Fabricación de elementos de baja fricción.
Método de fabricación para elemento mecánico (41), que comprende la etapa de:
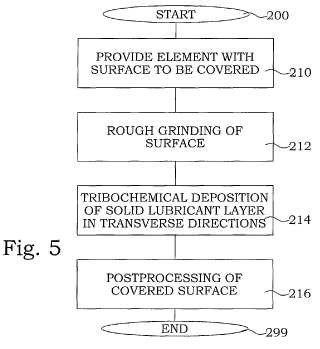
proporcionar (210) un elemento mecánico (41) que tiene una superficie (20) que va a recubrirse,caracterizado por la etapa adicional de:
depositar de manera triboquímica (214) sustancia de lubricante sólido directamente sobre dicha superficie(20) que va a recubrirse en presencia de azufre;
realizándose dicha deposición triboquímica (214) en cada punto de al menos una parte de dicha superficie(20) que va a recubrirse en al menos dos direcciones transversales a lo largo de dicha superficie (20) queva a recubrirse;
en el que el movimiento en dos direcciones transversales en o a lo largo de una superficie está definido pordos movimientos no paralelos que se cortan en un punto sobre la superficie.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2008/066909.
Solicitante: APPLIED NANO SURFACES SWEDEN AB.
Nacionalidad solicitante: Suecia.
Dirección: P O HALLMANS G-17 112 69 STOCKHOLM SUECIA.
Inventor/es: STAVLID,NILS.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B24B1/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B24 TRABAJO CON MUELA; PULIDO. › B24B MAQUINAS, DISPOSITIVOS O PROCEDIMIENTOS PARA TRABAJAR CON MUELA O PARA PULIR (por electroerosión B23H; tratamiento por chorro abrasivo B24C; grabado o pulido electrolítico C25F 3/00 ); REAVIVACION O ACONDICIONAMIENTO DE SUPERFICIES ABRASIVAS; ALIMENTACION DE MAQUINAS CON MATERIALES DE RECTIFICAR, PULIR O ALISAR. › Procedimientos de trabajo con muela o de pulido; Utilización de equipos auxiliares en relación con estos procedimientos (procedimientos caracterizados por el empleo de máquinas, o dispositivos particulares, ver los lugares apropiados para estas máquinas o dispositivos).
- B24B33/08 B24B […] › B24B 33/00 Máquinas o dispositivos de acabado; Accesorios a este efecto. › Herramientas de acabado.
- C23C24/02 QUIMICA; METALURGIA. › C23 REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO QUIMICO DE LA SUPERFICIE; TRATAMIENTO DE DIFUSION DE MATERIALES METALICOS; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL; MEDIOS PARA IMPEDIR LA CORROSION DE MATERIALES METALICOS, LAS INCRUSTACIONES, EN GENERAL. › C23C REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO DE MATERIALES METALICOS POR DIFUSION EN LA SUPERFICIE, POR CONVERSION QUIMICA O SUSTITUCION; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL (fabricación de productos revestidos de metal por extrusión B21C 23/22; revestimiento metálico por unión de objetos con capas preexistentes, ver las clases apropiadas, p. ej. B21D 39/00, B23K; metalización del vidrio C03C; metalización de piedras artificiales, cerámicas o piedras naturales C04B 41/00; esmaltado o vidriado de metales C23D; tratamiento de superficies metálicas o revestimiento de metales mediante electrolisis o electroforesis C25D; crecimiento de monocristales C30B; mediante metalización de textiles D06M 11/83; decoración de textiles por metalización localizada D06Q 1/04). › C23C 24/00 Revestimiento a partir de polvos inorgánicos (pulverización en estado fundido del material de revestimiento C23C 4/00; difusión en estado sólido C23C 8/00 - C23C 12/00). › utilizando solamente presión.
- C23C24/06 C23C 24/00 […] › Compresión del material en polvo, p. ej. por laminado.
- C23C26/00 C23C […] › Revestimientos no previstos por los grupos C23C 2/00 - C23C 24/00.
- F02F1/20 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F02 MOTORES DE COMBUSTION; PLANTAS MOTRICES DE GASES CALIENTES O DE PRODUCTOS DE COMBUSTION. › F02F CILINDROS, PISTONES O CARCASAS PARA MOTORES DE COMBUSTION; DISPOSITIVOS DE ESTANQUEIDAD EN LOS MOTORES DE COMBUSTION. › F02F 1/00 Cilindro; Culatas de cilindros. › caracterizados por particularidades de estructuras con objeto de facilitar la lubrificación.
PDF original: ES-2391362_T3.pdf
Fragmento de la descripción:
Fabricación de elementos de baja fricción
La presente invención se refiere en general a la fabricación de elementos de baja fricción, a herramientas para la misma y a elementos obtenidos mediante la misma.
Antecedentes
En motores de combustión interna, es común dejar que el proceso de combustión tenga lugar dentro de un cilindro mediante lo cual se fuerza un pistón a que se mueva en relación con el cilindro. El movimiento relativo tiene que experimentar una baja fricción con el fin de no desperdiciar la energía liberada por el proceso de combustión y, particularmente, no transferir la energía liberada en calor en el pistón y el cilindro. Además, la relación física entre el pistón y el cilindro tiene que ser de manera que se reduzca a un mínimo cualquier escape de gases de combustión.
Para este fin, la superficie interior del cilindro se trata cuidadosamente, para alcanzar una rugosidad de superficie final normalmente en el intervalo de Sa= 0, 15-0, 50 !m. Un procedimiento de tratamiento de superficie de este tipo se realiza normalmente en varias etapas; perforación, rectificado preliminar, rectificado fino, rectificado en mesetas y, posiblemente, rodaje del cilindro contra el anillo de pistón de acoplamiento. El perfil de superficie resultante a menudo consiste en un estilete con forma de meseta con cumbres y valles planos disponibles para contener lubricante, es decir, depósitos de lubricante.
Durante el funcionamiento del pistón y el cilindro, se añade habitualmente un lubricante. La rugosidad que queda en las paredes del cilindro puede contener pequeños volúmenes de lubricantes, que proporcionan una película entre el cilindro y el pistón, dando lugar a coeficientes de fricción relativamente bajos, es decir lubricación en película completa. Sin embargo, cuando la velocidad de deslizamiento se aproxima a cero en los puntos de giro del pistón, no se cumplen los requisitos de lubricación en película completa. En este régimen, denominado lubricación periférica, el coeficiente de fricción se determina por las propiedades de corte de los dos sólidos en contacto: el material del anillo de pistón y el material de la pared del cilindro.
El lubricante tradicional se basa en un producto de petróleo. Cuando entra en contacto con el entorno caliente del cilindro, también se descompondrá parte del lubricante. Puesto que los lubricantes a menudo comprenden elementos no muy respetuosos con el medio ambiente, una descomposición de este tipo de los lubricantes puede dar lugar a gases de combustión peligrosos. Por tanto, existe la necesidad de reducir tal adición de lubricantes peligrosos por motivos medioambientales. Mantener una buena lubricidad entre el anillo de pistón y el cilindro será no obstante difícil sin tales aditivos de lubricante.
También se han usado sustancias lubricantes alternativas, tales como lubricantes sólidos. Se sabe por ejemplo que el grafito, MoS2 yWS2 muestran propiedades de baja fricción. En el documento WO95/02023, se proporciona una pared de diámetro interior de cilindro de un motor con un polvo pulverizable térmicamente que comprende un núcleo de al menos grafito y MoS2 encapsulado en una cubierta metálica delgada de un metal blando tal como por ejemplo Ni o Sn. El recubrimiento también proporciona una porosidad en la que pueden quedar retenidos lubricantes oleosos. En la traducción inglesa del resumen del documento CN1332270, se da a conocer un método en el que se proporcionan superficies de baja fricción mediante electrodeposición o deposición química en líquidos de deposición que contienen MoS2 oWS2. En el documento GB 847, 800, se proporcionan recubrimientos de sulfuro metálico mediante la descomposición térmica de polímeros que contienen por ejemplo W y S.
Las superficies curvadas y, en particular, las paredes interiores del cilindro, suponen un reto particular para el tratamiento de superficie. Los recubrimientos de superficie basados en pulverización, electrodeposición, descomposición térmica, PVD, CVD, etc. son difíciles de proporcionar de manera lisa, uniforme y controlable sobre toda la superficie. El motivo es principalmente geométrico, puesto que los suministros de equipo o sustancia tienen que realizarse en el volumen normalmente limitado dentro del cilindro y también se someten a posibles efectos de pantalla. Tienen que proporcionarse herramientas de fabricación y etapas de procedimiento de fabricación completamente nuevos, lo que hace que los costes de producción sean muy altos.
Además, las capas de lubricante sólido proporcionadas mediante los métodos de la técnica anterior tienen diferentes tipos de inconvenientes inherentes. En los casos en los que se utilizan polvos en cubiertas metálicas blandas, las propiedades lubricantes del núcleo resultan parcialmente anuladas por el metal blando. Además, la sustancia de lubricante del núcleo se proporciona en una dirección de cristal arbitraria presentando de ese modo tanto superficies de baja fricción como superficies con una cierta fricción superior. En el caso de la electrodeposición o la descomposición térmica, la adhesión de la capa de superficie a la pared del cilindro es difícil de controlar, así como cualquier dirección de crecimiento de cristal. Además, tienen que proporcionarse entornos de reacción adaptados.
Sumario
Un objeto de la presente invención es proporcionar un método para la fabricación mejorada de elementos que tengan una superficie de baja fricción. Un objeto adicional de la presente invención es proporcionar métodos tales que sean fáciles y económicos de realizar. También es un objeto de la presente invención proporcionar elementos
que tengan superficies de baja fricción según tal método de fabricación y herramientas de fabricación para llevar a cabo tal método de fabricación.
Los objetos anteriores se logran mediante métodos, dispositivos y disposiciones según las reivindicaciones de patente adjuntas. En términos general, en un primer aspecto, un método de fabricación de elemento mecánicos comprende proporcionar un elemento mecánico que tiene una superficie que va a recubrirse. Preferiblemente, una rugosidad de superficie es superior a Sa = 0, 1 !m, donde Sa se define como la rugosidad media aritmética tridimensional, también conocida como rugosidad media de línea central. El método se caracteriza por depositar de manera triboquímica sustancia de lubricante sólido directamente sobre la superficie que va a recubrirse. La deposición triboquímica se realiza en cada punto de al menos una parte de la superficie que va a recubrirse en al menos dos direcciones transversales a lo largo de dicha superficie que va a recubrirse.
En un segundo aspecto, un elemento mecánico tiene una superficie de baja fricción con una capa de superficie de una sustancia de lubricante sólido depositada de manera triboquímica, depositada en cada punto de al menos una parte de la superficie en al menos dos direcciones transversales a lo largo de la superficie.
En un tercer aspecto, una herramienta de fabricación para el tratamiento de superficie de elementos mecánicos comprende una parte de soporte, al menos una superficie de trabajo de herramienta, medios para proporcionar una fuerza que presiona la superficie de trabajo de herramienta hacia una superficie que va a recubrirse y medios de accionamiento para mover la superficie de trabajo de herramienta en al menos dos direcciones transversales a lo largo de la superficie curvada en cada punto de al menos una parte de la superficie. La superficie de trabajo de herramienta es una superficie de trabajo de herramienta de deposición triboquímica que comprende un óxido, carburo y/o siliciuro que comprenden Mo y/o W.
Una ventaja de la presente invención es que es posible lograr una superficie de elemento extremadamente lisa con superficie con un coeficiente de fricción bajo mediante incluso menos etapas de tratamiento de superficie que los enfoques normales de la técnica anterior. Esto se debe al hecho de que la deposición triboquímica actúa simultáneamente sobre los parámetros de rugosidad de superficie en dos vertientes reduciendo tanto los picos de superficie como los valles inferiores en varias direcciones. La deposición triboquímica en al menos dos direcciones transversales en cada punto garantiza una capa de superficie uniforme. Además, se proporciona una capa de superficie relativamente gruesa con buenas propiedades de adhesión al material principal del cilindro cuando la deposición... [Seguir leyendo]
Reivindicaciones:
1. Método de fabricación para elemento mecánico (41) , que comprende la etapa de:
proporcionar (210) un elemento mecánico (41) que tiene una superficie (20) que va a recubrirse,
caracterizado por la etapa adicional de:
depositar de manera triboquímica (214) sustancia de lubricante sólido directamente sobre dicha superficie
(20) que va a recubrirse en presencia de azufre;
realizándose dicha deposición triboquímica (214) en cada punto de al menos una parte de dicha superficie
(20) que va a recubrirse en al menos dos direcciones transversales a lo largo de dicha superficie (20) que va a recubrirse;
en el que el movimiento en dos direcciones transversales en o a lo largo de una superficie está definido por dos movimientos no paralelos que se cortan en un punto sobre la superficie.
2. Método según la reivindicación 1, caracterizado porque dicha etapa de depositar de manera triboquímica
(214) comprende:
presionar y deslizar una superficie de trabajo de herramienta de deposición triboquímica (12) contra dicha
superficie (20) que va a recubrirse en dichas al menos dos direcciones transversales, produciendo la deformación en una zona de contacto (8) entre dicha superficie de trabajo de herramienta de deposición triboquímica (12) y dicha superficie (20) que va a recubrirse,
mediante lo cual se produce la transferencia de desgaste de material desde dicha superficie de trabajo de herramienta de deposición triboquímica (12) a dicha superficie (20) que va a recubrirse, proporcionando una 20 superficie de elemento mecánico lisa.
3. Método según la reivindicación 2, caracterizado porque dicha etapa de depositar de manera triboquímica
(214) comprende además:
suministrar azufre a dicha zona de contacto (8) durante dicha presión y deslizamiento,
mediante lo cual el azufre reacciona con dicho material sometido a transferencia de desgaste.
4. Método según la reivindicación 3, caracterizado porque dicho elemento mecánico (41) en dicha superficie
(20) que va a recubrirse comprende una sustancia que puede formar un sulfuro estable.
5. Método según la reivindicación 4, caracterizado porque dicha sustancia que puede formar un sulfuro estable es Fe.
6. Método según cualquiera de las reivindicaciones 1 a 5, caracterizado porque dicha superficie que va a
recubrirse es una superficie rugosa que tiene una rugosidad de superficie de más de Sa = 0, 1 !m, donde Sa se define como una rugosidad media aritmética tridimensional, también conocida como la rugosidad media de línea central.
7. Método según cualquiera de las reivindicaciones 1 a 6, caracterizado porque dicha sustancia de lubricante sólido comprende un sulfuro de al menos uno entre Mo y W.
8. Método según la reivindicación 7, caracterizado porque dicha superficie de trabajo de herramienta (12) comprende al menos uno de un óxido, carburo y siliciuro que comprenden al menos uno entre Mo y W.
9. Elemento mecánico (41) que tiene una superficie de baja fricción, caracterizado porque dicha superficie de baja fricción (20) tiene una capa de superficie (22) de una sustancia de lubricante sólido depositada de manera triboquímica, depositada en cada punto de al menos una parte de dicha superficie de baja fricción
(20) en al menos dos direcciones transversales a lo largo de dicha superficie de baja fricción (20) en presencia de azufre, en el que el movimiento en dos direcciones transversales en o a lo largo de una superficie está definido por dos movimientos no paralelos que se cortan en un punto sobre la superficie.
10. Elemento mecánico según la reivindicación 9, caracterizado porque dicha sustancia de lubricante sólido comprende un sulfuro de al menos uno entre Mo y W.
45 11. Elemento mecánico, según la reivindicación 9 ó 10, caracterizado porque dicha superficie de baja fricción
(20) es una superficie curvada (43) .
12. Herramienta (10) para fabricar un elemento mecánico (41) que presenta una superficie de baja fricción (20) , que comprende:
una parte de soporte (50) ;
al menos una superficie de trabajo de herramienta (12) ; y
medios (60) para proporcionar una fuerza que presiona dicha al menos una superficie de trabajo de herramienta (12) hacia una superficie (20) de dicho elemento mecánico (41) que va a recubrirse;
siendo dicha al menos una superficie de trabajo de herramienta (12) una superficie de trabajo de herramienta de deposición triboquímica que comprende al menos uno entre un óxido, un carburo y un siliciuro que comprenden un elemento que puede formar un disulfuro de metal en capa estable,
caracterizado por comprender adicionalmente medios de accionamiento (61) para mover dicha al menos una superficie de trabajo de herramienta de deposición triboquímica en al menos dos direcciones
transversales con respecto a dicha superficie (20) de dicho elemento mecánico (41) que va a recubrirse en cada punto de al menos una parte de dicha superficie (20) ;
en la que el movimiento en dos direcciones transversales en o a lo largo de una superficie está definido por dos movimientos no paralelos que se cortan en un punto sobre la superficie.
13. Herramienta según la reivindicación 12, caracterizada porque dicha superficie de trabajo de herramienta de
deposición triboquímica comprende al menos uno entre un óxido, un carburo y un siliciuro que comprenden al menos uno entre Mo y W.
14. Herramienta según la reivindicación 12 ó 13, caracterizada porque dicha superficie de trabajo de herramienta de deposición triboquímica (12) comprende una sustancia aglutinante que une granos de dicho al menos uno entre un óxido, un carburo y un siliciuro.
15. Herramienta según cualquiera de las reivindicaciones 12 a 14, caracterizada porque dicha superficie de trabajo de herramienta de deposición triboquímica comprende volúmenes porosos (96) que comprenden dichas sustancias de azufre.
Patentes similares o relacionadas:
Sustratos autolimpiables y métodos para su fabricación, del 15 de Julio de 2020, de Arconic Technologies LLC: Un método para proporcionar un producto autolimpiable, comprendiendo el método: (a) primero, producir un producto primero que tiene un brillo predeterminado, comprendiendo […]
Método de tratamiento de una superficie para proteger la misma, del 6 de Mayo de 2020, de CHEVRON PHILLIPS CHEMICAL COMPANY LP: Un metodo para tratar un sustrato, que comprende: aplicar una capa de al menos un metal al sustrato de un componente sin ensamblar de una estructura […]
Un aparato, un método para establecer un patrón conductor en un sustrato aislante plano, el sustrato aislante plano y un conjunto de chips del mismo, del 25 de Diciembre de 2019, de STORA ENSO OYJ: Un aparato para proporcionar un patrón conductor sobre un sustrato aislante plano , por lo que el aparato comprende: - un primer módulo […]
Procedimiento para fabricar un elemento de conexión eléctrico, del 13 de Noviembre de 2019, de AUTO-KABEL MANAGEMENT GMBH: Procedimiento para fabricar un elemento de conexión eléctrico , que comnprende - proporcionar una primera pieza plana de un sustrato […]
Lámina de acero para calentamiento por radiación, método de fabricación de la misma, y producto procesado de acero que tiene una porción con diferente resistencia y método de fabricación del mismo, del 30 de Octubre de 2019, de NIPPON STEEL CORPORATION: superficie original de la lámina de acero, y una diferencia en la dureza Vickers entre la porción donde la reflectancia para la radiación radiante es reducida y la otra porción […]
Procedimiento de injerto orgánico localizado sin máscara sobre porciones conductoras o semiconductoras de superficies compuestas, del 17 de Julio de 2019, de COMMISSARIAT A L'ENERGIE ATOMIQUE ET AUX ENERGIES ALTERNATIVES: Procedimiento de injerto localizado sin máscara de moléculas orgánicas susceptibles de ser activadas eléctricamente sobre una superficie […]
Sustratos autolimpiables y métodos para su fabricación, del 19 de Junio de 2019, de Arconic Inc: Un método para proporcionar un producto en forma de lámina de aluminio autolimpiable coloreado, comprendiendo el método: (a) primero, producir un producto en forma de lámina […]
Deposición de nanopartículas discretas sobre una superficie nanoestructurada de un implante, del 22 de Mayo de 2019, de Biomet 3i, LLC: Un método para formar un implante para ser implantado en un hueso vivo, el método que comprende los actos de: hacer áspera al menos una […]