ESCÁNER LÁSER.
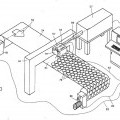
Un dispositivo para mecanizar una pieza de trabajo (54) transportable en una dirección elegida de acuerdo con un patrón seleccionado por medio de un haz de láser enfocado,
por ejemplo uniendo mutuamente dos placas metálicas sobre zonas de soldadura seleccionadas, cortando trozos de papel de lija de formas y dimensiones seleccionadas a partir de una banda continua de papel de lija, cuyo dispositivo comprende: un ordenador (60); un dispositivo láser (56) controlado por el ordenador (60), por ejemplo un dispositivo láser de CO2, con una potencia de salida continua de como mínimo 200W, cuyo dispositivo láser (56) genera un haz (58) sustancialmente paralelo; un escáner (51) que tiene una distancia elegida con respecto a la pieza de trabajo, que comprende: un sistema óptico convergente (62) para enfocar el haz de láser (58) en un punto objetivo (71) sobre la pieza de trabajo (54), con unos medios de movimiento controlados por ordenador para ajustar la posición angular de uno o más componentes del sistema óptico (62) de tal manera que la distancia óptica entre dicho sistema y el punto objetivo es sustancialmente constante y que el punto objetivo discurre a través de una trayectoria que se corresponde con el patrón seleccionado; por lo que, basándose en la máxima potencia de salida del dispositivo láser, se define en la pieza de trabajo el área operativa, de la que la dimensión lineal transversalmente a la dirección de transporte es pequeña con respecto a la dimensión de la pieza de trabajo transversalmente de la dirección de transporte; unos medios de transporte (80) accionados por un motor para transportar la pieza de trabajo (54) en la dirección elegida; unos medios de desplazamiento controlados por el ordenador (56) para desplazar al escáner (51) en una dirección sustancialmente perpendicular (53) a dicha dirección elegida (55); en donde el ordenador controla al dispositivo de tal manera que la mecanización tenga lugar durante el desplazamiento el escáner, la velocidad de desplazamiento se ajusta continuamente entre cero y la máxima velocidad alcanzable a la cantidad de trabajo disponible dentro de un área operativa del escáner, por lo cual, basándose en la máxima potencia de salida del dispositivo láser, se ha definido sobre la pieza de trabajo el área operativa, de la cual, la dimensión lineal transversalmente de la dirección de transporte es pequeña con respecto a la dimensión de la pieza de trabajo transversalmente de la dirección de transporte , y las dimensiones del punto objetivo tienen un valor elegido en cada punto de su trayectoria
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/NL2002/000577.
Solicitante: DE BRUIJNE DELDEN HOLDING B.V.
Nacionalidad solicitante: Países Bajos.
Dirección: DR. GEWINSTRAAT 1 7491 CB DELDEN PAISES BAJOS.
Inventor/es: JENSE,Willem,Frederik.
Fecha de Publicación: .
Fecha Solicitud PCT: 4 de Septiembre de 2002.
Clasificación Internacional de Patentes:
- B23K26/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 26/00 Trabajo por rayos láser, p. ej. soldadura, corte o taladrado. › Colocación o vigilancia de las piezas, p. ej. con relación al punto de impacto; Alineación, apuntamiento o focalización del haz de rayos láser.
- B23K26/08B
- B23K26/08E2B
Clasificación PCT:
Clasificación antigua:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2359301_T3.pdf
Fragmento de la descripción:
El invento se encuentra en el campo de la mecanización de una pieza de trabajo de acuerdo con un patrón seleccionado por medio de un haz de láser enfocado. Dicho dispositivo es conocido, por ejemplo, por el documento US- A- 6.013.895. Este documento US 6013895 describe un dispositivo para mecanizar una pieza de trabajo transportable en una dirección elegida por medio de un haz de láser enfocado, cuyo dispositivo comprende un ordenador, un dispositivo de láser controlado por el ordenador, cuyo dispositivo de láser genera un haz de láser sustancialmente paralelo, un escáner, que tiene una distancia elegida con respecto a la pieza de trabajo y que comprende un sistema óptico convergente para enfocar el haz de láser en un punto objetivo sobre la pieza de trabajo, unos medios de transporte impulsados por un motor para transportar la pieza de trabajo en la dirección elegida, unos medios de desplazamiento controlados por el ordenador para desplazar el escáner en una dirección sustancialmente perpendicular a dicha dirección elegida, en donde el ordenador controla al dispositivo de tal manera que la mecanización tenga lugar durante el desplazamiento del escáner. Tal operación puede ser, por ejemplo, la unión mutua de dos placas metálicas sobre zonas de soldadura seleccionadas. Un patrón de trozos de papel de lija, por ejemplo discos de lijar, se puede cortar también a partir de una banda de papel de lija que, por ejemplo, se hace avanzar continuamente y que se desenrolla de un rollo y se enrolla en un rollo de enrollar después del procesamiento. Las operaciones pueden tener lugar de tal manera que el punto objetivo del haz de láser enfocado sobre la pieza de trabajo discurra a través de una trayectoria seleccionada. Esta trayectoria puede ser continua o discontinua. En el caso de una trayectoria discontinua, el haz de láser se conecta y desconecta respectivamente en los momentos necesarios. El enfoque del haz de láser infrarrojo y paralelo tiene lugar por medio de un sistema óptico convergente.
Para comprender mejor la descripción del invento que se expone a continuación en la presente memoria, se mencionan dos ejemplos de la técnica anterior.
El primer ejemplo se refiere a una operación de soldadura que usa un dispositivo de láser, por ejemplo un dispositivo de láser de CO2, con una potencia de salida de 3000 W, un área operativa de 1500 X 1500 mm, una distancia focal de 2300 mm, y una velocidad de soldadura de aproximadamente 20 mm/s. Debido a la gran distancia focal existe un punto objetivo relativamente grande, por lo cual la unión soldada es relativamente ancha, por ejemplo del orden de 2 mm. Por este medio se introduce una cantidad de calor relativamente grande en el material para soldar. Si, por ejemplo, se tiene que soldar una pieza pequeña en cada caso en una puerta de coche en las cuatro esquinas, esta operación podría ser técnicamente aceptable, porque los tiempos de desplazamiento del haz de láser desde una esquina a la siguiente esquina son despreciables, es decir, del orden de 0,05 segundos.
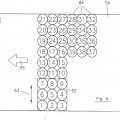
Un segundo ejemplo se refiere al corte de papel de lija usando una potencia de salida de 1500 W, un área operativa de 750 X 750 mm, una distancia focal de 1250 mm, y una velocidad de corte de aproximadamente 600 mm/s. En una anchura de banda de material de 1500 mm, los denominados escáners se usan, por ejemplo, adyacentes entre sí de acuerdo con la técnica anterior, los cuales conjuntamente cubren la anchura total de la banda de material. Un escáner comprende un sistema óptico convergente para enfocar el haz de láser en un punto objetivo sobre la pieza de trabajo, con medios móviles para ajustar la posición espacial y opcionalmente la posición angular de uno o más componentes del sistema óptico, de tal manera que la distancia óptica entre este sistema y el punto objetivo del haz de láser enfocado sobre la pieza de trabajo es sustancialmente constante, y que el punto objetivo discurra a través de una trayectoria que se corresponda con el patrón de mecanización seleccionado, todo ello bajo un control por ordenador. Cuando se corten discos de lijar con un diámetro de 125 mm de la banda de papel de lija, la producción total de ambos escáners es de 12.234 discos por hora.
La base del invento consiste ahora en que se ha averiguado que existe una relación notable entre el área operativa – y por tanto el diámetro focal – y la velocidad de corte que se puede lograr:
(A ) Área operativa 750 X 750 mm, distancia focal 1250 mm.
(B) Área operativa 500 X 500 mm, distancia focal 850 mm.
(C) Área operativa 350 X 350 mm, distancia focal 630 mm.
En los casos A y B, la relación entre las distancias focales es de 1250 : 850 = 1,47. La relación entre las áreas de superficies es 1,472 = 2,16, lo que significa que la velocidad de corte se ha más que duplicado desde 600 mm/s hasta aproximadamente 1290 mm/s. En la práctica se produce una pequeña pérdida con respecto a este valor teórico Se ha averiguado que es factible un valor de 1200 mm/s.
Una comparación entre los casos A y B muestra que las áreas de superficie focal están en la relación de (1250 / 630)2 = 3,92. Esto significaría que las velocidades de corte llegarían a ser ambas cuatro veces mayores y que alcanzarían un valor de 2350. En la práctica se produce una pérdida algo mayor; es factible un valor de 1850 mm/s.
El invento provee ahora un dispositivo para mecanizar una pieza de trabajo transportable en una dirección elegida de acuerdo con un patrón seleccionado por medio de un haz de láser enfocado, por ejemplo unir mutuamente dos placas metálicas sobre zonas de soldadura seleccionadas, cortar piezas de papel de lija de formas y dimensiones seleccionadas a partir de una banda continua de papel de lija, cuyo dispositivo comprende:
un ordenador;
un dispositivo láser controlado por el ordenador, por ejemplo un dispositivo de láser de CO2, con una potencia de salida continua de al menos 200 W, cuyo dispositivo de láser genera un haz sustancialmente paralelo;
un escáner, que tiene una distancia elegida con respecto a la pieza de trabajo, que comprende:
un sistema óptico convergente para enfocar el haz de láser en un punto objetivo sobre la pieza de trabajo, con medios móviles controlados por ordenador para ajustar la posición espacial y opcionalmente la posición angular de uno o más componentes del sistema óptico de tal manera que la distancia óptica entre dicho sistema y el punto objetivo es sustancialmente constante y que el punto objetivo discurre a través de una trayectoria que se corresponde con el patrón seleccionado,
unos medios de transporte impulsados por un motor para transportar la pieza de trabajo en la dirección elegida;
unos medios de desplazamiento controlados por el ordenador para desplazar al escáner en una dirección sustancialmente perpendicular a dicha dirección elegida;
en donde el ordenador controla el dispositivo de tal manera que tenga lugar la mecanización durante el desplazamiento del escáner,
la velocidad de desplazamiento se ajusta continuamente entre cero y la máxima velocidad alcanzable a la cantidad de trabajo disponible dentro de un área operativa del escáner, por lo que, basándose en la máxima potencia de salida del dispositivo láser, se define en la pieza de trabajo el área operativa, de la que la dimensión lineal transversalmente a la dirección de transporte es pequeña con respecto a la dimensión de la pieza de trabajo transversalmente de la dirección de transporte; y
las dimensiones del punto objetivo tienen un valor elegido en cada punto de su trayectoria.
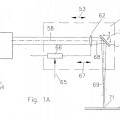
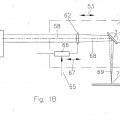
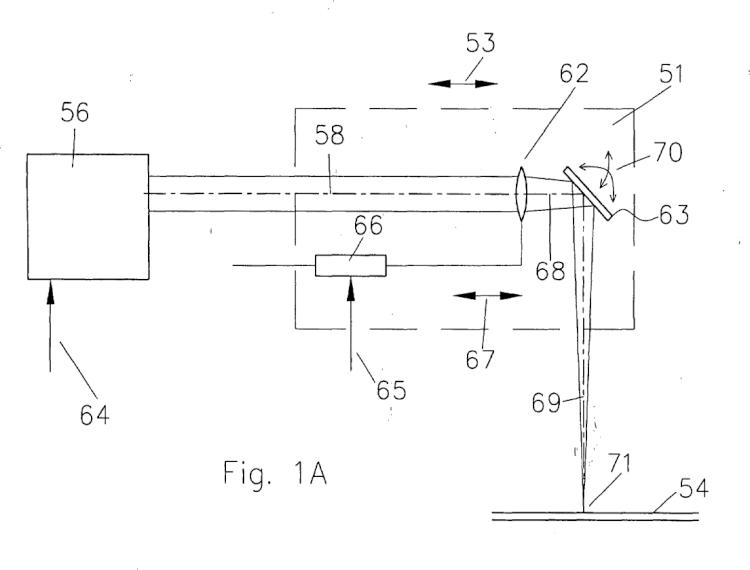
En una realización preferida, el dispositivo tiene la característica especial de que el escáner comprende:
un sistema de lentes convergentes para enfocar el haz de láser a un punto objetivo, con unos medios de desplazamiento lineal controlados por ordenador para ajustar la posición del sistema de lentes de tal manera que la distancia óptica entre dicho sistema y el punto objetivo sea sustancialmente constante; y
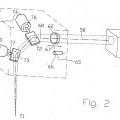
un sistema de espejos dispuesto aguas abajo del sistema de lentes que tiene al menos un espejo plano, con unos medios de rotación controlados por ordenador para ajustar la posición del espejo o de cada espejo de tal manera que el punto objetivo discurra a través de una trayectoria que se corresponda con el patrón elegido.
Se podría hacer uso de solamente un espejo plano que pueda disponerse para efectuar un movimiento de barrido... [Seguir leyendo]
Reivindicaciones:
1. Un dispositivo para mecanizar una pieza de trabajo (54) transportable en una dirección elegida de acuerdo con un patrón seleccionado por medio de un haz de láser enfocado, por ejemplo uniendo mutuamente dos placas metálicas sobre zonas de soldadura seleccionadas, cortando trozos de papel de lija de formas y dimensiones seleccionadas a partir de una banda continua de papel de lija, cuyo dispositivo comprende:
un ordenador (60);
un dispositivo láser (56) controlado por el ordenador (60), por ejemplo un dispositivo láser de CO2, con
una potencia de salida continua de como mínimo 200W, cuyo dispositivo láser (56) genera un haz (58)
sustancialmente paralelo;
un escáner (51) que tiene una distancia elegida con respecto a la pieza de trabajo, que comprende:
un sistema óptico convergente (62) para enfocar el haz de láser (58) en un punto objetivo (71) sobre la pieza de trabajo (54), con unos medios de movimiento controlados por ordenador para ajustar la posición angular de uno o más componentes del sistema óptico (62) de tal manera que la distancia óptica entre dicho sistema y el punto objetivo es sustancialmente constante y que el punto objetivo discurre a través de una trayectoria que se corresponde con el patrón seleccionado;
por lo que, basándose en la máxima potencia de salida del dispositivo láser, se define en la pieza de trabajo el área operativa, de la que la dimensión lineal transversalmente a la dirección de transporte es pequeña con respecto a la dimensión de la pieza de trabajo transversalmente de la dirección de transporte;
unos medios de transporte (80) accionados por un motor para transportar la pieza de trabajo (54) en la dirección elegida;
unos medios de desplazamiento controlados por el ordenador (56) para desplazar al escáner (51) en una dirección sustancialmente perpendicular (53) a dicha dirección elegida (55);
en donde el ordenador controla al dispositivo de tal manera que la mecanización tenga lugar durante el desplazamiento el escáner,
la velocidad de desplazamiento se ajusta continuamente entre cero y la máxima velocidad alcanzable a la cantidad de trabajo disponible dentro de un área operativa del escáner, por lo cual, basándose en la máxima potencia de salida del dispositivo láser, se ha definido sobre la pieza de trabajo el área operativa, de la cual, la dimensión lineal transversalmente de la dirección de transporte es pequeña con respecto a la dimensión de la pieza de trabajo transversalmente de la dirección de transporte , y
las dimensiones del punto objetivo tienen un valor elegido en cada punto de su trayectoria.
2. Un dispositivo según la reivindicación 1, en el que el escáner (51) comprende:
un sistema de lente convergente (62, 63) para enfocar el haz de láser en un punto objetivo, con unos
medios de desplazamiento (66) controlados por ordenador para ajustar la posición del sistema de lentes (62, 63) de
tal manera que la distancia óptica entre dicho sistema y el punto objetivo es sustancialmente constante; y
un sistema de espejos (72, 73) instalado aguas abajo del sistema de lentes (62, 63) que tiene al menos un espejo plano, con unos medios de rotación controlados por ordenador para ajustar la posición del espejo o de cada espejo (72, 73) de tal manera que el punto objetivo discurra a través de una trayectoria correspondiente con el patrón elegido.
3. Un dispositivo según la reivindicación 2, en el que el sistema de espejos (72, 73) comprende dos espejos planos, cada uno de los cuales se puede configurar en un movimiento de barrido mediante un motor de rotación (74, 75) de tal manera que puedan causar que el haz de láser barra en unas direcciones mutuamente perpendiculares.
4. Un dispositivo según la reivindicación 2, en el que los medios de rotación comprenden dos galvomotores.
5. Un dispositivo según la reivindicación 2, en el que el sistema de espejos comprende dos espejos que pueden causar que el haz le láser barra en dos direcciones mutuamente perpendiculares.
6. Un dispositivo según la reivindicación 1, en el que las dimensiones del punto objetivo son sustancialmente iguales en cada punto sobre su trayectoria.
7. Un dispositivo según la reivindicación 1, en el que los medios de transporte se accionan intermitentemente de tal manera que permanezcan en reposo durante una fase de mecanización.
8. Un dispositivo según la reivindicación 1, en el que el control por ordenador tiene lugar de tal manera que la mecanización se lleve a cabo a la máxima velocidad posible.
9. Un dispositivo según la reivindicación 1, en el que el sistema óptico está exento de lentes y solamente comprende un sistema de espejos con al menos un espejo cóncavo, por ejemplo un espejo parabólico.
10. Un dispositivo según la reivindicación 1, en particular para las operaciones de corte, en las cuales las dimensiones del punto objetivo sean lo más pequeñas que sea posible.
11. Un dispositivo según la reivindicación 1, en cual el eje o cada eje de rotación del espejo o de cada espejo del sistema de espejos coincida sustancialmente con un eje de inercia del mismo.
Patentes similares o relacionadas:
Dispositivo para el corte pletinas de chapa de una banda de chapa, del 20 de Noviembre de 2019, de Schuler Pressen GmbH: Dispositivo para cortar pletinas de chapa a partir de una banda de chapa , que comprende: un dispositivo de corte por láser que puede moverse de un lado a […]
Procedimiento de ablación láser y procedimiento de soldadura para piezas de trabajo, del 6 de Noviembre de 2018, de WISCO Lasertechnik GmbH: Procedimiento de ablación láser y de soldadura para piezas de trabajo , en particular chapas, donde el procedimiento comprende los siguientes […]
Cabezal de mecanizado por láser con un inserto para soportar una óptica, del 25 de Abril de 2018, de Precitec GmbH & CO. KG: Cabezal de mecanizado por láser para cortar o soldar una pieza de trabajo por medio de un rayo láser, con una carcasa y con un inserto para soportar una […]
MANIQUÍ PARA EL TRATAMIENTO SUPERFICIAL DE PANTALONES, del 6 de Noviembre de 2017, de JEANOLOGÍA, S.L: Maniquí para el tratamiento superficial de pantalones. Maniquí para el tratamiento superficial de pantalones, que comprende una estructura de soporte superior […]
MÁQUINA PARA EL MARCADO POR LÁSER DE PRODUCTOS TEXTILES, del 18 de Mayo de 2017, de MACSA ID, S.A.: Máquina de marcado por láser de productos textiles que comprende dos cintas transportadoras de doble sentido de desplazamiento (avance y retroceso) […]
Optica láser con seguimiento de costura pasivo, del 30 de Noviembre de 2016, de Scansonic MI GmbH: Dispositivo para guiar un rayo láser a lo largo de una trayectoria específica, que presenta: - un módulo de entrada de rayo láser , configurado para dirigir […]
Dispositivo de soldadura y procedimiento para soldar, del 9 de Noviembre de 2016, de ROBERT BOSCH GMBH: Dispositivo de soldadura con una fuente de radiación , en donde la fuente de radiación está configurada para generar radiación electromagnética para la […]
EQUIPO PARA EL ANÁLISIS DE RESIDUOS DE DISPAROS, MÉTODOS PARA LA DETERMINACIÓN DE LA PRESENCIA DE RESIDUOS DE DISPARO Y MÉTODO PARA DETERMINAR LA DISTANCIA DE DISPARO, del 21 de Julio de 2016, de INDRA SISTEMAS, S.A.: Equipo para el análisis de residuos de disparos, que consiste en un equipo basado en la espectrometría de plasma inducido por láser, que comprende: - un cabezal láser […]