante un movimiento de avance retroceso, de manera que cuando el hormigón almacenado en el interior de las unidades de corte quiere ser expulsado se desplaza el pistón hacia el exterior.
A lo largo de la descripción y de las reivindicaciones la palabra comprende y sus variantes no pretenden excluir otras características técnicas, aditivos, componentes o pasos. Para los expertos en la materia, otros objetos, ventajas y características de la invención se desprenderán en parte de la descripción y en parte de la práctica de la invención.
EXPLICACION DE LAS FIGURAS
Para complementar la descripción que se está realizando y con objeto de ayudar a una mejor comprensión de las características de la invención, de acuerdo con un ejemplo preferente de realización práctica de la misma, se acompaña como parte integrante de dicha descripción, un juego de dibujos en donde con carácter ilustrativo y no limitativo, se ha representado lo siguiente.
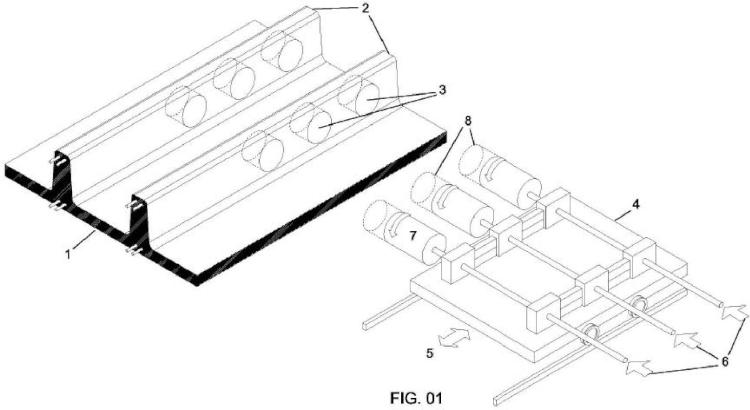
En la figura 1, podemos observar representación esquemática del equipo necesario para realizar las ventanas en las nerviaciones del forjado
En la figura 2, podemos observar un detalle de una unidad de perforación.
En la figura 3, se puede observar el ajuste del posicionamiento relativo de los medios de soporte de las unidades de corte del conjunto de perforación desplazable.
REALIZACIÓN PREFERENTE DE LA INVENCIÓN.
A la vista de las figuras se describe seguidamente un modo de realización preferente de la invención propuesta.
En la figura 1 podemos observar un forjado unidireccional (1) que en el caso representado cuenta con dos nerviaciones (2) sobre las que se han realizado una serie de ventanas o perforaciones (3) que quedan enfrentadas.
Para realizar dichas perforaciones o ventanas (3) se emplea un conjunto de perforación desplazable (4) que cuenta con los medios necesarios para poder desplazarse:
- Según un movimiento longitudinal (5) paralelo las nerviaciones (2) del forjado (1)
- Según un movimiento transversal (6) de avance y retroceso respecto de las nerviaciones del forjado
El conjunto de perforación desplazable (4) cuenta con una serie de unidades de corte (8) que a su vez comprenden los medios necesarios para poder realizar:
- Un movimiento de giro (7) que es el que realiza las perforaciones(3) sobre los nervios en colaboración con el movimiento transversal (6) de avance retroceso
- Un movimiento de avance retroceso de un pistón (8.3) encargado de realizar la expulsión del hormigón almacenado en el interior del cilindro de las unidades de corte.
En la figura 2 se muestra en detalle una unidad de corte (8) que comprende un cuerpo cilindrico (8.1) giratorio abierto en uno de sus extremos en el que presenta en perfil de corte (8.2), en dientes de sierra o similar. En el interior del cilindro (8.1) se aloja un pistón (8.3) desplazable a lo largo de su longitud mediante un movimiento de avance retroceso mediante el accionamiento de un vástago (8.4) conectado a la base del pistón (8.3).
Las unidades de corte (8) presentan además como características adicionales:
- Que pueden ser intercambiables por otras unidades de corte de distinto tamaño, para conseguir perforaciones con diámetro diferente en función
de la altura de los nervios.
- Se pueden posicionar en el conjunto de perforación de perforación desplazable, permitiendo que:
La distancia entre los cilindros de las unidades de corte pueda ser variada en función del tamaño del cilindro que
se incorpore, según un movimiento longitudinal (9) (figura
3)
La altura de los cilindros respecto a la plataforma pueda ser variada.
Como consecuencia de estas características funcionales de las unidades de corte el tamaño y posición de las perforaciones realizadas...
Reivindicaciones:
1.- Procedimiento de fabricación de forjados unidireccionales aligerados caracterizado porque el procedimiento se realiza de manera simultánea con el proceso de fabricación de los forjados unidireccionales en una pista y sobre el hormigón en fresco en el que una vez conformado el forjado se procede a realizar unas aberturas sobre las nerviaciones de los forjados mediante un conjunto de perforación.
2.- Procedimiento de fabricación de forjados unidireccionales aligerados, según la reivindicación 1, caracterizado porque el proceso de realización de las aberturas sobre las nerviaciones comprende las etapas de:
- Posicionamiento de el conjunto de perforación respecto de las nerviaciones
- Avance o acercamiento del conjunto de perforación hacia las nerviaciones mediante un movimiento transversal a la dirección de las nerviaciones
- Giro y avance de unas unidades de corte con las que cuenta el conjunto de perforación.
- Retroceso del conjunto de perforación
- Expulsión del hormigón alojado en el interior de las unidades de Corte.
- Comienzo de nuevo para realizar un nuevo grupo de perforaciones.
3.- Equipo para la realización de perforaciones según el procedimiento de cualquiera de las reivindicaciones anteriormente reivindicado caracterizado porque comprende un conjunto de perforación desplazable (4) que cuenta con los medios necesarios para poder desplazarse:
- Según un movimiento longitudinal (5) paralelo las nerviaciones (2) del forjado (1)
- Según un movimiento transversal (6) de avance y retroceso respecto de las nerviaciones del forjado
donde conjunto de perforación desplazable (4) cuenta con una serie de unidades de corte (8) que a su vez comprenden los medios necesarios para poder realizar:
- Un movimiento de giro (7) que es el que realiza las perforaciones(3)
sobre los nervios en colaboración con el movimiento transversal (6) de
avance retroceso
- Un movimiento de avance retroceso de un pistón (8.3) encargado de realizar la expulsión del hormigón almacenado en el interior del cilindro de las unidades de corte.
4.- Equipo para la realización de perforaciones según la reivindicación 3, caracterizado porque cada una de las unidades de corte comprende un cuerpo cilindrico (8.1) giratorio abierto en uno de sus extremos en el que presenta en perfil de corte (8.2), en dientes de sierra o similar, en el interior del cilindro (8.1)
se aloja un pistón (8.3) desplazable a lo largo de su longitud mediante un movimiento de avance retroceso mediante el accionamiento de un vástago (8.4) conectado a la base del pistón (8.3).
5.- Equipo para la realización de perforaciones según la reivindicación 3, 20 caracterizado porque las unidades de corte (8) son intercambiables, y se
pueden posicionar en el conjunto de perforación desplazable (4) permitiendo que:
La distancia entre los cilindros de las unidades de corte pueda ser variada en función del tamaño del cilindro que
se incorpore, según un desplazamiento longitudinal (9).
La altura de los cilindros respecto a la plataforma pueda ser variada.
g
Patentes similares o relacionadas:
Procedimiento de fabricación de un bloque de construcción aislante alveolado de piedra natural o reconstituida, bloque realizado y muro realizado con dicho bloque, del 18 de Marzo de 2020, de Occitanie Pierres: Procedimiento de realización de un bloque de construcción aislante, alveolado de piedra natural o reconstituida o de hormigón o de arcilla, que comprende […]
MÁQUINA DE FABRICACIÓN DE TEJAS O PANELES DE DIFERENTES FORMAS, del 2 de Mayo de 2019, de VIDMAR RM 2000, S.L.: Máquina de fabricación de tejas o paneles de diferentes formas, caracterizada porque comprende una mezcladora , una tolva , unos medios de procesamiento, […]
Procedimiento e instalación para corte de un producto de hormigón, del 8 de Abril de 2019, de Elematic Oyj: Un método para el corte de un producto de hormigón de núcleo hueco moldeado en encofrado deslizante con corte por chorro de agua, en el que en […]
Dispositivo y procedimiento para rectificar un segmento de torre de hormigón de una turbina eólica, del 11 de Marzo de 2019, de Wobben Properties GmbH: Dispositivo de rectificado para el rectificado de un borde de segmento superior de un segmento de torre de una torre de hormigón para preparar el segmento de torre […]
TRANSFORMADORA LINEAL Y PORTATIL DE PLACAS DE YESO LAMINADO, del 13 de Septiembre de 2018, de SUBIRATS ROCA, Antonio: Transformadora lineal y portátil de placas de yeso laminado, que comprende un módulo central en una estructura con un puente de transformación donde […]
Dispositivo y equipo para remodelar un producto de hormigón fresco colado en un encofrado deslizante, del 5 de Julio de 2017, de Elematic Oyj: Dispositivo para remodelar un producto de hormigón fresco colado en un encofrado deslizante, comprendiendo dicho dispositivo una mandíbula de […]
Procedimiento para colocar placas perforadas de cartón-yeso, del 13 de Julio de 2016, de VOGL, ERICH R: Procedimiento para colocar placas perforadas de cartón-yeso con un patrón de perforación estampado, en el que las placas se colocan de manera que están en contacto directamente […]
Composición y método para producir un producto aislante, del 13 de Abril de 2016, de Eureka Projekt D.o.o: Método para producir un material aislante subdividido finamente, que comprende: preparar una composición fluida (C) mezclando entre sí un silicato alcalino, […]