Equipo de fabricación de botellas.
Un aparato para fabricar un recipiente de botella que comprende
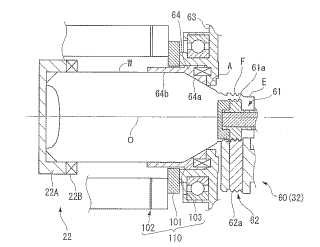
un anillo (22) de estampa para sujetar el fondo de un cuerpo (W) cilíndrico de extremo cerrado,
yuna parte (30) de sujeción de herramienta dispuesta en una posición opuesta a una parte abierta del cuerpo(W) cilíndrico de extremo cerrado, que tiene múltiples herramientas (32) de procesado para conformar elcuerpo (W) cilíndrico de extremo cerrado para dar diversas formas, estando sujetos el anillo (22) deestampa y la parte de sujeción de herramienta de modo que cada uno puede rotar de manera relativa ymoverse en la dirección de una línea central del cuerpo (W) cilíndrico de extremo cerrado de manerarelativa entre sí,
conformando cada una de las herramientas (32) de procesado el cuerpo (W) cilíndrico de extremo cerradopara dar diversas formas para fabricar un recipiente de botella, que comprende además:
medios (110) de regulación para regular el movimiento hacia delante de cada una de las herramientas (32)de procesado o el anillo (22) de estampa
caracterizado porque
los medios de regulación tienen un tope (102) dispuesto verticalmente en uno de entre el lado de parte desujeción de herramienta o el lado de anillo de estampa, y un elemento (101) de regulación de posicióndispuesto en una posición opuesta al tapón, en el otro lado, de modo que el tope y el elemento deregulación de posición entran en contacto entre sí cuando la parte de sujeción de herramienta o el anillo deestampa se mueve hacia delante excesivamente para impedir que el espacio entre cada una de lasherramientas de procesado y el anillo de estampa en el extremo delantero de la parte de sujeción deherramienta o el anillo de estampa se haga menor que un valor predeterminado.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/JP2003/010949.
Solicitante: UNIVERSAL CAN CORPORATION.
Nacionalidad solicitante: Japón.
Dirección: 4-25, Kouraku 1-chome, Bunkyo-ku Tokyo JAPON.
Inventor/es: HOSOI,MASAHIRO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D51/38 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 51/00 Fabricación de objetos huecos (a partir de tubos con paredes espesas o no uniformes B21K 21/00). › Fabricación de dispositivos para llenar o vaciar los botes de conserva, bidones, palanganas, botellas u otros recipientes; Fabricación de extremos de botes de conserva; Fabricación de cierres.
PDF original: ES-2427634_T3.pdf
Fragmento de la descripción:
Equipo de fabricación de botellas
Campo técnico
La presente invención se refiere a un aparato para fabricar un recipiente de botella según el preámbulo de la reivindicación 1. El aparato da diversas formas a un cuerpo cilíndrico de extremo cerrado para fabricar un recipiente de botella. Un aparato de este tipo se da a conocer en el documento JP-A-2003191014.
Técnica anterior
En general, un recipiente de botella metálico (denominado “recipiente de botella” a continuación en el presente documento) se forma realizando un procesado tal como estampación o embutición de una chapa metálica hecha de aluminio o una aleación de aluminio en múltiples etapas, y se usa ampliamente como envase para bebidas.
Un aparato para fabricar un recipiente de botella de este tipo está equipado con una parte de sujeción de pieza de trabajo que tiene un anillo de estampa para sujetar un cuerpo cilíndrico de extremo cerrado conformado a partir de una chapa metálica, y una parte de sujeción de herramienta para sujetar una herramienta de procesado para realizar un procesado de conformado sobre el cuerpo cilíndrico de extremo cerrado, donde el anillo de estampa está dispuesto de manera circular y sujeto sobre la superficie de un disco en un lado, mientras que la herramienta de procesado está dispuesta de manera circular y sujeta sobre la superficie de un disco en otro lado de manera que esté opuesta a cada anillo de estampa.
El cuerpo cilíndrico de extremo cerrado está sujeto por el anillo de estampa de manera que orienta una parte de abertura del mismo hacia la parte de sujeción de herramienta, a la vez que alinea la línea central del mismo con la de la parte de sujeción de pieza de trabajo y la parte de sujeción de herramienta.
La parte de sujeción de herramienta está equipada con diversas herramientas (máquinas herramienta) , como herramientas de procesado, para el procesado que corresponde a cada etapa de procesado, tales como múltiples matrices de estampación para conformar la parte de abertura del cuerpo cilíndrico de extremo cerrado para obtener una parte de sección decreciente o una tapa de metal dándole forma de punta (procesado de formación de cuello) , una herramienta para formar una rosca en una tapa de metal, y una herramienta para formar una parte abarquillada en el extremo abierto, etc., y estas herramientas están dispuestas en orden de procesado.
Ha de observarse que como etapas de procesado que se realizan en un cuerpo cilíndrico de extremo cerrado, constituyen ejemplos un procesado de formación de cuello para acortar el diámetro de la parte de abertura en múltiples etapas, un procesado de desbarbado para desbarbar el extremo abierto de la tapa de metal conformada por el procesado de formación de cuello ajustando así la altura del cuerpo cilíndrico de extremo cerrado, un procesado de conformado de rosca para conformar la tapa de metal para dar una rosca, un procesado de formación de parte abarquillada para abarquillar la parte de extremo abierto de la tapa de metal hacia fuera en la dirección radial, un procesado de ranura para presionar la superficie exterior de la parte abarquillada hacia dentro en la dirección radial y hundir la superficie exterior, etc. Usando herramientas de procesado que corresponden a cada uno de estos procesos, se conforma el cuerpo cilíndrico de extremo cerrado, fabricando así un recipiente de botella.
Además, la parte de sujeción de pieza de trabajo y la parte de sujeción de herramienta están sujetas de modo que pueden rotar de manera relativa entre sí y moverse en la dirección de la línea central una con relación a otra, y estas partes de sujeción rotan una con relación a otra, de modo que cada herramienta puede realizar el procesado que corresponde a cada etapa sobre un cuerpo cilíndrico de extremo cerrado cuando la parte de sujeción de pieza de trabajo y la parte de sujeción de herramienta se aproximan entre sí, y de modo que la herramienta de procesado para la etapa siguiente puede enfrentarse a cada cuerpo cilíndrico de extremo cerrado cuando estas partes de sujeción se alejan una de otra. De esta manera, la acción de realizar el procesado cuando ambas partes de sujeción se aproximan y rotar cuando ambas partes de sujeción se alejan se repite, conformando así una parte de hombro, una parte de tapa de metal, una forma de rosca, etc. sucesivamente sobre un cuerpo cilíndrico de extremo cerrado para dar la forma de un recipiente de botella.
El recipiente de botella así conformado se llena con un relleno, y después se sella con una tapa que está dispuesta en la parte de tapa de metal. La tapa se aplica deformando un elemento de tapa que está hecho de aluminio o aleación de aluminio conformado para dar una copa, de manera que se ajusta a la forma de rosca que está formada en la parte de tapa de metal. En general, este elemento de tapa se aplica haciendo rotar rodillos de disco, mientras se presionan estos rodillos con respecto al perímetro del elemento de tapa (etapa de colocación de tapa) .
En primer lugar, los rodillos se apoyan en una parte superior (lado de cara superior) del elemento de tapa y empiezan a rotar, y después entran en contacto con el extremo superior del filete de rosca de la parte de tapa de metal mientras rotan sobre el perímetro del elemento de tapa, en este momento los rodillos se introducen por la forma de filete de rosca para entrar en contacto con el surco del filete del extremo superior de la rosca, y rotan hasta
el extremo inferior del surco de filete. Por tanto, se conforma una forma de rosca sobre el elemento de tapa, aplicando así la tapa a la parte de tapa de metal del recipiente de botella.
Un aparato convencional de este tipo se describe en el documento JP-A-2003-191014.
Descripción de la invención Sin embargo, según el aparato convencional anterior para fabricar un recipiente de botella, la parte de sujeción de pieza de trabajo y la parte de sujeción de herramienta generalmente están constituidas de modo que estas partes de sujeción se aproximan y se alejan mutuamente una a la otra a través de la intermediación de un mecanismo de manivela, y por consiguiente si esta acción se repite, entonces cualquiera de entre la parte de sujeción de pieza de trabajo y la parte de sujeción de herramienta puede expandirse térmicamente debido al calentamiento por fricción generado en ese momento. En este caso, dado que la carrera cuando la parte de sujeción de pieza de trabajo y la parte de sujeción de herramienta se aproximan es idéntica, existe el problema de que la posición de sujeción del cuerpo cilíndrico de extremo cerrado con respecto a cada herramienta de procesado en el comienzo de cada procesado anterior se vuelve próxima.
Específicamente ha habido diversos problemas, esto es, en el caso en el que la herramienta de procesado es un aparato de desbarbado, la longitud del cuerpo cilíndrico cerrado por el extremo se acorta, en el caso en el que la herramienta de procesado es una herramienta para formar una rosca, la posición de la rosca formada en la dirección de la línea central del recipiente desciende, en el caso en el que la herramienta de procesado es una herramienta para formar una parte abarquillada, la longitud de la superficie exterior de la parte abarquillada en la dirección de la línea central del recipiente se acorta, y en el caso en el que la herramienta de procesado es una herramienta para procesar una ranura, una parte que ha de hundirse en la superficie exterior de la parte abarquillada se desplaza hacia arriba en la dirección de la línea central del recipiente, o la longitud de la parte que ha de hundirse se acorta, fabricando así un recipiente de botella que tiene una propiedad de sellado insuficiente.
En este caso, en la etapa de conformar una rosca, se realiza un procesado de formación de cuello antes de esta etapa, y un cuerpo cilíndrico de extremo cerrado se lleva al lado de la parte de sujeción de pieza de trabajo cuando la matriz de estampación que va a usarse en el procesado de formación de cuello se aleja del cuerpo cilíndrico de extremo cerrado, y por consiguiente ha habido un problema particular en el que la posición de sujeción del cuerpo cilíndrico de extremo cerrado con respecto a la parte de sujeción de pieza de trabajo en el comienzo de la etapa de conformado de rosca puede raramente ampliamente. En este ejemplo, no puede conformarse una forma de rosca deseable en el elemento de tapa, es decir, mala colocación de tapa, por ejemplo, la forma de rosca no puede conformarse en la anterior etapa de colocación de tapa, o los rodillos anteriores presionan el filete de rosca en primer lugar, rompiendo por tanto el filete de rosca, o similares.
La presente invención se ha hecho en consideración... [Seguir leyendo]
Reivindicaciones:
1. Un aparato para fabricar un recipiente de botella que comprende un anillo (22) de estampa para sujetar el fondo de un cuerpo (W) cilíndrico de extremo cerrado, y
una parte (30) de sujeción de herramienta dispuesta en una posición opuesta a una parte abierta del cuerpo (W) cilíndrico de extremo cerrado, que tiene múltiples herramientas (32) de procesado para conformar el cuerpo (W) cilíndrico de extremo cerrado para dar diversas formas, estando sujetos el anillo (22) de estampa y la parte de sujeción de herramienta de modo que cada uno puede rotar de manera relativa y moverse en la dirección de una línea central del cuerpo (W) cilíndrico de extremo cerrado de manera relativa entre sí,
conformando cada una de las herramientas (32) de procesado el cuerpo (W) cilíndrico de extremo cerrado 15 para dar diversas formas para fabricar un recipiente de botella, que comprende además:
medios (110) de regulación para regular el movimiento hacia delante de cada una de las herramientas (32) de procesado o el anillo (22) de estampa caracterizado porque los medios de regulación tienen un tope (102) dispuesto verticalmente en uno de entre el lado de parte de sujeción de herramienta o el lado de anillo de estampa, y un elemento (101) de regulación de posición dispuesto en una posición opuesta al tapón, en el otro lado, de modo que el tope y el elemento de regulación de posición entran en contacto entre sí cuando la parte de sujeción de herramienta o el anillo de estampa se mueve hacia delante excesivamente para impedir que el espacio entre cada una de las herramientas de procesado y el anillo de estampa en el extremo delantero de la parte de sujeción de herramienta o el anillo de estampa se haga menor que un valor predeterminado.
2. El aparato para fabricar un recipiente de botella según la reivindicación 1, en el que los medios (110) de regulación tienen un elemento (103) de amortiguación que absorbe una cantidad regulada de movimiento hacia delante de la herramienta de procesado o el anillo de estampa.
3. El aparato para fabricar un recipiente de botella según la reivindicación 1 o 2, en el que la herramienta (32)
de procesado es una matriz de estampación que acorta el diámetro de la parte de abertura del cuerpo cilíndrico de extremo cerrado, y una herramienta de prensado que presiona el cuerpo cilíndrico de extremo cerrado contra el anillo de estampa después del procesado por la matriz de estampación y antes de que continúe a la etapa siguiente.
4. El aparato para fabricar un recipiente de botella según la reivindicación 3, en el que la etapa siguiente es una etapa para conformar con forma de rosca una parte de tapa de metal formada en el cuerpo cilíndrico de extremo cerrado.
5. El aparato para fabricar un recipiente de botella según la reivindicación 1 o 2, en el que la herramienta (32)
de procesado es una herramienta para conformar con forma de rosca la parte de tapa de metal formada en el cuerpo cilíndrico de extremo cerrado.
6. El aparato para fabricar un recipiente de botella según la reivindicación 1 o 2, en el que la herramienta (32) de procesado es una herramienta de desbarbado para desbarbar el extremo abierto de la tapa de metal
formada en el cuerpo cilíndrico de extremo cerrado para ajustar la longitud del cuerpo cilíndrico de extremo cerrado.
7. El aparato para fabricar un recipiente de botella según la reivindicación 1 o 2, en el que la herramienta (32) de procesado es una herramienta para formar una parte abarquillada que dirige hacia atrás la parte abierta 55 de la tapa de metal formada en el cuerpo cilíndrico de extremo cerrado en la dirección radial hacia fuera para formar una parte abarquillada.
8. El aparato para fabricar un recipiente de botella según la reivindicaciones 1 o 2, en el que la herramienta (32) de procesado es una herramienta configurada para presionar la superficie circunferencial de la parte 60 abarquillada, que está formada dirigiendo hacia atrás la parte de abertura de la tapa de metal formada en el cuerpo cilíndrico de extremo cerrado en la dirección radial hacia fuera, hacia dentro en una dirección radial y para hundir la superficie circunferencial.
Patentes similares o relacionadas:
Método y aparato para formar un extremo de lata moldurado, del 6 de Junio de 2019, de ALFONS HAAR INC.: Un método para formar un extremo de lata en una prensa de conformación, el método comprende: posicionar una hoja de material entre un conjunto de punzón […]
Disposición de prensas de estampado, del 28 de Marzo de 2019, de BRUDERER AG: Disposición de prensas de estampado comprendiendo al menos dos primeras unidades de prensa de estampado (4a-4c; 4d-4i) dispuestas una al lado de la otra, […]
Tapa metálica para un cuerpo de contenedor, del 21 de Septiembre de 2018, de Ardagh MP West FRance S.A: Tapa metálica para un cuerpo de contenedor, en particular para un contenedor de tipo lata de conserva metálica, en la que dicha tapa metálica […]
Procedimiento de formación de un extremo de lata que tiene una porción amovible, del 10 de Mayo de 2017, de CROWN PACKAGING TECHNOLOGY, INC: Un procedimiento para producir un extremo de lata que tiene una porción amovible dispuesta por debajo de una lengüeta de tracción, comprendiendo el procedimiento: […]
Tapa de apertura por rasgado para latas así como procedimiento para la fabricación de una tapa de apertura por rasgado, del 11 de Enero de 2017, de ThyssenKrupp Rasselstein GmbH: Tapa de apertura por rasgado para latas, fabricada de una chapa de acero laminada en frío de un acero no aleado o de baja aleación con un contenido de carbono […]
Extremo de lata de bebida de apertura completa, del 21 de Septiembre de 2016, de CROWN PACKAGING TECHNOLOGY, INC: Un conjunto de lata de bebida de apertura completa con una presión de servicio de al menos 482.500 Pa en un ensayo de venteo, comprendiendo el conjunto de lata: […]
Producción de extremo de lata, del 18 de Mayo de 2016, de CROWN PACKAGING TECHNOLOGY, INC: Un procedimiento de fabricación de un extremo de lata de fácil apertura, comprendiendo el procedimiento la formación de una pieza moldeada de extremo de lata en una prensa […]
 Anilla para una tapa y proceso para fabricar dicha anilla, del 23 de Marzo de 2016, de Ardagh MP Group Netherlands B.V: Anilla para una tapa , que comprende un cuerpo de la anilla que tiene en un lado una nariz de la anilla para abrir la tapa […]
Anilla para una tapa y proceso para fabricar dicha anilla, del 23 de Marzo de 2016, de Ardagh MP Group Netherlands B.V: Anilla para una tapa , que comprende un cuerpo de la anilla que tiene en un lado una nariz de la anilla para abrir la tapa […]