Estructura modular para sostener piezas en bruto.
Estructura modular (1), particularmente para sostener piezas en bruto,
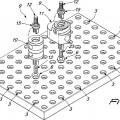
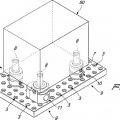
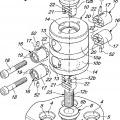
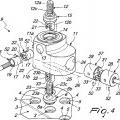
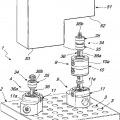
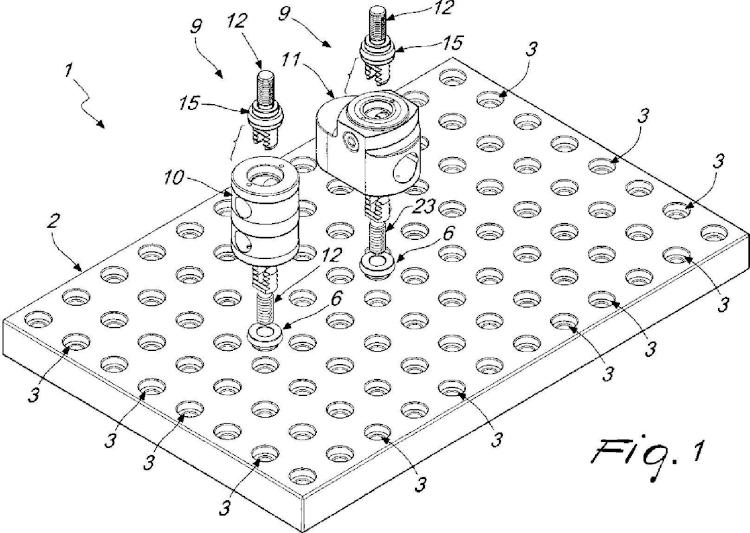
que comprende al menos una mesa de trabajo plana (2) que cuenta con una pluralidad de asientos (3) que se pueden asociar de forma integral y desmontable con al menos una parte (7, 52, 53) de una pieza en bruto (50, 51) en la que se vaya a trabajar por medio de unos medios de fijación (9), y dichos medios de fijación (9) comprenden al menos un elemento de fijación (10, 11) que se puede interponer entre dicha mesa (2) y dicha pieza en bruto (50, 51) y que presenta al menos una parte superior (10a, 11a) que se puede orientar hacia al menos uno de entre dicha mesa (2) y dicha pieza en bruto (50, 51) y que está provisto de al menos una primera clavija (12) que puede asociarse, respectivamente, con uno de dichos asientos (3) o con dicha parte (7, 52, 53), y se puede introducir a lo largo de su eje (12a) en una primera cavidad (13) definida por dicha parte superior (10a, 11a) a través de un primer orificio circular (14) definido en la superficie de dicha parte superior (10a, 11a) que se puede orientar en la dirección, respectivamente, de dicha mesa (2) o de dicha pieza en bruto (50, 51) para la retención radial de la posición de dicha primera clavija (12) con respecto a la parte superior (10a, 11a), alojándose en dicha primera cavidad (13) un par de primeras mordazas (16) que se pueden acoplar con dicha primera clavija (12) para la retención axial de su posición con respecto a dicha parte superior (10a, 11a), caracterizado porque dicho elemento de fijación (11) posee al menos una parte inferior (11b) que se puede orientar hacia la otra de entre dicha mesa (2) y dicha pieza en bruto (50, 51) y que está provista de al menos una segunda clavija (23) que se puede acoplar, respectivamente, con uno de dichos asientos (3) o con dicha parte (7, 52, 53), y se puede introducir a lo largo de su eje (23a) en una segunda cavidad (24) definida por dicha parte inferior (11b) a través de un segundo orificio (25) con una forma que es sustancialmente alargada en una dirección predefinida (26) y es sustancialmente perpendicular con respecto a dicho eje (23a) de dicha segunda clavija (23), estando dicho segundo orificio (25) definido en la superficie de dicha parte inferior (11b) que se puede orientar en la dirección, respectivamente, de dicha mesa (2) o de dicha pieza en bruto (50, 51) para retener dicha segunda clavija (23) en su posición con respecto a dicha parte inferior (11b) en una dirección radial de dicha segunda clavija (23) y sustancialmente perpendicular a dicha dirección predefinida (26), alojándose en dicha segunda cavidad (24) un par de segundas mordazas (27) que se pueden acoplar con dicha segunda clavija (23) para retener en su posición con respecto a dicha parte inferior (11b) y que se pueden mover en dicha segunda cavidad (24) en una dirección que es sustancialmente paralela a dicha dirección predefinida (26).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IT2010/000412.
Solicitante: FCS System S.r.l.
Nacionalidad solicitante: Italia.
Dirección: Via Belvedere 48 31032 Casale sul Sile (TV) ITALIA.
Inventor/es: CANUTO,ALMERINO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23Q3/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR. › B23Q 3/00 Dispositivos que permiten mantener, soportar o posicionar las piezas o las herramientas, pudiendo normalmente ser desmontados estos dispositivos de la máquina (mesas de trabajo u otras piezas, p. ej. platos, que no incorporan de forma habitual los medios para sujetar la pieza B23Q 1/00; control automático de la posición B23Q 15/00; cabezas portaherramientas rotativas para máquinas de tornear B23B 3/24, B23B 3/26; porta-herramientas sin accionamiento B23B 29/00; características generales de las torretas B23B 29/24; herramientas o útiles de banco para fijar, unir, desenganchar o mantener B25B). › Dispositivos auxiliares, p. ej. collarines miembros extensibles.
PDF original: ES-2509267_T3.pdf
Fragmento de la descripción:
Estructura modular para sostener piezas en bruto
Campo técnico
La presente invención se refiere a una estructura modular, destinada particularmente a sostener piezas en bruto, de acuerdo con el preámbulo de la reivindicación 1, dado a conocer, por ejemplo, por el documento EP1346794.
Antecedentes de la técnica
Hoy en día, para la ejecución de determinadas operaciones como, por ejemplo, la pintura, limpieza y montaje, o para la ejecución de diferentes formas de procesamiento como, por ejemplo, las referidas a la eliminación 15 de virutas, es necesario que la pieza y/o pieza en bruto esté retenida en una posición específica para ser procesada.
En el campo de los procesos de eliminación de virutas, es de sobra conocido el uso de máquinas herramienta como, por ejemplo, tornos, fresadoras, brocas y rectificadoras.
Estas máquinas se suelen emplear en entornos que se distinguen por sus campañas de producción de un gran número de diversos productos o piezas en bruto en tiradas reducidas.
En muchas situaciones, el uso de dichas máquinas herramienta resulta esencial en talleres en los que se producen piezas individuales hechas por encargo.
De ahí se deduce que existe la necesidad de organizar un sistema de producción que sea particularmente versátil, es decir, que se pueda adaptar a la fabricación de varios productos heterogéneos, normalmente hechos como piezas únicas, o en una tirada extremadamente limitada, en la mayoría de los casos.
Este tipo de sistema de producción en serie pequeñas, que en inglés se suele denominar Job-Shop, representa en la práctica el estereotipo del procedimiento de producción exactamente opuesto al que caracteriza a la producción en serie.
La producción en serie consiste en la fabricación de una pequeña cantidad de distintos tipos de 35 productos, cada uno de los cuales se reproduce a gran escala en enormes cantidades, que pueden ser de miles o incluso millones de lotes.
Mientras que en la producción en serie es normal automatizar los procesos de producción por medio de una configuración adecuada de máquinas especializadas que están conectadas entre sí en secuencia, en la 40 producción por encargo no sucede lo mismo.
En la producción por encargo, la necesidad de hacer uso de un sistema de producción que sea flexible, es decir, un sistema que potencialmente se pueda adaptar a la aplicación de varios tipos de producción, descarta la posibilidad de automatizar por completo la producción mediante la organización del sistema que está adaptado para 45 obtener un único tipo de producto.
En la producción por encargo, la falta de una automatización total hace que las intervenciones manuales sean de gran importancia.
En particular, cabe señalar que la colocación y la retención correspondientes de la pieza en la que se va a trabajar con la máquina herramienta se llevan a cabo de forma manual.
Y viceversa, en la producción en serie, estas mismas operaciones preliminares las llevan a cabo de manera automática robots o brazos mecánicos antropomórficos con diversos grados de libertad.
En el uso de las máquinas herramienta adoptadas normalmente en un sistema de Job-Shop, es muy conocido el uso de tornos, o alguna forma de dispositivos manuales adaptados para permitir la colocación y la posterior retención de la pieza en la que se va a trabajar con la máquina herramienta en su posición.
En cualquier caso, el uso de dichos dispositivos de retención de tipo conocido también está muy extendido en entornos de trabajo que son completamente diferentes del entorno mencionado anteriormente, por ejemplo, para poder llevar a cabo operaciones de pintura o limpieza, o el ensamblaje de dos o más cuerpos.
De forma más general, dichos dispositivos de tipo conocido resultan indispensables siempre que se requiera que un objeto sobre el que se va a trabajar esté retenido en su posición de manera estable, por medio de operaciones genéricas a la vez que sencillas, no necesariamente relacionadas con un entorno puramente industrial.
Los dispositivos de tipo conocido suelen estar constituidos por un par de elementos separadores verticales, 10 cuya altura se puede variar, así como su distancia relativa, en función de las dimensiones y la forma de la pieza que se va a retener en su posición.
Dichos elementos separadores poseen, en una zona superior, unos medios de interconexión para un par de soportes o brazos sustancialmente horizontales, dispuestos de manera que guarden una simetría especular uno con 15 respecto al otro y que se acoplan con la pieza que se va a retener en su posición, en las superficies inferiores de la misma.
Cada soporte posee, en una posición sustancialmente central, un orificio que está adaptado para permitir el paso de una varilla vertical, sustancialmente paralela al correspondiente elemento separador, y está acoplado por 20 debajo al banco de trabajo de la máquina herramienta.
Dicha varilla posee en su parte superior un extremo roscado que sobresale del soporte, a fin de permitir la interconexión desmontable de unos medios adaptados para la retención temporal de dicha varilla, como, por ejemplo, unas tuercas de rosca inversa.
Así, la pieza con la que se va a trabajar, que suele tener una forma sustancialmente cuadrada, se puede interponer de manera preliminar entre el par de soportes dispuestos en simetría especular uno con respecto al otro.
A continuación se lleva a cabo el ajuste de los soportes, tanto de su altura como de su distancia relativa, en 30 función de las dimensiones de la pieza interpuesta entre ambos.
Entonces, la operación para retener la pieza en su posición se lleva a cabo por medio del contacto bajo presión expresado entre una parte de un extremo de la superficie inferior de los soportes y dos extremos opuestos de la superficie superior de dicha pieza.
Un inconveniente importante que se encuentra en los dispositivos de tipo conocido reside precisamente en el hecho de que, para lograr una retención estable de la pieza en su posición, es necesario poner en contacto ambos elementos separadores del dispositivo de retención con dos caras laterales opuestas de dicha pieza.
Con ello se descarta la posibilidad de trabajar sobre estas caras laterales que, debido a que resultan afectadas por dicha aproximación, no poseen superficies que estén libres para permitir el contacto con la herramienta o, más generalmente, con el componente de cualquier máquina herramienta.
De aquí se deduce la necesidad de tener que retirar la pieza posteriormente y colocarla según una nueva 45 orientación de tal manera que se permita la exposición de las dos superficies laterales que antes se encontraban parcialmente ocultas por los elementos de retención.
Otra circunstancia agravante del problema mencionado anteriormente consiste en el hecho de que, cuando la pieza está retenida en su posición, presenta al menos tres superficies sobre las que no se puede trabajar; y la 50 tercera superficie, además de las superficies laterales contiguas a los elementos de retención, constituye la superficie inferior, que se apoya completamente sobre el banco de trabajo de la máquina herramienta.
De aquí se deduce la necesidad de tener que recurrir posteriormente a múltiples operaciones de colocación y las correspondientes operaciones de retención de la pieza, con la circunstancia agravante añadida de cometer 55 repetidamente errores sistemáticos de colocación, que tendrán repercusiones negativas para la precisión global que se puede lograr al terminar el trabajo sobre la pieza.
Otro inconveniente observado en dichos dispositivos de tipo conocido radica en la necesidad de disponer de personal cualificado con el fin de llevar a cabo las delicadas operaciones preliminares de colocación y centrado
de la pieza.
Otro inconveniente, que ocurre a menudo en dichos dispositivos de tipo conocido, consiste en los posibles daños sufridos por la pieza a consecuencia de la deformación localizada, en las superficies sobre las que ya se ha 5 trabajado y que posteriormente se someten al contacto con los soportes, con el fin de permitir que el operario trabaje en cualquiera de las superficies de la pieza sobre las que no se haya trabajado aún.
Además de los problemas ya citados, un problema importante es el relacionado con el considerable gasto de tiempo provocado por las sucesivas y repetidas operaciones de liberación, reposicionamiento y nueva retención en la posición a las que se somete la pieza destinada a cualquier forma de procesamiento sobre más de una superficie.
Para superar los inconvenientes... [Seguir leyendo]
Reivindicaciones:
1. Estructura modular (1) , particularmente para sostener piezas en bruto, que comprende al menos una mesa de trabajo plana (2) que cuenta con una pluralidad de asientos (3) que se pueden asociar de forma integral y 5 desmontable con al menos una parte (7, 52, 53) de una pieza en bruto (50, 51) en la que se vaya a trabajar por medio de unos medios de fijación (9) , y dichos medios de fijación (9) comprenden al menos un elemento de fijación (10, 11) que se puede interponer entre dicha mesa (2) y dicha pieza en bruto (50, 51) y que presenta al menos una parte superior (10a, 11a) que se puede orientar hacia al menos uno de entre dicha mesa (2) y dicha pieza en bruto (50, 51) y que está provisto de al menos una primera clavija (12) que puede asociarse, respectivamente, con uno de dichos asientos (3) o con dicha parte (7, 52, 53) , y se puede introducir a lo largo de su eje (12a) en una primera cavidad (13) definida por dicha parte superior (10a, 11a) a través de un primer orificio circular (14) definido en la superficie de dicha parte superior (10a, 11a) que se puede orientar en la dirección, respectivamente, de dicha mesa
(2) o de dicha pieza en bruto (50, 51) para la retención radial de la posición de dicha primera clavija (12) con respecto a la parte superior (10a, 11a) , alojándose en dicha primera cavidad (13) un par de primeras mordazas (16) 15 que se pueden acoplar con dicha primera clavija (12) para la retención axial de su posición con respecto a dicha parte superior (10a, 11a) , caracterizado porque dicho elemento de fijación (11) posee al menos una parte inferior (11b) que se puede orientar hacia la otra de entre dicha mesa (2) y dicha pieza en bruto (50, 51) y que está provista de al menos una segunda clavija (23) que se puede acoplar, respectivamente, con uno de dichos asientos (3) o con dicha parte (7, 52, 53) , y se puede introducir a lo largo de su eje (23a) en una segunda cavidad (24) definida por 20 dicha parte inferior (11b) a través de un segundo orificio (25) con una forma que es sustancialmente alargada en una dirección predefinida (26) y es sustancialmente perpendicular con respecto a dicho eje (23a) de dicha segunda clavija (23) , estando dicho segundo orificio (25) definido en la superficie de dicha parte inferior (11b) que se puede orientar en la dirección, respectivamente, de dicha mesa (2) o de dicha pieza en bruto (50, 51) para retener dicha segunda clavija (23) en su posición con respecto a dicha parte inferior (11b) en una dirección radial de dicha
segunda clavija (23) y sustancialmente perpendicular a dicha dirección predefinida (26) , alojándose en dicha segunda cavidad (24) un par de segundas mordazas (27) que se pueden acoplar con dicha segunda clavija (23) para retener en su posición con respecto a dicha parte inferior (11b) y que se pueden mover en dicha segunda cavidad (24) en una dirección que es sustancialmente paralela a dicha dirección predefinida (26) .
3. Estructura modular (1) según una de las reivindicaciones precedentes, caracterizada porque comprende al menos un primer casquillo de centrado (6) que puede estar alojado en unos compartimentos (4) definidos por dichos asientos (3) , pudiéndose introducir dicha segunda clavija (23) en dicho primer casquillo de centrado (6) . 4. Estructura modular (1) según una de las reivindicaciones precedentes, caracterizada porque comprende un segundo casquillo de centrado (15) que puede estar alojado en dicho primer orificio (14) y en el que se puede introducir dicha primera clavija (12) . 5. Estructura modular (1) según una de las reivindicaciones precedentes, caracterizada porque dichas primeras mordazas (16) comprenden dos primeros cilindros (17) que pueden estar hechos para acercarse 45 mutuamente el uno hacia el otro por medio de un primer tornillo (18) que se introduce en un primer orificio pasante (19) que está definido por uno de dichos primeros cilindros (17) y que se puede atornillar en un primer orificio roscado (20) definido por el otro de dichos primeros cilindros (17) , comprendiendo dicha primera clavija (12) una primera parte terminal (12a) que tiene sustancialmente forma de U con el fin de definir un primer conducto (21) de dicho primer tornillo (18) . 6. Estructura modular (1) según una de las reivindicaciones precedentes, caracterizada porque dicha primera clavija (12) comprende una segunda parte terminal roscada (12c) que se puede acoplar con dicha parte (7, 52, 53) de dicha pieza en bruto (50, 51) . 7. Estructura modular (1) según una de las reivindicaciones 1 a 5, caracterizada porque comprende unos medios separadores (34) que están constituidos por uno o más elementos separadores (35) que se pueden encajar sobre una tercera clavija (36) que tiene una longitud que está adaptada para conectar dicha parte (52, 53) de dicha pieza en bruto (51) con dicho elemento de fijación (10, 11) y posee una primera parte terminal (36a) que tiene sustancialmente forma de U y que se puede acoplar con dicha parte superior (10a, 11a) y una segunda parte terminal (36b) que se puede acoplar con dicha parte (52, 53) de dicha pieza en bruto (51) para mantener dicha parte (52, 53) a una distancia predeterminada de dicha mesa (2) . 8. Estructura modular (1) según la reivindicación 6 o 7, caracterizada porque comprende unas primeras superficies de agarre (22) que están formadas en las caras de dicha primera clavija (12) y de dichas primeras mordazas (16) que se pueden acoplar entre sí. 9. Estructura modular (1) según la reivindicación 8, caracterizada porque dicha primera cavidad (13) tiene forma sustancialmente cilíndrica con una base circular y porque dichos primeros cilindros (17) de dichas 10 primeras mordazas (16) también tienen una forma sustancialmente cilíndrica con una base circular. 10. Estructura modular (1) según una de las reivindicaciones 8 y 9, caracterizada porque dichas segundas mordazas (27) comprenden dos segundos cilindros (28) que pueden estar hechos para acercarse mutuamente por medio de un segundo tornillo (29) que se introduce en un segundo orificio pasante (30) que está definido por uno de dichos segundos cilindros (28) y que se puede atornillar en un segundo orificio roscado (31) que está definido por el otro de dichos segundos cilindros (28) , comprendiendo dicha segunda clavija (23) una tercera parte terminal (23b) que tiene sustancialmente forma de U con el fin de formar un segundo conducto (32) de dicho segundo tornillo (29) . 11. Estructura modular (1) según una de las reivindicaciones 8 a 10, caracterizada porque dicha segunda clavija (23) comprende una cuarta parte terminal roscada (23c) que se puede acoplar en uno de dichos asientos (3) de dicha mesa (2) . 12. Estructura modular (1) según una de las reivindicaciones 8 a 11, caracterizada porque comprende unas segundas superficies de agarre (33) que están definidas en las caras de dicha segunda clavija (23) y de dichas segundas mordazas (27) y que se pueden acoplar entre sí. 13. Estructura modular (1) según una de las reivindicaciones 8 a 12, caracterizada porque dicha segunda cavidad (24) tiene una forma sustancialmente cilíndrica con una base circular y porque dichos segundos cilindros (28) de dichas segundas mordazas (27) también tienen una forma sustancialmente cilíndrica con una base circular. 14. Estructura modular (1) según una de las reivindicaciones 8 a 13, caracterizada porque dicha segunda cavidad (24) se extiende en dicha parte inferior (11b) según una dirección que es sustancialmente paralela 35 a dicha dirección predefinida (26) . 15. Estructura modular (1) según una de las reivindicaciones 8 a 14, caracterizada porque dicha primera cavidad (13) se encuentra en dicha parte superior (10a) según una dirección que es sustancialmente perpendicular a dicha dirección predefinida (26) . 2. Estructura modular (1) según la reivindicación 1, caracterizada porque dicho segundo orificio (25) tiene una forma sustancialmente ovoidal con dos lados opuestos que son rectilíneos y paralelos con respecto a la dirección predefinida (26) .
Patentes similares o relacionadas:
Dispositivo de bloqueo para piezas mecánicas, en particular para una pieza sometida a procesamiento mecánico y similar, del 6 de Mayo de 2019, de FCS System S.r.l: Dispositivo de bloqueo para piezas mecánicas, en particular para piezas sometidas a procesamiento mecánico o similar, que comprende por lo menos un cuerpo […]
Un método para la fabricación de una prótesis dental, del 8 de Octubre de 2018, de Dental Knowledge S.r.l: Un método de fabricación de una prótesis dental o una parte de la misma, que comprende una etapa de fresado de un bloque fabricado en un […]
Plataforma para mandriles de sujeción, del 2 de Octubre de 2018, de SYSTEM 3R INTERNATIONAL AB: Sistema de sujeción que comprende un mandril de sujeción y una plataforma con mandril con paredes laterales ranuradas macizas para sujetar […]
Estructura de interfaz, del 19 de Julio de 2017, de Canuto, Almerino: Una estructura de interfaz para sistemas de bloqueo automáticos para el montaje de piezas semielaboradas, que comprende una base que […]
Estructura de interfaz, del 30 de Noviembre de 2016, de Canuto, Almerino: Una estructura de interfaz, que está constituida por un primer pivote dentado en forma de U, que está asociado en una región superior, por medio de una conexión […]
 Sistema de posicionamiento, identificación y trabajo de un componente semi-acabado, del 16 de Marzo de 2016, de Persico S.p.A: Sistema de posicionamiento, identificación y trabajo de al menos un componente semi-acabado , del tipo en el que un controlador gestiona un trabajo […]
Sistema de posicionamiento, identificación y trabajo de un componente semi-acabado, del 16 de Marzo de 2016, de Persico S.p.A: Sistema de posicionamiento, identificación y trabajo de al menos un componente semi-acabado , del tipo en el que un controlador gestiona un trabajo […]
 Plantilla universal para la fabricación de armazones y estructuras de materiales diversos, del 1 de Diciembre de 2015, de CALVO CORNEJO, Mariano: La presente invención se refiere a un dispositivo que ha sido especialmente concebido para la fabricación de bastidores, armazones, carrocerías, chasis, emparrillados, estructuras […]
Plantilla universal para la fabricación de armazones y estructuras de materiales diversos, del 1 de Diciembre de 2015, de CALVO CORNEJO, Mariano: La presente invención se refiere a un dispositivo que ha sido especialmente concebido para la fabricación de bastidores, armazones, carrocerías, chasis, emparrillados, estructuras […]
Mordaza de sujeción o elemento de sujeción, del 17 de Junio de 2015, de OML srl: Mordaza de sujeción para sujetar una pieza de trabajo , que puede unirse en una disposicion intercambiable a un dispositivo de sujecion […]