ESTANTERÍA Y PROCEDIMIENTO DE FIJACIÓN DE UN ENTREPAÑO DE ESTANTERÍA.
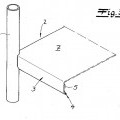
Estantería con perfiles metálicos verticalmente dispuestos (1) y con al menos un entrepaño de estantería (2) hecho de chapa que presenta en los lados longitudinales unos descanteados (3) orientados hacia abajo,
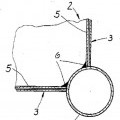
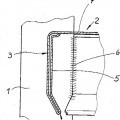
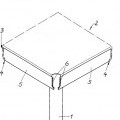
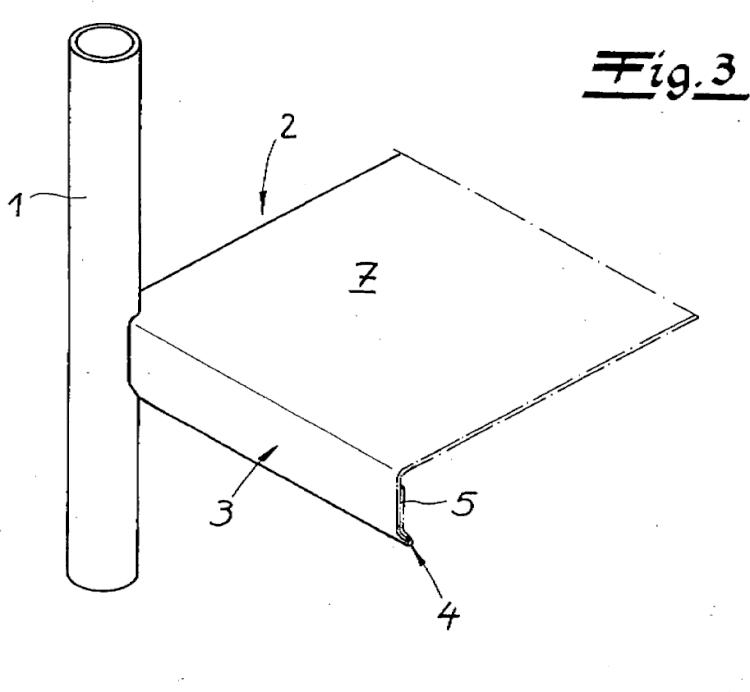
presentando el entrepaño de estantería (2) en sus esquinas unas entalladuras cuya forma corresponde a la sección transversal de los perfiles metálicos verticales (1), caracterizada porque cada descanteado (3) está plegado en al menos dos capas en dirección a su lado inferior de modo que un ala (5) del pliegue (4) está dispuesta por el lado interior con respecto al descanteado (3), y porque las alas interiormente dispuestas (5) están unidas por medio de material con los perfiles metálicos verticales (1)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09005148.
Solicitante: HUPFER METALLWERKE GMBH & CO. KG.
Nacionalidad solicitante: Alemania.
Dirección: DIESELSTRASSE 20 48653 COESFELD ALEMANIA.
Inventor/es: Flück,Egbert.
Fecha de Publicación: .
Fecha Solicitud PCT: 8 de Abril de 2009.
Clasificación Internacional de Patentes:
- A47B47/02R
Clasificación PCT:
- A47B47/02 NECESIDADES CORRIENTES DE LA VIDA. › A47 MOBILIARIO; ARTICULOS O APARATOS DE USO DOMESTICO; MOLINILLOS DE CAFE; MOLINILLOS DE ESPECIAS; ASPIRADORES EN GENERAL. › A47B MESAS; ESCRITORIOS; MOBILIARIO DE OFICINA; MUEBLES CON CAJONES; CAJONES; PARTES CONSTITUTIVAS GENERALES DE LOS MUEBLES (unión de muebles F16B 12/00). › A47B 47/00 Muebles de cajones, estanterías o anaquelerías caracterizados por la posibilidad de montarlos o desmontarlos a partir de elementos separados (A47B 43/00, A47B 45/00 tienen prioridad; caracterizados por la posibilidad de regular los estantes o los tabiques A47B 57/00). › de metal únicamente.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia.
PDF original: ES-2358868_T3.pdf
Fragmento de la descripción:
La invención concierne a una estantería con perfiles metálicos verticalmente dispuestos y con al menos un entrepaño de estantería de chapa que presenta descanteados orientados hacia abajo en los lados longitudinales. La estantería puede consistir especialmente en un carro de servicio.
Las estanterías abiertas para almacenar o guardar mercancías son suficientemente conocidas. Estanterías de esta clase son conocidas por el documento US 6 848 659 B1. Lo mismo rige para estanterías móviles más pequeñas que se utilizan, por ejemplo, en cocinas grandes o en el ámbito médico y que se denominan carros de servicio o carros de transporte de estanterías. Particularmente en el sector médico y en cocinas grandes se fabrican los bastidores y los entrepaños de tales carros casi siempre completamente en metal, ya que los carros metálicos no sólo son robustos, sino que se pueden limpiar y esterilizar bien.
La constitución de un carro de transporte de estanterías consta de al menos cuatro elementos de apoyo verticalmente dispuestos a los que están fijados casi siempre como superficie de colocación horizontal varios entrepaños de estantería, también llamados bordas de carro de servicio. Tanto las bordas como los elementos de apoyo están en general rectificados o pulidos para mejorar el aspecto óptico del carro. La fijación de las bordas se efectúa predominantemente soldando las bordas desde fuera a los elementos de apoyo verticales por medio de un procedimiento de soldadura de wolframio bajo gas inerte (WIG). Además, es conocido el recurso de fijar las bordas por medio de uniones atornilladas. Debido a la posición exterior de la costura de soldadura los componentes metálicos experimentan en el entorno de una costura de soldadura unas variaciones visibles, es decir que las superficies metálicas se pavonan o varían su naturaleza superficial. Por tanto, para restablecer una impresión total ópticamente impecable es necesario un tratamiento ulterior de las superficies en la zona de las costuras de soldadura. Al soldar las costuras desde fuera se eliminan los colores de pavonado por pulido, decapado y cepillado para crear una impresión ópticamente limpia que a su vez no perjudica a la imagen de rectificado de las superficies en la zona vista.
Para evitar una variación superficial debida a uniones de soldadura se hace uso en la práctica de una llamada formación. En este caso, la parte de la pieza de trabajo a soldar que está alejada de la costura de soldadura o del electrodo de soldadura es tratada con un gas formador. El gas formador puede ser un gas mixto de argón y nitrógeno con porciones de hidrógeno, o bien un gas protector que se derive del soplete de soldadura. Allí donde la pieza de trabajo esté protegida por esta atmósfera de gas formador se reducen fuertemente o se evitan completamente variaciones superficiales tales como, por ejemplo, pavonado u oxidación.
En relación con los carros de transporte de estanterías sólo era difícilmente posible hasta ahora una formación por medio de gas mixto debido a la posición de la costura de soldadura en los cantos exteriores de las bordas de la estantería, con lo que se tenía que aceptar en general un pavonado debido a la soldadura. Por este motivo, era necesaria hasta ahora una mecanización ulterior de la superficie en la zona de la costura de soldadura.
Ante estos antecedentes, la invención se basa en el problema de indicar una estantería en la que el entrepaño de estantería esté fijado de modo que no sea necesaria una mecanización ulterior de la superficie visible.
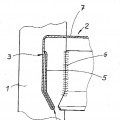
El problema se resuelve por el hecho de que el entrepaño de estantería está provisto, en sus esquinas, de unas entalladuras cuya forma corresponde a la sección transversal de los perfiles metálicos verticales, y cada descanteado está plegado en doble capa en dirección a su lado exterior, de modo que un ala del pliegue es interior con respecto al descanteado. Además, según la invención, las alas dispuestas en el lado interior están unidas por medio de material con los perfiles metálicos verticales. A este fin, el ala dispuesta por el lado interior presenta una longitud que hace posible una unión de material suficientemente resistente. Preferiblemente, el ala dispuesta por el lado interior es aquí aproximadamente tan larga como el ala dispuesta por el lado exterior. Es conveniente a este respecto que la unión de material entre los perfiles metálicos y el entrepaño de la estantería esté formada por una unión de soldadura autógena o de soldadura de aporte. Como quiera que esta unión está dispuesta en el lado interior de una duplicación de la chapa de los descanteados, se evita una variación del metal en las superficies visibles desde fuera. Gracias a la duplicación de la chapa según la invención se crea un material que impide una soldadura traspasante y al mismo tiempo la producción de colores de pavonado.
La estantería según la invención está constituida preferiblemente de tal manera que el entrepaño de la estantería y/o los perfiles metálicos están formados de un acero inoxidable, presentando el entrepaño de la estantería y/o los perfiles metálicos una superficie mecanizada. Esta mecanización puede consistir, por ejemplo, en un pulido o una mecanización de rectificado, debiendo mejorarse con la imagen de rectificado el aspecto óptico de la estantería. Precisamente en lo que respecta a superficies ópticamente mejoradas se manifiesta como una gran ventaja la evitación de variaciones superficiales a consecuencia de una unión de soldadura autógena o de soldadura de aporte. Precisamente en superficies pulidas o rectificadas, una variación de la superficie en la zona de la costura de soldadura llamaría inmediatamente la atención del observador de la estantería y se percibiría como molesta. En estas condiciones, sería imprescindible una mecanización posterior de la superficie que ha sido variada por la unión de soldadura autógena o de soldadura de aporte. Por tanto, la supresión de esta mecanización posterior en la estantería según la invención representa una neta mejora en lo que concierne al coste de fabricación.
Los descanteados del entrepaño de la estantería consisten convenientemente en un doblez del canto del entrepaño de la estantería según un ángulo de sustancialmente 90º. El descanteado rectangular de los entrepaños de estantería da lugar, por un lado, a una mayor estabilidad y, produce, por otro, una óptica más sólida y más robusta.
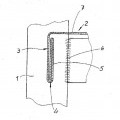
Según una ejecución preferida de la estantería conforme a la invención, se ha previsto que todo el descanteado o al menos un ala del descanteado presente un doblez adicional. Este doblez adicional puede estar previsto, por ejemplo, para aumentar aún más la resistencia del entrepaño de la estantería y mejorar la óptica. Dentro del ámbito de la invención se encuentra, por ejemplo, el recurso de dotar a todo el descanteado en la zona del pliegue con un doblez adicional, con lo que se incrementa la capacidad portante del entrepaño de la estantería. Se prefiere también una ejecución en la que el extremo libre del ala dispuesta por el lado interior sea doblado ligeramente hacia fuera para evitar una penetración de suciedad en el descanteado plegado. Además, el ala dispuesta por el lado interior puede extenderse también a lo largo de toda la altura del descanteado y estar doblada con su extremo paralelamente a la superficie plana del entrepaño de la estantería. En el marco de la ejecución descrita, la unión de material puede extenderse por toda la altura del descanteado y especialmente hasta la zona plana del entrepaño de la estantería.
Según la presente invención, se ha previsto que en la zona del descanteado estén formadas un ala dispuesta por el lado interior y un ala dispuesta por el lado exterior. La chapa puede estar plegada aquí, sin limitación, dos o más veces. Debido a un plegado múltiple se puede incrementar netamente la capacidad portante del entrepaño de la estantería. Además, existe la posibilidad de enrollar un canto de corte de la chapa de modo que éste no tenga que ser tratado adicionalmente durante la fabricación, por ejemplo por medio de un desbarbado.
Es también objeto de la invención un procedimiento para fijar un entrepaño de estantería de metal a un perfil metálico. En el procedimiento según la invención se conforma el entrepaño de estantería a partir de una plantilla troquelada de chapa de tal manera que éste presente descanteados laterales que estén plegados al menos en doble capa, con lo que un ala de cada pliegue está dispuesta por el lado interior con respecto a los descanteados.... [Seguir leyendo]
Reivindicaciones:
1. Estantería con perfiles metálicos verticalmente dispuestos (1) y con al menos un entrepaño de estantería (2) hecho de chapa que presenta en los lados longitudinales unos descanteados (3) orientados hacia abajo, presentando el entrepaño de estantería (2) en sus esquinas unas entalladuras cuya forma corresponde a la sección transversal de los perfiles metálicos verticales (1), caracterizada porque cada descanteado (3) está plegado en al menos dos capas en dirección a su lado inferior de modo que un ala (5) del pliegue (4) está dispuesta por el lado interior con respecto al descanteado (3), y porque las alas interiormente dispuestas (5) están unidas por medio de material con los perfiles metálicos verticales (1).
2. Estantería según la reivindicación 1, caracterizada porque la unión de material (6) entre los perfiles metálicos (1) y el entrepaño de estantería (2) está formada por una unión de soldadura autógena o de soldadura de aporte.
3. Estantería según cualquiera de las reivindicaciones 1 ó 2, caracterizada porque el entrepaño de estantería (2) y/o los perfiles metálicos (1) están formados de un acero inoxidable, presentando el entrepaño de estantería (2) y/o los perfiles metálicos (1) una superficie mecanizada (7).
4. Estantería según cualquiera de las reivindicaciones 1 a 3, caracterizada porque los descanteados (3) del entrepaño de estantería (2) consisten en un doblez del canto del entrepaño de estantería según un ángulo de sustancialmente 90º.
5. Estantería según cualquiera de las reivindicaciones 1 a 4, caracterizada porque el descanteado (3) o al menos el ala (5) presenta un doblez adicional.
6. Procedimiento para fijar un entrepaño de estantería (2) hecho de chapa a un perfil metálico (1), especialmente para fabricar una estantería según cualquiera de las reivindicaciones 1 a 5,
en el que el entrepaño de estantería (2) se conforma a partir de una plantilla troquelada de chapa de tal manera que presente unos descanteados laterales (3) que estén plegados al menos en doble capa, con lo que un ala (5) de cada pliegue
(4) está dispuesta por el lado interior con respecto a los descanteados (3),
en el que las esquinas del entrepaño de estantería (2) provistas de entalladuras se aplican con ajuste exacto a los cantos de los perfiles (1) y
en el que el ala interiormente dispuesta (5) de cada pliegue (4) del entrepaño de estantería (2) se une por medio de material con los perfiles verticales (1) de modo que la unión de material (6) está dispuesta siempre por el lado interior con respecto a los descanteados (3) del entrepaño de estantería (2).
7. Procedimiento según la reivindicación 6, caracterizado porque se mecaniza la superficie del entrepaño de estantería (2) y/o de los perfiles verticales (1) antes de que se unan las piezas.
8. Procedimiento según la reivindicación 7, caracterizado porque la mecanización de la superficie se realiza por pulido.
9. Procedimiento según cualquiera de las reivindicaciones 6 a 8, caracterizado porque, adicionalmente al pliegue (4), la plantilla troquelada de chapa es provista de un doblez adicional en la zona del descanteado (3).
10. Procedimiento según cualquiera de las reivindicaciones 6 a 9, caracterizado porque la unión de material (6) se forma por medio de soldadura autógena.
11. Procedimiento según la reivindicación 10, caracterizado porque la unión de material se forma por soldadura de metal bajo gas protector (MIG/MAG) o por soldadura de transferencia de metal en frío (CMT).
12. Procedimiento según cualquiera de las reivindicaciones 6 a 11, caracterizado porque se forma en la superficie el lado exterior del descanteado (3) en la zona de los sitios de contacto con los perfiles verticales (1), empleándose para la formación preferiblemente un gas mixto.
Patentes similares o relacionadas:
ESTRUCTURA MODULAR AMPLIABLE DE SOPORTE MULTIFUNCIONAL, del 19 de Marzo de 2020, de MARTE, Giacomo: La invención se refiere a una estructura modular ampliable de soporte multifuncional conformada a partir de un conjunto de elementos modulares conectables entre sí con diversos […]
Sistema modular de construcción de muebles a partir de perfiles de aluminio, del 20 de Diciembre de 2019, de RODRIGUEZ PORTILLO,CONSTANCIO: Sistema modular de construcción de mueble a partir de perfiles de aluminio. Constituido a partir de perfiles de aluminio objeto de la presente invención se […]
Estante o parte de estante, del 23 de Octubre de 2019, de INDUSTRIAL PRECISION TOOLS, S.L: Estante o parte de estante que comprende un panel-columna y un anaquel que se repiten en función de las necesidades para crear estructuras de almacenaje […]
Sistema de contenedor-expositor de tipo palé, del 10 de Julio de 2019, de Eurodisplay Design In Progress Srl: Un sistema de contenedor-expositor de tipo palé para transportar y presentar una variedad de mercancías contenidas en el mismo, que comprende […]
Sistema de montaje de muebles, del 19 de Junio de 2019, de Otegui Rebollo, Juan Luis: Un sistema de muebles montables que comprende elementos colocados horizontalmente (2.1, 6.1, 7.3, 8.3, 9.6, 10.6, 11.6, 13.6, 13.1, 14.1, 15.3, 16.3, 17.6, […]
Aparato y método para almacenamiento y montaje de equipamiento, del 19 de Junio de 2019, de ARA USA LLC: Un conjunto de bastidor de almacenamiento electrónico modular sísmico para montar equipamiento electrónico, que comprende: una pluralidad de elementos laterales estructurales […]
Tablas técnicas interconectables para la construcción de muebles, del 18 de Junio de 2019, de MICHELENA DE VERA, Pablo: Sistema de construcción de muebles realizado con piezas estándar que permite su modificación o transformación en muebles de diferente utilidad. Este sistema consiste […]
Dispositivo de disposición provisto de un elemento y de un elemento complementario, del 12 de Junio de 2019, de HMY: Dispositivo de disposición que consta de por lo menos un elemento y un elemento complementario aptos para ensamblarse el uno al otro, constando dicho elemento […]