EQUIPO Y PROCEDIMIENTO PARA FABRICAR DE MANERA CONTINUA PAQUETES DE PILAS DE BALDOSAS O SIMILARES.
Equipo (10) para fabricar de forma continua unos paquetes (100) de pilas de baldosas (11,
11', 11'') o similares a lo largo de un flujo de trabajo (F) que comprende un transportador de trabajo (14), alimentado con dichas pilas de baldosas (11, 11', 11'') y desde el cual salen dichos paquetes (100), un primer grupo (19) para alimentar, en la parte superior de dicho transportador de trabajo (14) debajo de las pilas, una película de plástico (20) que sobresale lateralmente desde la parte inferior de dichas pilas (11, 11', 11''), un segundo grupo (17, 17') para alimentar, en la parte superior de dicha película de plástico (20) debajo de la pila, dos elementos laminares (18, 18') paralelos entre sí, que sobresalen lateralmente desde la parte inferior de dichas pilas (11, 11', 11''), unos medios (24) para la elevación vertical y el enrollado superior de dichas partes que sobresalen lateralmente de dicha película de plástico (20) alrededor de dichas pilas (11, 11', 11'') durante su avance, un dispositivo de soldadura longitudinal (22) de bordes superpuestos de dicha película de plástico (20) enrollada y un dispositivo de soldadura transversal frontal/posterior (25) de dicha película de plástico (20) enrollada y soldada alrededor de dichas pilas (11, 11', 11'')
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08154858.
Solicitante: SITMA S.P.A..
Nacionalidad solicitante: Italia.
Dirección: VIA VIGNOLESE 1910 41057 SPILAMBERTO-MODENA ITALIA.
Inventor/es: BALLESTRAZZI, ARIS, TASSI, LAMBERTO.
Fecha de Publicación: .
Fecha Solicitud PCT: 21 de Abril de 2008.
Fecha Concesión Europea: 1 de Septiembre de 2010.
Clasificación Internacional de Patentes:
- B65B11/58B
- B65B23/20 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 23/00 Embalaje de objetos frágiles o sensibles a los golpes, que no sean botellas; Desembalado de huevos (metido de objetos en un medio antichoque B65B 55/20). › Embalaje de placas de vidrio, tejas o pizarras.
- B65B55/20 B65B […] › B65B 55/00 Conservación, protección o purificación de paquetes o de conjunto paquete-contenido (embalando en condiciones atmosféricas o gaseosas especiales B65B 31/00; dispositivos para colocar hojas, tapones o zunchos de protección alrededor del contenido B65B 61/22). › Metido del contenido en un material antigolpes, p. ej. espuma plástica, sustancia granular.
- B65B9/06C
- B65B9/06D
Clasificación PCT:
- B65B11/10 B65B […] › B65B 11/00 Embalaje por envoltura, p. ej. cerrando completa o parcialmente objetos o cantidades de materiales, en cintas, hojas o sobres de material flexible (embalaje de artículos aplicando cintas estrechas o bandas de material flexible B65B 13/00). › para replegar las envolturas en forma de tubo alrededor del contenido.
- B65B11/58 B65B 11/00 […] › Aplicación de dos o más envolturas, p. ej. sucesivamente.
- B65B23/20 B65B 23/00 […] › Embalaje de placas de vidrio, tejas o pizarras.
- B65B9/06 B65B […] › B65B 9/00 Encerrado sucesivo de objetos, de cantidades de materiales, p. ej. líquidos o semilíquidos, en bandas planas, plegadas o tubulares, hechas de hojas de materia flexible; División de los tubos flexibles llenados para formar paquetes. › Encerrado de sucesivos objetos, o cantidades de material, en una banda plegada a lo largo o en una banda plegada en forma de tubo alrededor de objetos en cantidades de materiales.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
La presente invención se refiere a un equipo y a un procedimiento para fabricar de forma continua paquetes de pilas de baldosas y similares.
En el campo de las baldosas, baldosas cerámicas, baldosas de terracota, etc., dichos productos se apilan de forma ordenada y se disponen dentro de un cartón (mediante la técnica de envolver a su alrededor), posiblemente incorporando una unión para el mantenimiento del paquete.
Sin embargo, este tipo de embalaje, destinado a proteger baldosas, adolece de varios inconvenientes, debido a que puede provocar dificultades en la detección del producto presente en el interior del paquete, a su vez identificable únicamente mediante el etiquetado exterior.
Un inconveniente adicional importante está provocado porque el paquete, si está afectado por humedad o lluvia en un posible lugar de almacenaje abierto de la planta y/o de los distribuidores próximos, tiende a destruirse, por lo que ya no puede desempeñar su función, que también es la de contención.
Se debe decir lo mismo en lo que respecta a los lugares de trabajo, a los que llegan los paquetes, con anterioridad a su utilización en las distintas salas cubiertos por baldosas.
Además, el embalaje de cartón, si está realizado en la forma de cajas preparadas con anterioridad, conduce a la creación de preformas en varios formatos con problemas de almacenaje debidos a las propias preformas, costes de fabricación de los punzones de sacabocado para su preforma, y cierto volumen adicional en las pilas de baldosas o, en cualquier caso, volumen de almacenaje de los distintos formatos de preformas.
Obviamente, todo lo mencionado anteriormente debe tener en cuenta que el embalaje se debe realizar de forma automática en máquinas destinadas a este fin, capaces de tratar tanto los distintos formatos de preformas, como las pilas de baldosas que no se pueden manipular fácilmente.
El objetivo de la presente invención es fabricar un dispositivo capaz de solucionar los inconvenientes mencionados anteriormente de la técnica anterior, de un modo extremadamente sencillo, económico y particularmente funcional.
Otro objetivo es fabricar un equipo y un procedimiento para fabricar de forma continua paquetes de pilas de baldosas o similares, de manera que se protejan las baldosas y, simultáneamente, sea posible la identificación del tipo desde el exterior.
Todavía otro objetivo es poder disponer de un equipo y de un procedimiento para fabricar de forma continua paquetes de baldosas o similares que no se deterioren debido a la humedad.
Estos objetivos según la presente invención se alcanzan mediante un equipo y un procedimiento para fabricar de forma continua paquetes de pilas de baldosas o similares, según se indica en la reivindicación 1.
En las reivindicaciones posteriores, se ponen de manifiesto otras características de la invención.
Las características y ventajas del equipo y un procedimiento para fabricar de forma continua paquetes de pilas de baldosas o similares según la presente invención se pondrán de manifiesto a partir de la siguiente descripción a título de ejemplo no limitativo, haciendo referencia a los dibujos esquemáticos adjuntos, en los que:
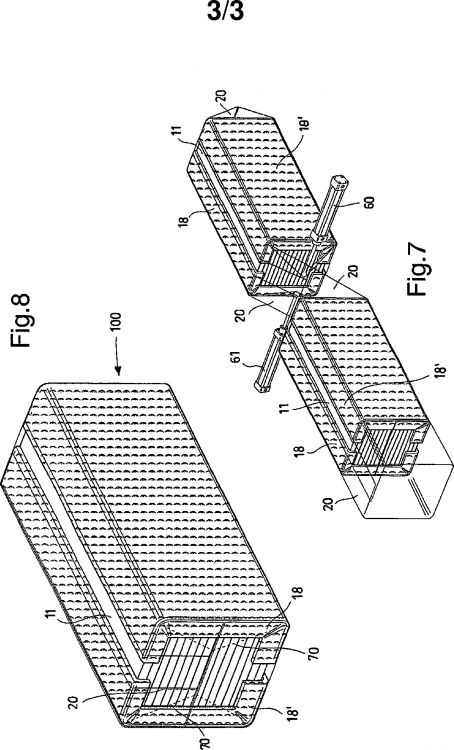
la Figura 1 es una vista en alzado lateral del equipo para fabricar de manera continua paquetes de pilas de baldosas o similares según la presente invención; la Figura 2 es una vista en alzado del equipo para fabricar de manera continua paquetes de pilas de baldosas o similares de la Figura 1 según la presente invención; las Figuras 3 a 6 son vistas de paquetes de pilas de baldosas respectivas por las líneas III-III, IV-IV, V-V y VI-VI de la Figura 2; la Figura 7 es una vista ampliada en perspectiva de una parte del equipo para fabricar de manera continua paquetes de pilas de baldosas o similares según la presente invención; y la Figura 8 es una vista en perspectiva de un paquete de pilas de baldosas o similares que se pueden obtener mediante el equipo según la presente invención.
Haciendo referencia a las figuras, se muestra el equipo 10 para fabricar de manera continua paquetes 100 de pilas de baldosas 11, 11', 11'' o similares.
Dicho equipo 10 para fabricar de manera continua unos paquetes 100 de pilas de baldosas 11, 11', 11'' o similares en un flujo de trabajo F comprende un transportador de trabajo 14, alimentado por unas pilas de baldosas 11, 11', 11'' y del cual salen los paquetes 100, un primer grupo 19 para alimentar una película de plástico 20 y un segundo
grupo 17, 17' para alimentar dos elementos laminares 18, 18'.
En particular, según la invención, la película de plástico 20 se alimenta de manera continua sobre el transportador de trabajo 14, de manera que se extienda lateralmente debajo de la pila de baldosas 11, 11', 11'', y los dos elementos laminares 18, 18' se alimenten paralelos entre sí sobre la película de plástico 20, de manera que cada uno de los mismos sobresalen lateralmente por debajo de la pila de baldosas 11, 11', 11''.
El equipo 10 según la presente invención también comprende unos medios 24 para la elevación vertical y el enrollado superior de los bordes que sobresalen lateralmente de la película de plástico alrededor de la pila de baldosas 11, 11', 11'' durante su avance, un dispositivo de soldadura longitudinal 22 de dichos bordes superpuestos de la película de plástico 20 y un dispositivo de soldadura transversal frontal/posterior 25 de la película de plástico 20 se enrollan y se sueldan alrededor de las pilas de baldosas 11, 11', 11''.
Por lo tanto, gracias a dicho equipo 10, se puede obtener un paquete 100 de pilas de baldosas 11, 11', 11'' tal como se puede apreciar en la Figura 8.
De hecho, los medios 24, elevando verticalmente los bordes de la película de plástico 20 que sobresalen lateralmente desde las pilas de baldosas 11, 11', 11'', también elevan y simultáneamente enrollan los elementos laminares 18, 18', debido a que estos también se alimentan lateralmente sobresaliendo por debajo de las pilas de baldosas 11, 11', 11''.
En la forma de realización que se muestra en las Figuras 1 y 2, dichos medios 24 son dos barras que, empezando desde el transportador 14, se extienden con una primera sección que se eleva y una segunda sección paralela a dicho transportador 14 girada, tal como se puede apreciar en la Figura 2, hacia el centro del propio transportador 14.
De esta manera, durante el avance de la película de plástico alimentada al transportador 14 que sobresale lateralmente más allá de las dos barras 24, Figura 3, se elevan sus bordes que sobresalen lateralmente, y con ellos parte de los dos elementos laminares 18, 18', tal como se muestra en la Figura 3. Dichos bordes también están enrollados, de manera que se superpongan en la parte superior de las pilas de baldosas 11, 11', 11'', Figuras 4 y 5.
Posiblemente, con el fin de favorecer dicho procedimiento de elevación vertical y dicho procedimiento de enrollado superior de los bordes que sobresalen lateralmente de la película de plástico 20, se conectan unos rodillos de giro libre 80 a dichos dos vástagos.
Soldando longitudinalmente los bordes de la película de plástico 20 mencionados anteriormente, elevados y superpuestos en la parte superior de las pilas de baldosas 11, 11', 11'', se procederá a la unión de los elementos laminares 18, 18' de manera que se enrollen lateralmente a las mismas pilas de baldosas 11, 11', 11''.
Posteriormente, los paquetes 100 se completan mediante soldadura transversal, tanto en la parte frontal como en la posterior, de las partes de la película de plástico 20 que se proyectan encima y debajo de las baldosas 11, 11', 11''.
Con esta última operación, que se puede apreciar en la Figura 1 y que, posiblemente, también prevé el enrollado de partes pequeñas de los elementos laminares 18, 18' que sobresalen en la parte frontal y posterior de la pila de baldosas 11, 11', 11'' mencionada, la película de plástico 20 se enrolla en su totalidad alrededor de dicha pila de baldosas 11, 11', 11'', uniendo los dos elementos laminares 18, 18' en la posición de enrollado lateral mencionada anteriormente, que se puede apreciar en la Figura 8.
De acuerdo con la invención, preferentemente, está previsto que los dos elementos laminares 18, 18' estén fabricados en envoltorio de burbujas, esponja, cartón u otro material mullido, con el objetivo de proteger las partes críticas...
Reivindicaciones:
1. Equipo (10) para fabricar de forma continua unos paquetes (100) de pilas de baldosas (11, 11', 11'') o similares a lo largo de un flujo de trabajo (F) que comprende un transportador de trabajo (14), alimentado con dichas pilas de baldosas (11, 11, 11) y desde el cual salen dichos paquetes (100), un primer grupo (19) para alimentar, en la parte superior de dicho transportador de trabajo (14) debajo de las pilas, una película de plástico (20) que sobresale lateralmente desde la parte inferior de dichas pilas (11, 11', 11''), un segundo grupo (17, 17') para alimentar, en la parte superior de dicha película de plástico (20) debajo de la pila, dos elementos laminares (18, 18') paralelos entre sí, que sobresalen lateralmente desde la parte inferior de dichas pilas (11, 11', 11''), unos medios
(24) para la elevación vertical y el enrollado superior de dichas partes que sobresalen lateralmente de dicha película de plástico (20) alrededor de dichas pilas (11, 11', 11'') durante su avance, un dispositivo de soldadura longitudinal (22) de bordes superpuestos de dicha película de plástico (20) enrollada y un dispositivo de soldadura transversal frontal/posterior (25) de dicha película de plástico (20) enrollada y soldada alrededor de dichas pilas (11, 11', 11'').
2. Equipo (10) según la reivindicación 1, caracterizado porque comprende además un dispositivo de cinta (50) aguas abajo de dicho dispositivo de soldadura longitudinal (22) dispuesto sobre la parte superior de dichas pilas (11, 11', 11''), con el fin de alisar dicha película de plástico (20) enrollada y soldada longitudinalmente en su parte superior.
3. Equipo (10) según la reivindicación 1, caracterizado porque comprende además, aguas abajo de dicho dispositivo de soldadura transversal (25), unos medios (60, 61) para plegar, hacia la parte interior de dicho transportador de trabajo (14), unas partes que sobresalen en la parte frontal y en la parte posterior de dichas pilas (11, 11', 11'') de dicha película de plástico (20) soldada longitudinal y transversalmente.
4. Equipo (10) según la reivindicación 1, caracterizado porque comprende además, aguas arriba de dicho transportador de trabajo (14), un transportador alimentador
(12) y, posteriormente, un transportador de inserción (13) provisto de una primera
fotocélula (40) para insertar dichas pilas (11, 11', 11'') en dicho transportador de trabajo
(14) de acuerdo con un paso preestablecido.
5. Equipo (10) según la reivindicación 1, caracterizado porque comprende además, aguas abajo de dicho transportador de trabajo (14), un transportador de avance
(21) y un transportador de descarga (16) de dichos paquetes (100).
6. Equipo (10) según la reivindicación 5, caracterizado porque el transportador de avance (21) puede ralentizar su velocidad de avance o invertirla con respecto a dicho flujo (F).
7. Equipo (10) según la reivindicación 6, caracterizado porque en dicha cinta de descarga (16) comprende un elemento de horno (23) para la retracción térmica de dicha película de plástico (20) de dicho paquete (100) enrollada y soldada alrededor de dichas pilas (11, 11', 11'').
8. Equipo (10) según la reivindicación 1, caracterizado porque comprende una segunda fotocélula (41) dispuesta en dicho transportador (14) aguas arriba de dicho dispositivo de soldadura transversal (25), para su activación.
9. Equipo (10) según la reivindicación 1, caracterizado porque dicho segundo grupo para la alimentación (17, 17') de dos elementos laminares (18, 18') comprende unos medios (30) para cortar y separar longitudinalmente dichos elementos laminares (18, 18') adaptados para alimentarlos en dicho transportador de trabajo (14) separados entre sí y cuya longitud se corresponde con dichas pilas (11, 11', 11'').
10. Equipo (10) según la reivindicación 9, caracterizado porque dichos medios (30) para cortar y separar longitudinalmente dichos elementos laminares (18, 18') son por lo menos un rodillo (31) y por lo menos un contrarrodillo (32), estando provisto cada uno de ellos de por lo menos un elemento de corte (33, 33') para dichos elementos laminares (18, 18') durante su paso entre dicho por lo menos un rodillo (31) y dicho por lo menos un contrarrodillo (32) correspondiente.
11. Procedimiento para fabricar de forma continua unos paquetes (100) de pilas de baldosas (11, 11', 11'') que comprende las etapas siguientes:
12. Procedimiento según la reivindicación 11, caracterizado porque comprende las etapas siguientes: - alimentar, en un transportador de trabajo (14) dichas pilas (11, 11', 11''); - alimentar, en el transportador de trabajo (14), debajo de dichas pilas de baldosas (11, 11', 11''), una película de plástico (20) que sobresale lateralmente desde dichas pilas de baldosas (11, 11', 11''); - alimentar, en dicho transportador de trabajo (14), debajo de dichas pilas de baldosas (11, 11', 11'') y en la parte superior de dicha película de plástico (20), dos elementos laminares (18, 18') que sobresalen lateralmente desde dichas pilas de baldosas (11, 11', 11''); - elevar lateralmente y enrollar la parte superior de dicha parte que sobresale de dicha película de plástico (20) alrededor de dichas pilas de baldosas (11, 11', 11''); - cerrar longitudinalmente dicha película de plástico (20) en la parte superior de dichas pilas de baldosas (11, 11', 11''); - soldar transversalmente dicha película de plástico (20) en la parte frontal y la parte posterior de dichas pilas de baldosas (11, 11', 11'').
- aplanar la parte superior de dicha película de plástico (20), que está soldada y enrollada en la parte superior de las pilas de baldosas (11, 11', 11''); y
- plegar, hacia la parte interior de dicho transportador de trabajo (14), unas partes que sobresalen delante y detrás de dichas pilas de baldosas (11, 11', 11'') de dicha película de plástico (20) soldada.
13. Procedimiento según la reivindicación 12, caracterizado porque comprende la etapa posterior de alimentar dichos paquetes en un horno (23), con el fin de retraer mediante calor dicha película de plástico (20) alrededor de dichas pilas de baldosas (11, 11', 11'').
Patentes similares o relacionadas:
Una máquina de empaquetado mejorada, del 20 de Noviembre de 2019, de SYSTEM CERAMICS S.P.A.: Una máquina de empaquetado, que comprende: una superficie de descanso para soportar una o más piezas (B) en blanco destinados a formar un empaquetado […]
Grupo de empaquetado y sujeción para artículos planos, así como método respectivo, del 11 de Abril de 2019, de BEMA - S.R.L.: Grupo de empaquetado y sujeción para obtener un paquete mediante el plegado de una pieza troquelada (B) u hoja alrededor de un artículo (A), que comprende un armazón […]
Embalaje, procedimiento y planta de embalado, del 20 de Marzo de 2019, de Granitifiandre Societa' Per Azioni: Embalaje que comprende: - un artículo que presenta dos caras opuestas y una pluralidad de flancos, de los cuales por lo menos un […]
Grupo para posicionar elementos de protección dentro de un envase rígido y método para posicionar tales elementos de protección, del 5 de Marzo de 2019, de BEMA - S.R.L.: Un grupo para posicionar un elemento (P) para proteger artículos (A), tales como placas de cerámica o azulejos dispuestos apilados dentro de un envase rígido […]
Método para formar y flejar paquetes de láminas de pizarra y máquina empleada, del 14 de Diciembre de 2016, de BARBIERI & TAROZZI IBÉRICA, S.L: Es objeto de la invención un método para formar y flejar paquetes de láminas de pizarra que comprende aplicar presión sobre un primer lateral y aplicar presión sobre […]
 Aparato para sostener y manipular un cartón en una máquina que empaqueta baldosas, del 17 de Febrero de 2016, de Nuova Sima S.p.A: Grupo de agarre y manipulación de una pieza troquelada de cartón de una máquina para empaquetar una o más baldosas apiladas, comprendiendo la pieza troquelada […]
Aparato para sostener y manipular un cartón en una máquina que empaqueta baldosas, del 17 de Febrero de 2016, de Nuova Sima S.p.A: Grupo de agarre y manipulación de una pieza troquelada de cartón de una máquina para empaquetar una o más baldosas apiladas, comprendiendo la pieza troquelada […]
Aparato para el embalaje de una baldosa o una pila de baldosas con un par de piezas de cartón, del 8 de Julio de 2015, de Nuova Sima S.p.A: Un aparato para el embalaje de una baldosa o una pila de baldosas por medio de un par de piezas de cartón, comprendiendo la baldosa o pila de baldosas 5 una […]
Un procedimiento para empaquetar artículos planos, del 24 de Septiembre de 2014, de Nuova Sima S.p.A: Un procedimiento para empaquetar por lo menos un artículo plano, el artículo comprendiendo dos superficies opuestas, superior e inferior, y una pluralidad […]