Estructura de vacío para la impulsión con presión de un componente durante su fabricación, y procedimiento para la fabricación de un componente.
Estructura de vacío (10a) para la impulsión con presión de un componente (12a),
en particular un componentecompuesto de fibras, durante su fabricación, que comprende:
- una base (16a) con una superficie de contacto (14a) para el componente (12a), y
- una envolvente (20a) hermética al aire y que se puede obturar hacia la superficie de soporte (14a) para lacobertura del componente (12a), para realizar a través de la evacuación de un espacio interior de la envolvente(20a) la impulsión con presión del componente (12a),
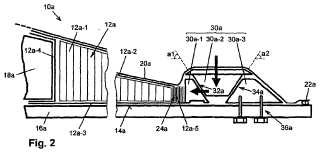
- una disposición de listones de presión (30a) que se pueden disponer en al menos un borde del componente (24a)junto con el componente (12a) en el espacio interior, cuya disposición está formada por al menos dos listones depresión (30a-1, 30a-2, 30a-3) que se extienden a lo largo del borde del componente (24a) y que colaboran a travésde superficies inclinadas (32a, 34a), de tal manera que una presión ejercida a través de la evacuación del espaciointerior sobre la disposición de listones de presión (30a) provoca la generación de una presión que actúalateralmente sobre el borde del componente (24a),
caracterizada porque un listón de presión (30a-3), no adyacente directamente al borde del componente (24a), de ladisposición de listones de presión (30a) está configurado por un saliente de apoyo fijo o bien listón de apoyo en lasuperficie de contacto (14a) de la base (16a) o está provisto con una instalación de fijación (36a) para la fijación deeste listón de presión (30a-3) en la superficie de contacto (14a).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E11007421.
Solicitante: Premium AEROTEC GmbH.
Nacionalidad solicitante: Alemania.
Dirección: Haunstetter Strasse 225 86179 Augsburg ALEMANIA.
Inventor/es: THADEN,BERNHARD.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C70/44 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 70/00 Conformación de materiales compuestos, es decir, materiales plásticos con refuerzos, cargas o partes preformadas, p. ej. inserciones. › mediante presión isostática, p. ej. moldeo por diferencia de presión, moldeo con bomba de vacío, moldeo en autoclave o moldeo con caucho expandible.
PDF original: ES-2438517_T3.pdf
Fragmento de la descripción:
Estructura de vacío para la impulsión con presión de un componente durante su fabricación, y procedimiento para la fabricación de un componente La invención se refiere, muy en general, a la fabricación de componentes, que son impulsados durante la fabricación con una presión, como puede ser el caso, por ejemplo, en la fabricación de componentes, que se forman a partir de varios elementos componentes que deben ensamblarse y encolarse entre sí, o en la fabricación de componentes compuestos de fibras (para compactar el material compuesto de fibras y/o llevarlo a una forma próxima al contorno definitivo) .
A este respecto se conoce a partir del estado de la técnica utilizar una estructura de vacío para la impulsión con presión de un componente durante su fabricación, que comprende una base con una superficie de contacto y una envolvente hermética a la luz, que se puede obturar hacia la superficie de contacto (por ejemplo, lámina de plástico) para la cobertura del componente, para provocar la impulsión de presión del componente a través de una evacuación del aire incluido fuera del espacio interior de la envolvente.
Una estructura de vacío de este tipo se conoce, por ejemplo, a partir del documento DE 101 40166 B4 y sirve en el estado de la técnica como herramienta de infiltración y de endurecimiento en la fabricación de un componente compuesto de fibras. La estructura de vacío conocida se utiliza en este caso en primer término para la infiltración de un producto semiacabado textil con un material de matriz (por ejemplo, sistema de resina) . Además, durante el endurecimiento térmico siguiente del producto semiacabado infiltrado (material de fibras) se puede conseguir de manera ventajosa una compactación o bien una conformación próxima al contorno definitivo. Como envolvente para la cobertura del componente se utiliza en este caso una lámina hermética al aire, que está obturada por medio de una obturación, que se extiende alrededor de la periferia del componente, hacia la superficie de contacto de la herramienta de infiltración y de endurecimiento. La estructura de vacío conocida sirve para la fabricación de un componente compuesto de fibras plano con espesor del componente relativamente reducido, de manera que la impulsión con presión realizada a través de la evacuación del espacio interior de la envolvente actúa esencialmente sólo ortogonalmente al lado plano del componente sobre el componente.
No obstante, existen también casos en los que durante la fabricación de un componente es deseable especialmente también una presión que actúa lateralmente (paralelamente a la superficie de contacto) sobre al menos un borde del componente. Éste es el caso especialmente cuando en un componente compuesto de fibras a través de una presión de este tipo debe realizarse también una cierta compactación en dirección lateral y/o conformación en un borde lateral del componente. Una presión lateral es ventajosa también, por ejemplo, cuando se trata de conectar uno o varios elementos componentes, que configuran un borde de componente, durante la fabricación del componente con un “cuerpo de componente” y/o conectarlos fijamente entre sí. Tal conexión puede estar prevista, por ejemplo, como un encolado “clásico”, o también como una conexión a través del llamado “co-endurecimiento” o bien “co-adhesión” en la tecnología de compuestos de fibras.
No obstante, la estructura de vacío descrita anteriormente, conocida a partir del documento DE 101 40 166 B4 es inadecuada en la práctica para ello, puesto que la lámina utilizada para la impulsión con presión no se adapta estrechamente en toda la superficie o bien de una manera uniforme a los bordes laterales del componente. Por lo tanto, una presión lateral ejercida a través de la lámina sobre los bordes del componente está con frecuencia mal definida o bien es irregular y no se puede delimitar como en componentes deseados a la medida final.
Para realizar por medio de una estructura de vacío del tipo mencionado al principio también una impulsión con presión definida de un componente configurado en forma de U en los dos bordes del componente en dirección latera, el documento US 2004/0169314 A1 propone una estructura de vacío y un procedimiento de fabricación, que cumplen las características del preámbulo de la reivindicación 1 y de la reivindicación 5, respectivamente.
En la estructura de vacío conocida está prevista una disposición de listones de presión que se puede disponer junto con el componente en el espacio interior de la envolvente, cuya disposición está formada por dos “elementos de estructura” que se extienden a lo largo de los bordes del componente y por un “elemento de cuña” intercalado, de manera que estos tres elementos colaboran a través de superficies inclinadas de tal manera que una presión ejercida a través de la evacuación del espacio interior sobre la disposición de listones de presión provoca la generación de una presión que actúa lateralmente sobre los dos bordes del componente.
Por lo tanto, un cometido de la presente invención es ampliar en una estructura de vacío de acuerdo con el preámbulo de la reivindicación 1 y en un procedimiento de fabricación de acuerdo con el preámbulo de la reivindicación 5 el campo de aplicación con respecto a diferentes configuraciones e impulsiones laterales de la presión deseadas.
Este cometido se soluciona de acuerdo con la invención por medio de una estructura de vacío de acuerdo con la reivindicación 1 y por medio de un procedimiento para la fabricación del componente de acuerdo con la
reivindicación 5. Las reivindicaciones dependientes se refieren a desarrollos ventajosos de la invención.
El concepto de “evacuación” debe designar en sentido estricto cualquier reducción considerable de la presión en el espacio interior de la envolvente de la estructura de vacío. No obstante, en sentido general, con ello se entiende también cualquier medida a través de la cual se provoca que la presión en el espacio interior es esencialmente menor que la presión sobre el lado exterior de la envolvente. En el caso de que se desee una diferente especialmente grande de la presión entre el espacio interior y el espacio exterior de la envolvente, entonces esto se puede realizar a través de la realización de la estructura de vacío en una cámara de presión o bien en una caldera de presión, pudiendo apoyarse la evasión de la presión exterior realizada de esta manera, en caso necesario, también todavía través de una impulsión con calor.
A través de la (s) disposición (es) prevista (s) en la invención se puede conseguir de una manera ventajosa una fuerza de presión de apriete uniforme y definida en uno o varios bordes respectivos del componente. La disposición de listones de presión funciona, por decirlo así, como una “instalación de desviación de la presión” para la desviación de una “presión vertical” (que actúa ortogonalmente a la superficie de contacto sobre la disposición de listones de presión) en una dirección lateral (que actúa paralelamente a la superficie de contacto sobre un borde del componente) .
La fuerza de presión de apriete lateral generada de acuerdo con la invenciones puede utilizar para presionar los elementos componentes previstos para la configuración del o de los bordes respectivos del componente durante la fabricación del componente en un cuerpo de componente o bien su borde, con el fin de conseguir una conexión especialmente íntima entre el cuerpo del componente y el borde del componente (por ejemplo a través de encolado y/o compactación del material de fibras) .
La fuerza de presión de apriete lateral se puede utilizar especialmente también para un “aplastamiento” totalmente definido del borde respectivo del componente. Como se deduce a partir de la descripción siguiente todavía de un ejemplo de realización de la invención, la disposición de listones de presión puede estar configurada de tal forma que con la presión lateral se consigue un aplastamiento lateral definido exactamente (según el recorrido) de un elemento componente que configura el borde del componente.
La estructura de vacío de acuerdo con la invención se puede utilizar para la fabricación de formas casi discrecionales de componentes y de bordes de componentes.
En particular, se puede tratar de componentes compuestos de fibras en el sentido más amplio, es decir, componentes, que se fabrican, al menos parcialmente, a partir de un material de matriz con fibras de refuerzo incrustadas en él. Un caso de aplicación especial es la adhesión o bien la laminación inicial... [Seguir leyendo]
Reivindicaciones:
1. Estructura de vacío (10a) para la impulsión con presión de un componente (12a) , en particular un componente compuesto de fibras, durante su fabricación, que comprende:
- una base (16a) con una superficie de contacto (14a) para el componente (12a) , y
- una envolvente (20a) hermética al aire y que se puede obturar hacia la superficie de soporte (14a) para la cobertura del componente (12a) , para realizar a través de la evacuación de un espacio interior de la envolvente (20a) la impulsión con presión del componente (12a) ,
- una disposición de listones de presión (30a) que se pueden disponer en al menos un borde del componente (24a) junto con el componente (12a) en el espacio interior, cuya disposición está formada por al menos dos listones de presión (30a-1.
30. 2.
30. 3) que se extienden a lo largo del borde del componente (24a) y que colaboran a través de superficies inclinadas (32a, 34a) , de tal manera que una presión ejercida a través de la evacuación del espacio interior sobre la disposición de listones de presión (30a) provoca la generación de una presión que actúa lateralmente sobre el borde del componente (24a) ,
caracterizada porque un listón de presión (30a-3) , no adyacente directamente al borde del componente (24a) , de la disposición de listones de presión (30a) está configurado por un saliente de apoyo fijo o bien listón de apoyo en la superficie de contacto (14a) de la base (16a) o está provisto con una instalación de fijación (36a) para la fijación de este listón de presión (30a-3) en la superficie de contacto (14a) .
2. Estructura de vacío (10a) de acuerdo con la reivindicación 1, en la que los listones de presión (30a-1.
30. 2, 30a3) colaboran a través de al menos una combinación de superficies inclinadas (32a, 34a) , que se extienden en un ángulo en el intervalo de 30º a 85º inclinadas hacia la superficie de contacto (14a) .
3. Estructura de vacío (10a) de acuerdo con una de las reivindicaciones anteriores, en la que la instalación de fijación (36a) comprende uno o varios taladros, que se extienden transversalmente a la superficie de contacto (14a) , en el listón de presión (30a-3) que debe fijarse.
4. Estructura de vacío (10a) de acuerdo con una de las reivindicaciones anteriores, en la que la disposición de listones de presión (30a) comprende tres listones de presión (30a-1.
30. 2.
30. 3) , cuyo listón de presión central (30a-2) colabora a través de combinaciones de superficies inclinadas (32a, 34a) previstas a ambos lados con los dos listones de presión exteriores (30a-1.
30. 3) .
5. Procedimiento para la fabricación de un componente (12a) , en particular componente compuesto de fibras, que comprende una impulsión con presión del componente (12a) utilizando una estructura de vacío (10a) , que comprende una base (16a) con una superficie de contacto (14a) para el componente (12a) y una envolvente (20a) hermética al aire y que se puede obturar hacia la superficie de soporte (14a) para la cobertura del componente (12a) , para realizar la impulsión con presión el componente (12a) a través de la evacuación de un espacio interior de la envolvente (20a) ,
en el que en al menos un borde del componente (24a) se dispone junto con el componente (12a) una disposición de listones de presión (30a) en el espacio interior, que está formada por al menos dos listones de presión (30a-1.
30. 2.
30. 3) que se extienden a lo largo del borde del componente (24a) y que colaboran a través de superficies inclinadas (32a, 34a) , de tal manera que una presión ejercida a través de la evacuación del espacio interior sobre la disposición de listones de presión (30a) provoca la generación de una presión que actúa lateralmente sobre el borde del componente (24a) ,
caracterizado porque un listón de presión (30a-3) no adyacente directamente al borde del componente (24a) de la disposición de listones de presión (30a) está configurado por un saliente de apoyo fijo o bien listón de apoyo fijo en la superficie de contacto (14a) de la base (16a) o se fija en la superficie de contacto (14a) .
Patentes similares o relacionadas:
Procedimiento de depósito de un material intermedio que permite asegurar la cohesión de este último y material intermedio, del 1 de Julio de 2020, de HEXCEL REINFORCEMENTS: Procedimiento de depósito en continuo sobre una superficie de depósito de un material intermedio constituido por una capa unidireccional de fibras […]
Bolsa de vacío integralmente rígida, reutilizable y método de hacer la misma, del 3 de Junio de 2020, de THE BOEING COMPANY: Una bolsa de vacío para procesar una pieza , que comprende: un diafragma de bolsa elástico flexible generalmente plano adaptado para colocarse sobre la pieza […]
Procedimiento y aparato de conformación o formación de artículos, del 27 de Mayo de 2020, de GENTEX CORPORATION: Un procedimiento de conformación de un material de trabajo plano convirtiéndolo en un producto composite que presenta una forma final, comprendiendo el procedimiento: […]
Método para minimizar inconsistencias que aparecen sobre la superficie de un componente compuesto y una tira compuesta precurada, del 6 de Mayo de 2020, de THE BOEING COMPANY: Método para aplicar una tira compuesta precurada a un componente compuesto , comprendiendo la tira compuesta precurada una primera capa de material […]
Combinación de una pieza compuesta y un conducto de ventilación, y método de fabricación de una pieza compuesta, del 8 de Abril de 2020, de THE BOEING COMPANY: La combinación de una pieza compuesta y un conducto de ventilación para usar en una bolsa de vacío que procesa la pieza compuesta, en donde: el conducto […]
Procedimiento de realización de un panel de cobertura y de protección acústica para un vehículo automóvil, del 8 de Abril de 2020, de TREVES Products, Services & Innovation: Procedimiento de realización de un panel de cobertura y de protección acústica para un vehículo automóvil, dicho procedimiento que comprende las etapas siguientes: - […]
Método y aparato para el cocurado de revestimientos compuestos y refuerzos en un autoclave, del 25 de Marzo de 2020, de THE BOEING COMPANY: Aparato para endurecer en autoclave refuerzos compuestos contra un revestimiento compuesta, que comprende: un instrumento que tiene una superficie del instrumento […]
Herramienta de material compuesto que tiene integridad de vacío y método de fabricación de la misma, del 11 de Marzo de 2020, de THE BOEING COMPANY: Herramienta de material compuesto que tiene integridad de vacío, que comprende: un laminado de material compuesto que incluye una capa de barrera de material […]