Procedimiento y equipo para la fabricación de recipientes de vidrio con cuello roscado internamente.
Procedimiento para la fabricación de recipientes de vidrio dotados de un cuello roscado internamente que comprende las etapas de:
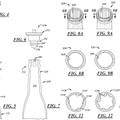
a) alimentar una gota (2) de vidrio fundido dentro de una cámara (5) de un primer molde (4) equipado con un émbolo (6) que tiene al menos una acanaladura (15) o nervio helicoidal en su superficie exterior;
b) extraer el émbolo (6) del vidrio mediante un movimiento de rotación-traslación,
en el que dicho émbolo (6) se hace rotar alrededor de un eje longitudinal (X-X) mientras se extrae longitudinalmente, con el fin de desenroscar el émbolo del vidrio, dejando una impresión roscada en la parte de vidrio correspondiente a la boca (M) del recipiente que va a producirse;
c) soplar aire en la boca (M) hasta que se forma el recipiente;
en el que el movimiento de rotación-traslación para la extracción del émbolo en la etapa b) se genera mediante:
un actuador (30) lineal que actúa sobre el émbolo (6), efectuando de ese modo un movimiento lineal del émbolo (6) a lo largo de dicho eje longitudinal (X-X),
un cuerpo (14) de guía, en el que el émbolo (6) se mueve en relación con el cuerpo (14) de guía a lo largo de dicho eje longitudinal (X-X), y
una guía (16, 17) helicoidal coaxial al eje longitudinal (X-X) y que se proporciona entre dicho cuerpo (14) de guía y dicho émbolo (6) y que transforma directamente dicho movimiento lineal efectuado por dicho actuador (30) lineal sobre dicho émbolo (6) en dicho movimiento de rotación-traslación de dicho émbolo (6).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2011/002659.
Solicitante: OWENS-BROCKWAY GLASS CONTAINER INC..
Inventor/es: MORETTIN, AMBROGIO, VILLARET DE CHAUVIGNY,BENOÎT, BRIGNOLO,GINO GIOVANNI, CAMPODONICO,FEDERICO, PERRONE,DALMAZIO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- C03B9/16 QUIMICA; METALURGIA. › C03 VIDRIO; LANA MINERAL O DE ESCORIA. › C03B FABRICACION O MODELADO DE VIDRIO O DE LANA MINERAL O DE ESCORIA; PROCESOS SUPLEMENTARIOS EN LA FABRICACION O MODELADO DE VIDRIO O DE LANA MINERAL O DE ESCORIA (tratamiento de la superficie C03C). › C03B 9/00 Soplado del vidrio; Producción de artículos de vidrio hueco soplados. › en máquinas con moldes invertibles.
PDF original: ES-2537902_T3.pdf
Fragmento de la descripción:
Procedimiento y equipo para la fabricación de recipientes de vidrio con cuello roscado internamente Campo de la invención La presente invención se refiere a un procedimiento y a un equipo para la fabricación de recipientes de vidrio, particularmente botellas, dotados de un cuello roscado internamente y a un recipiente de vidrio de este tipo. En particular, la presente invención se refiere a un procedimiento y a un equipo adecuados para elaborar botellas de vino o bebidas alcohólicas con una rosca ubicada en una superficie interna del cuello del recipiente y adecuada para el enganche/desenganche reversible de un tapón compresible mediante enroscado/desenroscado.
Antecedentes y sumario de la divulgación Se conoce desde hace muchas décadas taponar botellas de vino y bebidas alcohólicas por medio de un tapón de corcho cilíndrico que se presiona en el cuello de la botella con una determinada tasa de compresión. Aunque esta técnica se ha usado durante mucho tiempo de manera exclusiva, en los últimos años el tapón de corcho se puso en entredicho de nuevo por diversos motivos vinculados principalmente con el coste y la calidad del vino almacenado, en particular el desarrollo del denominado sabor "a corcho".
Los tapones compresibles compuestos por material sintético se desarrollaron como sustitutos de los tapones de corcho de botellas de vino y se usan cada vez más. Estos tapones sintéticos compresibles se consideran neutros en relación con el vino embotellado, y su coste es más fácil de mantener bajo control que el de los tapones de corcho. Sin embargo, tienen la desventaja de que no tienen, o tienen una capacidad de reciclado baja y no siempre son fáciles de extraer. Estos tapones sintéticos también pueden evocar en los consumidores una imagen de producción industrial y baja calidad.
También se conoce que las botellas de vino pueden taponarse con tapas que se enroscan. Esta técnica de taponado puede controlarse bien y el resultado de preservación se considera similar al de los tapones de corcho o sintéticos. Además, las tapas que se enroscan son reciclables, al menos en teoría, tras separar el revestimiento interno de la tapa. Sin embargo, especialmente en Europa, esta técnica de taponado puede considerarse aún reservada para vinos de gama baja y vinos del denominado nuevo mundo.
Las botellas dotadas de rosca interna se conocen desde hace mucho tiempo. Tal tipo de botella se describe, por ejemplo, en los documentos US2026304, FR1170472, US516726, US868914, US173089, US482682, US52269 y EP0027780. El documento EP0027780 describe diferentes tipos de cuellos de recipiente con acanaladuras o nervios internos. Se muestra un cuello de una botella de champán que tiene nervios que forman un ángulo de 30º con la vertical.
El documento EP1501738 describe un método para elaborar una botella de cerámica dotada de un cuello roscado internamente. El método consiste en las siguientes fases: hacer coincidir un tubo roscado con el extremo inferior de un cuerpo con forma de embudo; colocar el tubo roscado y el cuerpo con forma de embudo sobre el extremo superior de un modelo de dos partes e inyectar el material de cerámica a través del cuerpo en el modelo; descargar el exceso de material dándole la vuelta al modelo; separar el cuerpo del modelo dejando el tubo roscado en el cuello de la botella; reducir el tubo roscado a cenizas con el fin de liberar la rosca.
Hoy en día también se conocen procedimientos automatizados para la producción de recipientes de vidrio. Por ejemplo, en el denominado procedimiento de "soplado y soplado", se alimentan gotas de vidrio fundido a cámaras de respectivos moldes preparadores dotados cada uno, en una parte inferior, de un émbolo, que puede moverse en dirección vertical entre una posición descendida y una elevada. Justo antes de que la gota entre en el molde, el émbolo se eleva y forma una impresión en el vidrio que rodea el émbolo. El émbolo se baja dejando la impresión en la gota y, posteriormente, se sopla aire a través de la impresión para formar la gota dando lugar a un cuerpo tubular, cerrado en el extremo superior y conocido en el campo técnico como "parisón". El parisón se transfiere entonces a un molde de soplado final en el que se suspende por el cuello. Se sopla aire de nuevo en el parisón, que se infla llenando toda la cavidad del molde de soplado final, adoptando la forma final de la botella.
A primera vista, producir un recipiente de vidrio con un cuello de rosca interna puede parecer sencillo. En la práctica, ese no es el caso, en particular cuando se refiere a la producción industrial con costes controlados. De hecho, es difícil producir tales recipientes con cuello roscado con un procedimiento controlado, reproducible y robusto, que se transfiera fácilmente de una planta a otra o de una línea de producción a otra. Además, deberá mantenerse la velocidad de producción de las máquinas existentes, al tiempo que se controla la calidad producida en las líneas de producción para evitar cualquier desecho de vidrio.
El documento JP 62-003028 describe un aparato para producir una botella con rosca interior. Se forma una rosca
sobre la superficie interna de la parte inferior de la gota por parte del émbolo. El émbolo se baja entonces con rotación y se lleva a cabo la operación de soplado en sentido contrario.
La patente estadounidense 1.502.560 describe una máquina para elaborar botellas, o recipientes similares, que están dotadas, dentro de la parte de boca, de una rosca de enroscado interna. Usa un mandril o émbolo asociado con cada molde que tiene una parte de punta que está dotada de una rosca que sirve para formar una rosca dentro de la boca de la botella.
Otros procedimientos de fabricación propuestos principalmente en la primera mitad del siglo XIX se describen en los documentos GB 132.589, US 2.215.984, DE 183525, US 1.406.722, FR 697.986, US 1.560.158, BE 488693.
Sin embargo, el equipo descrito en esos documentos usa mecanismos complicados para generar un movimiento de rotación de un macho de roscar que parecen ser propensos a fallos y necesitan mucho espacio, haciendo difícil que se usen con los equipos de fabricación de hoy en día. Además, la operación de formación de parisón tal como se muestra en esos documentos requiere mucho tiempo y puede ralentizar la velocidad de producción. Además, esos métodos imprimen una única rosca con un paso pequeño y varias vueltas en el recipiente, lo que hace que el recipiente sea poco ergonómico e incómodo de abrir y cerrar para el usuario.
Por tanto, es un objeto de la presente invención proporcionar un procedimiento rápido y eficaz para la fabricación de botellas de vidrio con un cuello roscado internamente.
Otro objeto de la presente invención es proporcionar un equipo estructuralmente sencillo y fiable para la fabricación de botellas de vidrio con un cuello roscado internamente, que pueda usarse en las máquinas de fabricación de recipientes de vidrio existentes con un cambio mínimo del equipo existente.
Un objeto adicional de la invención es proporcionar un recipiente de vidrio que puede producirse con el método y/o equipo de la presente invención, específicamente una botella para contener vino y/o bebidas alcohólicas, con un cuello roscado internamente que puede abrirse y cerrarse rápida y ergonómicamente mientras aún proporciona una buena capacidad de sellado.
Los objetos de la invención se consiguen mediante el contenido de las reivindicaciones independientes. En las reivindicaciones dependientes se definen realizaciones preferidas.
Según un primer aspecto, la presente invención se refiere a un procedimiento para la fabricación de recipientes de vidrio, preferiblemente botellas, dotados de un cuello/boca roscado/roscada internamente que comprende las etapas de: a) alimentar una gota de vidrio fundido dentro de la cámara de un primer molde equipado con un macho de roscar o émbolo que tiene al menos una acanaladura o nervio helicoidal en su superficie exterior; b) extraer el émbolo del vidrio parcialmente solidificado mediante un movimiento de rotación-traslación, en el que dicho émbolo se hace rotar alrededor de un eje longitudinal coaxial a la superficie exterior con dicha al menos una acanaladura o nervio helicoidal mientras se extrae longitudinalmente, con el fin de desenroscar el émbolo del vidrio parcialmente solidificado, dejando una impresión roscada en la parte de vidrio correspondiente a la boca del recipiente que va a producirse; c) soplar aire en el interior de la boca hasta que se forma el recipiente.
El movimiento de rotación-traslación para la extracción del émbolo en la etapa b) se genera como sigue: Un actuador lineal actúa sobre el émbolo, efectuando de... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la fabricación de recipientes de vidrio dotados de un cuello roscado internamente que comprende las etapas de:
a) alimentar una gota (2) de vidrio fundido dentro de una cámara (5) de un primer molde (4) equipado con un émbolo (6) que tiene al menos una acanaladura (15) o nervio helicoidal en su superficie exterior;
b) extraer el émbolo (6) del vidrio mediante un movimiento de rotación-traslación, en el que dicho émbolo (6) se hace rotar alrededor de un eje longitudinal (X-X) mientras se extrae longitudinalmente, con el fin de desenroscar el émbolo del vidrio, dejando una impresión roscada en la parte de vidrio correspondiente a la boca (M) del recipiente que va a producirse;
c) soplar aire en la boca (M) hasta que se forma el recipiente;
en el que el movimiento de rotación-traslación para la extracción del émbolo en la etapa b) se genera mediante:
un actuador (30) lineal que actúa sobre el émbolo (6) , efectuando de ese modo un movimiento lineal del émbolo (6) a lo largo de dicho eje longitudinal (X-X) , un cuerpo (14) de guía, en el que el émbolo (6) se mueve en relación con el cuerpo (14) de guía a lo largo de dicho eje longitudinal (X-X) , y una guía (16, 17) helicoidal coaxial al eje longitudinal (X-X) y que se proporciona entre dicho cuerpo (14) de guía y dicho émbolo (6) y que transforma directamente dicho movimiento lineal efectuado por dicho actuador (30) lineal sobre dicho émbolo (6) en dicho movimiento de rotación-traslación de dicho émbolo (6) .
2. Procedimiento según la reivindicación 1, en el que dicha al menos una acanaladura (15) o nervio helicoidal se enrolla alrededor de dicho eje longitudinal (X-X) por un ángulo predefinido (1) y en el que el émbolo (6) se hace rotar por un ángulo de rotación igual a o mayor que dicho ángulo predefinido (1) en dicho movimiento de rotacióntraslación en la etapa b) .
3. Procedimiento según la reivindicación 1 ó 2, en el que el émbolo (6) se hace rotar por un ángulo de rotación menor que 360º en dicho movimiento de rotación-traslación en dicha etapa b) .
4. Procedimiento según una de las reivindicaciones anteriores, en el que dicho cuerpo (14) de guía comprende un casquillo que está fijado en relación con el primer molde (4) en dichas etapas a) y b) y en el que dicho casquillo se aleja del primer molde (4) a lo largo de dicho eje longitudinal (X-X) tras extraer el émbolo (6) .
5. Procedimiento según una de las reivindicaciones anteriores, en el que el procedimiento es un procedimiento de soplado y soplado, en el que
dicho primer molde (4) es un molde preparador y en una etapa b1) , tras extraer el émbolo (6) , dicha gota (2) se sopla para formar un parisón (18) dentro de la cámara (5) de dicho molde (4) preparador, en una etapa b2) dicho parisón (18) se transfiere del molde (4) preparador a una cámara (23) de un molde (20) de soplado, en la etapa c) dicho parisón (18) se sopla para formar el recipiente dentro de la cámara (23) del molde (20) de soplado.
6. Equipo para la fabricación de recipientes de vidrio dotados de un cuello roscado internamente, que comprende:
un primer molde (4) que delimita internamente una cámara (5) ;
un émbolo (6) que puede moverse entre una primera posición, en la que el émbolo (6) se extiende dentro de la cámara (5) que delimita, en negativo, un volumen correspondiente a la boca (M) del recipiente que va a producirse, y una segunda posición, en la que el émbolo (6) se extrae de dicha cámara (5) , en el que el émbolo (6) tiene al menos una acanaladura (15) o nervio helicoidal en su superficie exterior y el movimiento entre dicha primera y segunda posición es un movimiento de rotación-traslación para desenroscar el émbolo (6) de la parte de vidrio correspondiente a la boca (M) del recipiente que va a producirse;
un actuador (30) lineal que actúa sobre el émbolo (6) , efectuando de ese modo un movimiento lineal del émbolo (6) a lo largo de dicho eje longitudinal (X-X) entre dicha primera y segunda posición;
un cuerpo (14) de guía, en el que el émbolo (6) puede moverse en relación con el cuerpo (14) de guía a lo largo de dicho eje longitudinal (X-X) ; y una guía (16, 17) helicoidal coaxial al eje longitudinal (X-X) y que se proporciona entre dicho cuerpo (14) de guía y dicho émbolo (6) para transformar directamente dicho movimiento lineal efectuado por dicho actuador (30) lineal sobre dicho émbolo (6) en dicho movimiento de rotación-traslación de dicho émbolo (6) entre dicha primera y segunda posición.
7. Equipo según la reivindicación 6, en el que el émbolo tiene una parte (13) de trabajo con dicha al menos una acanaladura (15) o nervio helicoidal en su superficie exterior que forma dicha rosca interna en el cuello del recipiente y tiene una base (12) , en el que dicho actuador lineal comprende un accionamiento de pistón hidráulico o neumático o un accionamiento servoeléctrico con una barra (31) de accionamiento que puede moverse coaxialmente a dicho eje longitudinal (X-X) , y en el que dicha barra (31) de accionamiento tiene una parte (32) de cabeza de terminación que está conectada de manera fijada longitudinalmente a dicha base (12) .
8. Equipo según la reivindicación 7, en el que dicha parte (32) de cabeza de terminación de dicha barra (31) de accionamiento tiene una brida (33) superior y dicha base (12) de dicho émbolo (6) tiene una brida (35) inferior y en el que dicha parte (32) de cabeza de terminación y dicha base (12) están conectadas por una abrazadera (34) que engancha dicha brida (33, 35) superior e inferior, y en el que dicha conexión de abrazadera permite la rotación de dicha base (12) en relación con dicha barra (31) de accionamiento.
9. Equipo según una de las reivindicaciones 6 a 8, en el que dicha al menos una acanaladura (15) o nervio helicoidal se enrolla alrededor de dicho eje longitudinal (X-X) por un ángulo predefinido (1) menor que 360º.
10. Equipo según una de las reivindicaciones 6 a 9, en el que el émbolo (6) tiene m acanaladuras (15) o nervios helicoidales que forman una rosca interna múltiple en el cuello del recipiente que consiste en m vueltas (7) de rosca de inicio independiente, en el que m es mayor que o igual a dos.
11. Equipo según una de las reivindicaciones 6 a 10, en el que dicha guía (16, 17) helicoidal tiene el mismo ángulo de paso (ß2) que dicha al menos una acanaladura (15) o nervio helicoidal en el exterior del émbolo (6) que imprime la rosca interna en la parte de vidrio correspondiente a la boca (M) del recipiente que va a producirse.
12. Equipo según una de las reivindicaciones 6 a 11, en el que dicha al menos una acanaladura (15) o nervio helicoidal tiene un ángulo de paso (ß1) de entre 30º y 50º.
13. Equipo según una de las reivindicaciones 6 a 12, en el que el émbolo (6) comprende i) una parte (13) de trabajo que tiene en su superficie exterior dicha al menos una acanaladura (15) o nervio helicoidal que forma dicha rosca interna en el cuello del recipiente y ii) una base (12) desde la que se extiende la parte (13) de trabajo, y en el que dicha parte (13) de trabajo tiene un anillo (13b) libre de rosca por debajo de la al menos una acanaladura (15) o nervio helicoidal para formar una parte (75) libre de rosca de la boca (M) de recipiente adyacente a la terminación del recipiente.
14. Equipo según una de las reivindicaciones 6 a 13, en el que el émbolo (6) comprende i) una parte (13) de trabajo que tiene en su superficie exterior dicha al menos una acanaladura (15) o nervio helicoidal que forma dicha rosca interna en el cuello del recipiente y ii) una base (12) desde la que se extiende la parte (13) de trabajo, en el que dicha guía (16, 17) helicoidal comprende al menos una ranura (16) helicoidal realizada en dicha base (12) o en una superficie interna del cuerpo (14) de guía y al menos un pasador (17) conectado firmemente con el cuerpo (14) de guía o con la base (12) del émbolo (6) , en el que dicho pasador se introduce por deslizamiento en dicha ranura (16) helicoidal para transformar dicho movimiento lineal en dicho movimiento de rotación-traslación.
15. Equipo según la reivindicación anterior, en el que dicha guía (16, 17) helicoidal comprende n ranuras (16) helicoidales, siendo n mayor que o igual a dos, y las n ranuras (16) helicoidales están escalonadas angularmente en un ángulo igual a 360º dividido por n.
16. Equipo según la reivindicación 14 ó 15, en el que dicha al menos una ranura (16) helicoidal tiene un ángulo de paso de entre 30º y 50º.
17. Equipo según una de las reivindicaciones 14 a 16, en el que dicha al menos una ranura (16) helicoidal se enrolla alrededor de dicho eje longitudinal (X-X) por un ángulo igual a o mayor que dicho ángulo predefinido (1) de dicha al menos una acanaladura (15) o nervio helicoidal.
18. Equipo según una de las reivindicaciones 14 a 17, en el que dicha al menos una ranura (16) helicoidal se enrolla 5 alrededor de dicho eje longitudinal (X-X) por un ángulo menor que 360º.
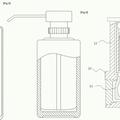
19. Recipiente de vidrio que puede producirse con el equipo según la reivindicación 10, que tiene un cuello (50) internamente cilíndrico que define un eje longitudinal (X-X) y que es adecuado para sellar el recipiente con un tapón compresible insertado en dicho cuello, comprendiendo dicho cuello (50) una rosca interna que permite el taponado y destaponado reversible del recipiente enroscando y desenroscando dicho tapón compresible, en el que la rosca interna del cuello (50) comprende al menos dos vueltas (25) de rosca independientes, y en el que dichas vueltas (25) de rosca tienen un ángulo de paso (ß) en relación con una sección horizontal del cuello perpendicular a dicho eje X-X de entre 30º y 50º.
20. Recipiente de vidrio según la reivindicación 19, en el que las vueltas (25) de rosca se enrollan alrededor del eje longitudinal (X-X) por un ángulo de rotación () de menos de 360º.
21. Recipiente de vidrio según la reivindicación 19 ó 20, en el que las vueltas (25) de rosca se extienden por una altura (h3) a lo largo del eje longitudinal de entre 5 mm y 20 mm.
22. Recipiente de vidrio según una de las reivindicaciones 19 a 21, en el que la rosca interna comprende entre tres y cinco vueltas (25) de rosca independientes.
23. Recipiente de vidrio según una de las reivindicaciones 19 a 22, en el que el cuello (50) comprende un anillo (75)
de sellado libre de rosca que se extiende desde la terminación del recipiente hasta el extremo (25b) superior de las vueltas (25) de rosca.
Patentes similares o relacionadas:
MECANISMO PARA LA TRANSFERENCIA DE ARTICULOS EN MAQUINAS FORMADORAS DE ARTICULOS DE VIDRIO, del 30 de Abril de 2020, de Vitro, S.A.B. de C.V: La presente invención se refiere a un mecanismo para la transferencia de artículos para máquinas formadoras de artículos de vidrio que incluye una base de soporte ubicada […]
 Botella con cuello aireado y procedimiento asociado para producir la misma, del 31 de Octubre de 2019, de OWENS-BROCKWAY GLASS CONTAINER INC.: Método para fabricar una botella de vidrio que incluye las etapas de:
(a) formar un parisón (P) a partir de una gota (g) […]
Botella con cuello aireado y procedimiento asociado para producir la misma, del 31 de Octubre de 2019, de OWENS-BROCKWAY GLASS CONTAINER INC.: Método para fabricar una botella de vidrio que incluye las etapas de:
(a) formar un parisón (P) a partir de una gota (g) […]
Dispositivo para la fabricación de artículos de vidrio hueco, del 29 de Mayo de 2019, de HEYE INTERNATIONAL GMBH: Dispositivo para la fabricación de artículos de vidrio hueco, concretamente máquinas I.S., con varias estaciones, dispuestas unas junto a […]
Filtro de partículas de máquina para conformar vidrio, unidad de émbolo, cabeza de soplado, soporte de cabeza de soplado y máquina para conformar vidrio adaptada a dicho filtro o que lo comprende, del 1 de Abril de 2019, de GERRESHEIMER GLAS GMBH: Un filtro (F) de partículas para una máquina para conformar vidrio que funciona según un proceso de soplado-soplado o según un proceso de […]
MECANISMO DE INVERTIR PARA UNA MÁQUINA FORMADORA DE ARTÍCULOS DE VIDRIO, del 27 de Septiembre de 2018, de Vitro, S.A.B. de C.V: Mecanismo de invertir de una máquina formadora de artículos de vidrio que comprende: Una estructura de soporte. Una flecha ubicada horizontalmente […]
MECANISMO PARA LA TRANSFERENCIA DE ARTICULOS EN MAQUINAS FORMADORAS DE ARTICULOS DE VIDRIO, del 29 de Junio de 2017, de Vitro, S.A.B. de C.V: La presente invención se refiere a un mecanismo para la transferencia de artículos en máquinas formadoras de artículos de vidrio que comprende un par de columnas o alojamientos […]
 Aparato para el moldeo por soplado de una botella de cristal, y método de moldeo asociado, del 23 de Marzo de 2016, de Pacificglas: Un aparato para el moldeo por soplado de una botella de cristal mediante un molde de soplado, que comprende:
un par de cuerpos de moldeo tubulares;
un […]
Aparato para el moldeo por soplado de una botella de cristal, y método de moldeo asociado, del 23 de Marzo de 2016, de Pacificglas: Un aparato para el moldeo por soplado de una botella de cristal mediante un molde de soplado, que comprende:
un par de cuerpos de moldeo tubulares;
un […]
MECANISMO DE INVERSIÓN PARA UNA MÁQUINA PARA LA CONFORMACIÓN DE ARTÍCULOS DE VIDRIO, del 10 de Junio de 2011, de OWENS-BROCKWAY GLASS CONTAINER INC.: Mecanismo de inversión para una máquina para la conformación de artículos de vidrio, que incluye: una estructura de apoyo que tiene una base adaptada […]