ESTACION DE RECEPCION DE PRENSA DE CONFORMACION.
Estación de recepción de prensa de conformación de hojas de papel o de cartón para formar pilas de pliegos separadas y estables por debajo de los útiles de la prensa,
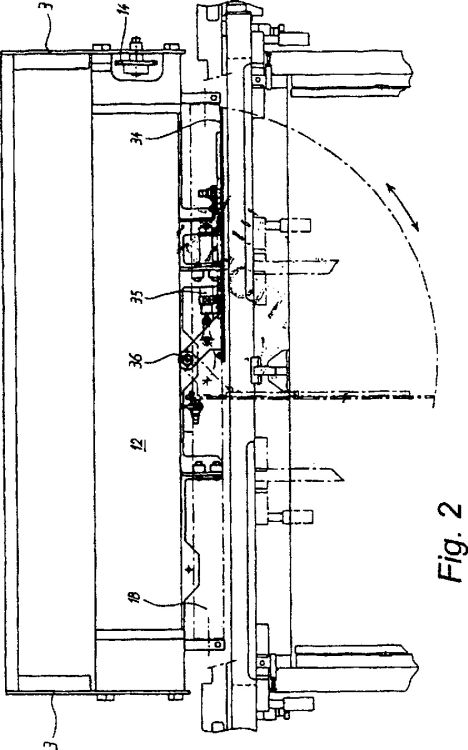
con un rodillo transversal (18), que está colocado aguas abajo de la zona de recepción, y un carro móvil, que está situado aguas abajo de dicho rodillo, que puede recibir una pluralidad de barras para constituir una parrilla de recepción continua de pliegos para el encarte periódico de una hoja de estabilización por debajo de dicha parrilla, estando guiado dicho carrao por un dispositivo portador (4, 5) en dirección longitudinal, comprendiendo dicha estación medios elevadores (1, 19 a 27) aptos para producir un mismo desplazamiento vertical de dicho rodillo y de dicho carro móvil, hacia abajo, mientras que se acumulan pliegos sobre dicha parrilla de recepción durante la operación de encarte
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E01110898.
Solicitante: BOBST S.A..
Nacionalidad solicitante: Suiza.
Dirección: CASE POSTALE,1001 LAUSANNE.
Inventor/es: REBEAUD, JEAN-CLAUDE.
Fecha de Publicación: .
Fecha Solicitud PCT: 5 de Mayo de 2001.
Fecha Concesión Europea: 7 de Octubre de 2009.
Clasificación Internacional de Patentes:
- B65H31/32 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65H MANIPULACION DE MATERIALES DELGADOS O FILIFORMES, p. ej. HOJAS, BANDAS, CABLES. › B65H 31/00 Receptores de pilas (soportes utilizados para unión, colocación o agrupación de artículos B65H 39/00; combinaciones de operaciones de apilado y de sacado de artículos que presentan otro interés que la operación individual de apilado o de sacado de artículos B65H 83/00). › Dispositivos auxiliares para recibir los artículos durante la evacuación de una pila completada.
- B65H33/02 B65H […] › B65H 33/00 Formación de lotes contados en las pilas o en la corriente de entrega de artículos. › desplazando una lámina o pieza análoga en la pila.
Clasificación PCT:
- B65H31/32 B65H 31/00 […] › Dispositivos auxiliares para recibir los artículos durante la evacuación de una pila completada.
Clasificación antigua:
- B65H31/32 B65H 31/00 […] › Dispositivos auxiliares para recibir los artículos durante la evacuación de una pila completada.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Estación de recepción de prensa de conformación.
La presente invención se refiere a una estación de recepción de prensa de conformación de hojas de papel o de cartón con un rodillo transversal, que está colocado aguas abajo de la zona de recepción y un carro móvil que está situado aguas abajo de dicho rodillo, que puede recibir una pluralidad de barras para constituir una parrilla de recepción continua de pliegos, estando guiado dicho carro por medio de un dispositivo portador en dirección longitudinal.
Los términos "aguas arriba", "aguas abajo", "longitudinal" y "transversal" se emplean en este caso con referencia al sentido de avance de las hojas en la prensa.
En las estaciones de recepción del tipo definido de entrada, la separación de los pliegos consiste, tras conformación y eyección completa de los desechos, en romper los puntos de unión entre los pliegos de una hoja por medio de un útil superior macho y de un útil inferior hembra, que están montados verticalmente el uno por encima del otro en la zona de recepción de las hojas. El útil superior está constituido por elementos empujadores ligeramente más pequeños que el contorno de los pliegos. El útil inferior está constituido por barras longitudinales y transversales, que forman una parrilla que corresponde al contorno de los pliegos. Los pliegos caen a través de las mallas de esta parrilla y se apilan verticalmente en la zona de recepción.
Para formar pilas de pliegos separadas y estables por debajo de estos útiles, sobre la paleta de recepción de la estación de recepción, se ha revelado necesario un encarte periódico de una hoja de estabilización. Con objeto de que este encarte pueda ser efectuado sin necesidad de detener de manera concomitante la unidad de producción, se utiliza un dispositivo comúnmente denominado parrilla de recepción continua. Este dispositivo comprende un carro móvil en el sentido longitudinal de la prensa. El carro comprende dos vigas transversales, sobre las cuales pueden estar dispuestas, en dirección longitudinal, barras destinadas a constituir una parrilla de recepción continua de pliegos. Las barras presentan, en general, una forma semejante a una caña. La cabeza de la caña puede insertarse en una muesca de la viga del carro más alejada de la estación de recepción y puede fijarse en la misma por atornillamiento. El vástago de la caña reposa, en una zona bastante próxima a la cabeza de la caña, sobre la segunda viga transversal del carro y, en una zona próxima a la otra extremidad del vástago, sobre un rodillo transversal, que está situado en la proximidad inmediata y aguas abajo de la zona de recepción de los pliegos. Para efectuar una maniobra de encarte, el carro móvil se desplaza para conducir las barras por debajo del útil inferior de separación de los pliegos y un par de barras viene a soportar cada pliego que cae. Para pliegos de gran superficie, el número de barras por pliego puede ser mayor. La parrilla de recepción continua recibe momentáneamente los pliegos que se apilan durante las operaciones de encarte. Después de cada operación de encarte, las barras que forman la parrilla se retiran de la zona de recepción, por desplazamiento longitudinal del carro móvil, cruzándose con los dispositivos enderezadores verticales del útil inferior de separación de los pliegos, para depositar los pliegos sobre la hoja de encarte.
Un selector previo define el número de recortes por paquete encartado así como el número de paquetes y/o la altura de las pilas. Todo el dispositivo funciona de manera automática y continua según un ciclo programado de antemano.
Un inconveniente de este dispositivo de parrilla de recepción continua reside en que la altura de almacenamiento provisional sobre las barras insertadas en la zona de recepción es tan sólo del orden de 35 mm. Ahora bien, un ciclo de encarte requiere aproximadamente entre 20 y 30 segundos. La altura de almacenamiento es suficiente para hojas de cartón de pequeño espesor o de pequeño gramaje y para velocidades de tratamiento relativamente lentas. Para las cadencias de producción actuales, más rápidas, así como para hojas de cartón relativamente gruesas o de cartón recalcado, esta altura de almacenamiento se hace insuficiente. Si el espesor de una hoja nueva de cartón delgado es del orden de 3 décimas de milímetro, este espesor aumenta hasta 5 décimas, incluso por encima de este valor, cuando es recalcada para realizar pliegues del cartón. Con una cadencia de producción de 3 hojas por segundo, la altura de almacenamiento disponible de 35 mm puede ser alcanzada aproximadamente en 20 segundos, o incluso por debajo de este valor. Para aumentar el tiempo disponible para el encarte, se ha propuesto ya aumentar esta altura de almacenamiento colocando el nivel de la parrilla continua a un nivel más bajo. Sin embargo, en este caso, es menos buena la precisión de la colocación de los pliegos, principalmente en el caso de los pliegos de pequeña dimensión. Con una anchura menor que 10 cm y con una altura de caída dos veces mayor, los pliegos caen al través y las pilas quedan mal formadas.
El documento DE 195 16 023 describe una apiladora de hojas, que comprende un carro móvil, que está constituido por una parrilla de recepción de pliegos, que está guiada en dirección longitudinal, comprendiendo dicha apiladora medios elevadores aptos para producir un desplazamiento vertical de dicho carro móvil, hacia abajo.
En las apiladoras de este tipo, se deposita una hoja de encarte sobre la parrilla de recepción de pliegos antes de ser conducida por debajo del útil inferior de separación de los pliegos. Los pliegos se apilan a continuación sobre la hoja de encarte mientras que el carro móvil se desplaza verticalmente hacia abajo.
El objeto de la presente invención consiste en aumentar la capacidad de almacenamiento de pliegos sobre la parrilla de recepción continua de una estación de recepción del tipo definido al principio, al mismo tiempo que se mantenga la altura de caída de los pliegos al mínimo, para asegurar una buena formación de pilas.
Este objeto se alcanza en una estación de recepción tal como la que ha sido definida por medio de la reivindica- ción 1.
Merced a los medios elevadores, de conformidad con la invención, la parrilla de recepción, que está colocada sobre el carro móvil y sobre el rodillo, efectúa un desplazamiento vertical hacia abajo mientras que los pliegos se acumulan sobre esta parrilla durante la operación de encarte. El tiempo disponible para el ciclo de encarte queda considerablemente alargado. De este modo, se vuelve regulable la altura de caída de los pliegos, y la altura de caída libre puede mantenerse pequeña, lo que es particularmente ventajoso para pliegos pequeños.
De conformidad con un modo de ejecución de la invención, el desplazamiento vertical hacia abajo está programado en función del trabajo ejecutado por la prensa, principalmente en función del espesor del cartón tratado.
De conformidad con otro modo de ejecución, el desplazamiento vertical hacia abajo está servorizado por la detección de la hoja superior de la pila que reposa sobre la parrilla de recepción.
El dispositivo portador del carro móvil y el rodillo transversal pueden estar montados de manera fija en un chasis verticalmente móvil. En particular, el chasis verticalmente móvil puede ser un chasis que atraviese toda la anchura de la estación, suspendido en dos lados por cadenas arrastradas por un motor único, a través de un árbol de transmisión.
De manera preferente, los medios elevadores comprenden medios de corrección y de mantenimiento de la horizontalidad de la cara superior de las barras que constituyen la parrilla de recepción continua. Estos medios de corrección pueden comprender cremalleras laterales y rodillos de guía y/o barras de torsión que unen porciones distantes del chasis verticalmente móvil.
La carrera vertical de la parrilla de recepción continua puede ser ajustada entre una posición alta, en la que preferentemente la altura de caída es mínima, y una posición baja, estando determinada esta posición baja por la longitud de los dispositivos enderezadores del útil inferior de separación de pliegos.
Esta posición baja puede estar programada de antemano: la longitud de los dispositivos enderezadores del útil inferior de separación de pliegos es conocida normalmente y por lo tanto puede ser introducida en la programación de la máquina. En lugar de integrar este parámetro en el programa, se puede detectar, de igual modo, la posición de la parrilla con...
Reivindicaciones:
1. Estación de recepción de prensa de conformación de hojas de papel o de cartón para formar pilas de pliegos separadas y estables por debajo de los útiles de la prensa, con un rodillo transversal (18), que está colocado aguas abajo de la zona de recepción, y un carro móvil, que está situado aguas abajo de dicho rodillo, que puede recibir una pluralidad de barras para constituir una parrilla de recepción continua de pliegos para el encarte periódico de una hoja de estabilización por debajo de dicha parrilla, estando guiado dicho carrao por un dispositivo portador (4, 5) en dirección longitudinal, comprendiendo dicha estación medios elevadores (1, 19 a 27) aptos para producir un mismo desplazamiento vertical de dicho rodillo y de dicho carro móvil, hacia abajo, mientras que se acumulan pliegos sobre dicha parrilla de recepción durante la operación de encarte.
2. Estación según la reivindicación 1, caracterizada porque los medios elevadores (1, 19 a 27) están programados previamente en función del trabajo de conformación de dichas hojas de papel o de cartón.
3. Estación según la reivindicación 1, caracterizada porque los medios elevadores (1, 19 a 27) están servorizados por medio de la detección de los pliegos acumulados sobre dicha parrilla de recepción.
4. Estación según una cualquiera de las reivindicaciones 1 a 3, caracterizada porque dicho dispositivo portador (4, 5) del carro móvil y el rodillo transversal (18) están montados fijos en un chasis (1) verticalmente móvil.
5. Estación según la reivindicación 4, caracterizada porque dicho chasis (1) es un chasis transversal, que comprende medios de corrección y de mantenimiento de la horizontalidad (7, 8, 9, 10, 22, 24, 30) de la cara superior de las barras que constituyen la parrilla continua, cuyo desplazamiento vertical está accionado por un motor único (19).
6. Estación según una cualquiera de las reivindicaciones precedentes, caracterizada porque la carrera vertical de la parrilla de recepción es ajustable entre una posición alta y una posición baja, estando determinada dicha posición baja por la longitud de los dispositivos enderezadores de un útil inferior de separación de pliegos.
7. Estación según la reivindicación 6, caracterizada porque el chasis (1) porta, aguas arriba del rodillo transversal (18), un dispositivo palpador (34) que barre horizontalmente el espacio situado por debajo de las extremidades libres de las barras que constituyen la parrilla de recepción, para detectar la altura del chasis en la que la parrilla de recepción desciende por debajo de la extremidad inferior de los dispositivos enderezadores.
Patentes similares o relacionadas:
Dispositivo para separar paquetes de productos laminares y máquina que utiliza dicho dispositivo, del 18 de Marzo de 2019, de FABIO PERINI S.P.A.: Dispositivo para dividir una pila (P, P1, P2) de productos laminares en paquetes (M, M1, M2) y para separar dichos paquetes uno de otro, que comprende: un […]
Procedimiento y dispositivo para la formación de pilas de productos a partir de cortes de productos plegados y no plegados de papel, celulosa o similares, del 5 de Octubre de 2016, de Winkler + Dünnebier GmbH: Procedimiento para la formación de pilas de productos de cortes de productos plegados o no plegados de papel, celulosa o similares, en el que los cortes […]
Sistema para la separación, distribución y empaquetado de montones de láminas de papel, del 31 de Diciembre de 2014, de CISATEC, COOP.V: Sistema para la separación, distribución y empaquetado de láminas de papel, aplicable a servilletas, etiquetas, pañuelos, toallitas y demás láminas susceptibles de realizarse […]
 Transporte de bandas de material de múltiples capas de la industria transformadora de papel o transformadora de cartón, del 22 de Agosto de 2012, de E.C.H. WILL GMBH: Procedimiento para el transporte de una banda de material movida de la industria transformadora de papal o transformadora de cartOn, en el que la banda de material […]
Transporte de bandas de material de múltiples capas de la industria transformadora de papel o transformadora de cartón, del 22 de Agosto de 2012, de E.C.H. WILL GMBH: Procedimiento para el transporte de una banda de material movida de la industria transformadora de papal o transformadora de cartOn, en el que la banda de material […]
 MÉTODO Y APARATO PARA FORMAR PILAS UNIFORMES DE OBJETOS DESIGUALES SUSTANCIALMENTE PLANOS, del 11 de Febrero de 2011, de KIN MACHINEBOUW RIJEN B.V: Método para formar pilas uniformes de objetos sustancialmente planos que no tienen el mismo espesor en toda su superficie, que comprende […]
MÉTODO Y APARATO PARA FORMAR PILAS UNIFORMES DE OBJETOS DESIGUALES SUSTANCIALMENTE PLANOS, del 11 de Febrero de 2011, de KIN MACHINEBOUW RIJEN B.V: Método para formar pilas uniformes de objetos sustancialmente planos que no tienen el mismo espesor en toda su superficie, que comprende […]
MAQUINA PARA EL TROQUELADO DE PIEZAS., del 16 de Enero de 2007, de BOBST S.A.: Máquina para el troquelado de piezas en hojas de papel, cartón o material análogo, que comprende un puesto de alimentación en hojas , un marginado un puesto de troquelado […]
DISPOSITIVO Y PROCEDIMIENTO PARA LA SEPARACION DE PAQUETES DE PRODUCTOS LAMINARES ENTRE SI., del 16 de Febrero de 2006, de FABIO PERINI S.P.A.: Dispositivo para dividir una pila de productos laminares en paquetes y para separar dichos paquetes (M1-Mn) entre sí, que comprende un recorrido de avance de dicha […]
 METODO Y DISPOSITIVO PARA FORMAR PILAS DE OBJETOS PLANOS LIBERADOS DE FORMA CONTINUA, del 2 de Septiembre de 2009, de FERAG AG: Procedimiento para la formación de pilas de objetos planos, alimentándose los objetos imbricados unos en otros y en lo esencial erguidos […]
METODO Y DISPOSITIVO PARA FORMAR PILAS DE OBJETOS PLANOS LIBERADOS DE FORMA CONTINUA, del 2 de Septiembre de 2009, de FERAG AG: Procedimiento para la formación de pilas de objetos planos, alimentándose los objetos imbricados unos en otros y en lo esencial erguidos […]