Ensayo para medir la tendencia al rizado del papel en impresoras láser.
Método para medir la tendencia de un papel o cartón a alcanzar un rizado simple,
que comprende los pasos de:medir el rizado diagonal de una muestra de papel mientras está en una orientación vertical; caracterizado porquecomprende
mover la muestra de papel procedente de una máquina papelera a través de una línea de contacto (16) verticalposicionada de tal manera que la muestra de papel salga de la línea de contacto vertical en una orientación vertical,medir el rizado diagonal de la muestra de papel mientras o después de que la muestra de papel sale de la línea decontacto (16) vertical, y
predecir la tendencia de un papel al rizado simple con una ecuación de análisis de regresión que tiene en cuenta elcontenido en humedad de la muestra de papel y el rizado diagonal medido de la muestra de papel.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2004/037566.
Solicitante: INTERNATIONAL PAPER COMPANY.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 400 ATLANTIC STREET STAMFORD, CT 06921 ESTADOS UNIDOS DE AMERICA.
Inventor/es: SINGH,MOHAN KAPIL, SHIELDS,WILLIAM, KARSA,FREDERICK.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- G01B11/24 FISICA. › G01 METROLOGIA; ENSAYOS. › G01B MEDIDA DE LA LONGITUD, ESPESOR O DIMENSIONES LINEALES ANALOGAS; MEDIDA DE ANGULOS; MEDIDA DE AREAS; MEDIDA DE IRREGULARIDADES DE SUPERFICIES O CONTORNOS. › G01B 11/00 Disposiciones de medida caracterizadas por la utilización de medios ópticos (instrumentos de los tipos cubiertos por el grupo G01B 9/00 en sí G01B 9/00). › para la medida de contornos o curvaturas.
- G01N19/00 G01 […] › G01N INVESTIGACION O ANALISIS DE MATERIALES POR DETERMINACION DE SUS PROPIEDADES QUIMICAS O FISICAS (procedimientos de medida, de investigación o de análisis diferentes de los ensayos inmunológicos, en los que intervienen enzimas o microorganismos C12M, C12Q). › Investigación sobre los materiales por procedimientos mecánicos (G01N 3/00 - G01N 17/00 tienen prioridad).
PDF original: ES-2388738_T3.pdf
Fragmento de la descripción:
Ensayo para medir la tendencia al rizado del papel en impresoras láser.
Campo de la invención
La presente invención se refiere a un instrumento de ensayo y a un método para medir la tendencia al rizado del papel en impresoras láser, fotocopiadoras o aparatos similares alimentados con hojas.
Antecedentes de la invención
En un proceso típico de impresión/copiado basado en láser se carga un miembro fotoconductor a un potencial sustancialmente uniforme para sensibilizar la superficie del mismo. La porción cargada del miembro fotoconductor se expone a una imagen luminosa del documento original que se está reproduciendo. La exposición del miembro fotoconductor cargado disipa selectivamente las cargas sobre el mismo en las áreas irradiadas. Esto registra una imagen latente sobre el miembro fotoconductor correspondiente a las áreas con información contenidas dentro del documento original.
Un enfoque a la fijación de imágenes de tóner sobre un soporte ha sido hacer pasar el soporte que lleva las imágenes de tóner entre un par de miembros de rodillo opuestos, al menos uno de los cuales es calentado internamente. Durante el funcionamiento de un sistema de fijación de este tipo, el miembro del soporte al que se adhieren electrostáticamente las imágenes de tóner se mueve a través de la línea de contacto formada entre los rodillos y se calienta así a presión. Se aplica una gran cantidad de calor al tóner y a la hoja de copia que lleva la imagen del tóner. Este calor hace que se evapore mucha humedad contenida en la hoja. La cantidad de calor aplicado a los lados frontal y trasero de la hoja frecuentemente no es igual.
Un problema asociado a la pérdida de humedad en el papel es el rizado del papel. La deformación del papel tiene lugar generalmente debido a un cambio de las propiedades físicas en la dirección z del papel. Esto puede ocurrir debido al siguiente suceso: cuando las hojas pasan a través de un sistema de fijación de imagen, la humedad es expulsada y aumenta la temperatura de la hoja. Después de la fijación de la imagen, una hoja permanece típicamente en un área de recogida expuesta a sus alrededores ambientales, en donde su contenido en humedad alcanzará el equilibrio con el entorno por absorción de humedad a través de toda la cara de al menos un lado de la hoja de papel. Sin embargo, si la hoja de copia llega a ser parte de un conjunto compilado grande, ambos lados de todos los papeles en la compilación (excepto la hoja superior) se sellarán efectivamente frente a la humedad ambiente. La única ruta que tienen disponible los papeles para la reabsorción de humedad es a través de los bordes de las hojas, dejando relativamente inalterado el contenido en humedad de las porciones centrales de las hojas. Este patrón irregular de reabsorción de humedad da como resultado esfuerzos en los bordes que llevan al rizado del papel a lo largo de los bordes del papel.
Además, el contacto con la humedad puede provocar rizado antes de la fijación de la imagen. Así, además de ser cosméticamente antiestético, el rizado crea un problema de manipulación, puesto que las páginas con un patrón de ondas a lo largo de sus bordes son más difíciles de alimentar a máquinas de manipulación de papel secundarias. Esto es especialmente importante en papeles que se utilizan en operaciones de impresión automática alimentada con papel, tal como en xerografía. El rizado excesivo puede provocar que se atasque el mecanismo de transporte de papel, creando frustración al operador, tiempo perdido y gastos de servicio. Por tanto, el rizado es una propiedad mecánica importante de bandas no tejidas, tales como papel, que los fabricantes buscan minimizar, y hay una necesidad continua de un dispositivo de medición para predecir las prestaciones de rizado de las bandas que se utilicen en máquinas alimentadas con papel.
Además, en aparatos alimentados con hojas el comportamiento del rizado se ve influido en mayor medida por la conductividad del calor del papel, la evaporación de humedad del papel y las otras condiciones de calentamiento. Así, el comportamiento de rizado se ve influenciado por diferentes tipos de papel, así como por aparatos diferentes utilizados con el mismo tipo de papel, dando como resultado la impredecibilidad general de la tendencia de un papel a rizarse.
En general, pueden generarse dos tipos de rizado en la fabricación del papel como resultado de humedecer o secar una lámina de papel. Un rizado total (simple) se produce cuando el papel se riza en una dirección, tal como una hoja de papel enrollada en forma de un tubo cilíndrico. Un rizado diagonal es el resultado de una torsión del papel, de tal manera que una porción del papel gira axialmente en una dirección, mientras que otra porción del papel gira axialmente en una dirección diferente generalmente opuesta.
Los ensayos de rizado actuales para la predicción de la tendencia al rizado son problemáticos. Un procedimiento implica hacer correr múltiples hojas a través de una fotocopiadora especificada (Xerox 5388) , colgar un número preestablecido de hojas por el borde largo y emparejar el combado con un patrón de curvas en una plantilla de referencia. Sin embargo, este ensayo requiere el uso de un equipo específico y caro y es costoso y consume tiempo. Asimismo, requiere que los papeles se reduzcan a hojas antes del ensayo, retrasando los resultados.
El rizado en placa caliente es otro método actualmente en uso. Implica colorar muestras cortadas sobre una placa caliente calentada y medir manualmente las esquinas de la muestra a medida que ésta se riza alejándose del calor. Este método es intensivo en tiempo y tiene una correlación muy pobre (r^2 0, 30) con el uso final, así como una pobre reproductibilidad.
Otros ensayos no tienen en cuenta la capacidad de la gravedad para alterar el rizado de un papel, dando como resultado datos errados. Por ejemplo, otros mecanismos, tale como un aparato de fusión con rodillo caliente controlado por ordenador, son capaces de ensayar una variedad de parámetros de papel imitando el entorno de una impresora de consumidor típica, pero todavía las líneas de contacto son horizontales y tienen una presión de línea de contacto demasiado alta, dando como resultado un efecto gravitacional y mecánico en las muestras de ensayo.
Por tanto, es un objeto de esta invención proporcionar un ensayo para la tendencia de un papel a rizarse, a partir del cual pueda conseguirse rápidamente información y la realimentación correctora posible sea rápida, y el cual presente un bajo nivel de variabilidad y tenga en cuenta el efecto de la gravedad sobre la tendencia a ondularse de una variedad de muestras de papel.
El documento US4747911 describe un método y un aparato para medir el rizado en una hoja de papel verticalmente suspendida. Un par de haces láser horizontales espaciados se dirige a través de un par de lentes colimadoras para producir haces láser que tengan una anchura dada. Los haces colimados se dirigen contra los bordes laterales superior e inferior de la hoja en una dirección paralela a la cara plana de la hoja. Se detectan y comparan las imágenes de sombra resultantes de la interrupción del par de haces por los bordes superior e inferior de la hoja, correspondiéndose la diferencia entre las imágenes correspondientes con el rizado diagonal de la hoja de papel.
El documento US5833808 describe un método de controlar el rizado empleando una válvula de control del flujo de borde de una caja de cabeza en línea. El aparato de caja de cabeza contribuye a la producción de una banda de papel de orientación de fibra uniforme controlando el flujo de borde de la pasta hacia dentro de la boquilla de la caja de cabeza a través de válvulas ajustables posicionadas en tubos de borde en bucle cerrado con un sensor de orientación de la fibra. Mientras que la orientación de la fibra es controlada por la posición de las válvulas ajustables en el tubo de borde, el peso base de la banda que se forma es controlado por sistemas de dilución de pasta y un labio de rebanado ajustable, en bucle cerrado con un sensor perfilador del peso base.
El documento US5189480 describe un aparato para fijar una imagen de tóner que incluye medios de alivio de presión montados excéntricamente. El aparato de fijación de imagen de tóner incluye miembros de fijación primero y segundo, incluyendo al menos el primer miembro un rodillo giratorio. El rodillo giratorio incluye un soporte de apoyo que tiene un vástago posicionado y fijado excéntricamente... [Seguir leyendo]
Reivindicaciones:
1. Método para medir la tendencia de un papel o cartón a alcanzar un rizado simple, que comprende los pasos de:
medir el rizado diagonal de una muestra de papel mientras está en una orientación vertical; caracterizado porque comprende
mover la muestra de papel procedente de una máquina papelera a través de una línea de contacto (16) vertical posicionada de tal manera que la muestra de papel salga de la línea de contacto vertical en una orientación vertical,
medir el rizado diagonal de la muestra de papel mientras o después de que la muestra de papel sale de la línea de contacto (16) vertical, y
predecir la tendencia de un papel al rizado simple con una ecuación de análisis de regresión que tiene en cuenta el contenido en humedad de la muestra de papel y el rizado diagonal medido de la muestra de papel.
2. Método según la reivindicación 1, que comprende el paso de mantener la línea de contacto (16) vertical y la muestra de papel a una humedad y temperatura controladas de tal manera que el papel sea acondicionado por la humedad y la temperatura para conseguir un contenido en humedad conocido.
3. Método según la reivindicación 1, que comprende además el paso de acondicionar la muestra de papel a un contenido en humedad conocido antes de mover la muestra de papel a través de la línea de contacto (16) vertical.
4. Método según la reivindicación 1, que comprende además el paso de calcular la tendencia de un papel al rizado simple en un aparato de alimentación de hojas.
5. Método según la reivindicación 1, que comprende además el paso de tabular datos correctivos para corregir la tendencia de un papel que no es de muestra a rizarse en la máquina papelera sobre la base del rizado final predicho en una impresora.
6. Método según la reivindicación 5, que comprende además el paso de alimentar los datos correctivos en un sistema de adquisición de control o de la máquina papelera.
7. Método según la reivindicación 1, en el que el paso de medir el rizado de la muestra de papel se consigue midiendo el rizado diagonal de un papel con un dispositivo (26, 28) de medición del rizado diagonal inmediatamente mientras o después de que la muestra de papel deja la línea de contacto (16) sustancialmente vertical.
8. Método según la reivindicación 7, en el que el dispositivo de medición del rizado diagonal es una multiplicidad de láseres (26, 28) dirigidos a la muestra de papel.
9. Método según la reivindicación 1, en el que se calienta la línea de contacto (16) vertical.
10. Método según la reivindicación 9, en el que la línea de contacto (16) vertical se calienta a una temperatura mínima de 66ºC (150ºF) .
11. Método según la reivindicación 9, en el que la línea de contacto (16) vertical se calienta a una temperatura máxima de 232ºC (450ºF) .
12.
9. 204ºC (200-400ºF) .
13. Método según la reivindicación 1, en el que la muestra de papel, mientras deja la línea de contacto (16) vertical o después de dejarla, se calienta a una temperatura mínima de 10ºC (50ºF) .
14. Método según la reivindicación 1, en el que la muestra de papel, mientras deja la línea de contacto (16) vertical o después de dejarla, se calienta a una temperatura máxima de 177ºC (350ºF) .
15. Método según la reivindicación 1, en el que la muestra de papel, mientras deja la línea de contacto (16) vertical o después de dejarla, se calienta a una temperatura de entre 10-177ºC (50-350ºF) .
16. Método según la reivindicación 1, en el que la presión en la línea de contacto (16) sustancialmente vertical es mínima de tal modo que no haya ningún rizado diagonal en el papel de muestra si no se calienta la línea de contacto vertical.
17. Método según la reivindicación 1, en el que una multiplicidad de muestras de papel son movidas secuencialmente a través de la línea de contacto (16) vertical.
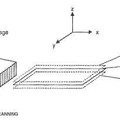
18. Aparato para medir la tendencia de un papel o cartón a rizarse en una impresora, que tiene una línea de contacto (16) vertical y que utiliza interconectado con una máquina papelera, cuyo aparato comprende:
unos medios de medición (26, 28) para medir un rizado diagonal del papel o cartón mientras está en una orientación vertical; caracterizado porque comprende:
un primer rodillo giratorio (12) , en donde el primer rodillo es giratorio alrededor de un primer eje sustancialmente vertical en un plano vertical,
un segundo rodillo giratorio (14) , en donde el segundo rodillo es giratorio alrededor de un segundo eje vertical en el plano vertical, el primer eje vertical es paralelo al segundo eje vertical y los rodillos primero y segundo son giratorios en direcciones opuestas;
un punto de línea de contacto (16) vertical entre el primer rodillo (12) y el segundo rodillo (14) de tal manera que un papel o cartón pueda pasar a través del punto (16) de línea de contacto sustancialmente vertical,
unos medios (26, 28) para medir el rizado diagonal de la muestra de papel mientras la muestra de papel sale de la línea de contacto (16) vertical o después de ello, y
unos medios para predecir la tendencia de un papel al rizado simple con una ecuación de análisis de regresión que tiene en cuenta el contenido en humedad de la muestra de papel y el rizado diagonal medido de la muestra de papel.
19. Aparato según la reivindicación 18, que comprende además unos medios (38) para calentar el papel o cartón a una temperatura entre 10ºC (50ºF) y 177ºC (350ºF) mientras el papel o el cartón deja la línea de contacto (16) vertical o después de ello.
20. Aparato según la reivindicación 18, que comprende unos medios para mantener la línea de contacto vertical y el papel o el cartón a una humedad y temperatura controladas, de tal manera que el papel sea acondicionado por la humedad y la temperatura para conseguir un contenido en humedad conocido.
21. Aparato según la reivindicación 18, que comprende además unos medios (48) para acondicionar el papel o el cartón a un contenido en humedad conocido antes de mover el papel o el cartón a través de la línea de contacto (16) vertical.
22. Aparato según la reivindicación 18, que comprende además unos medios para tabular datos correctivos para corregir la tendencia de un papel o cartón siguiente a rizarse en la máquina papelera sobre la base del rizado final predicho en la impresora.
23. Aparato según la reivindicación 22, que comprende además unos medios para alimentar los datos correctivos a un sistema de adquisición de datos o de control de la máquina papelera.
24. Aparato según la reivindicación 18, en el que los medios (26, 28) para medir el rizado del papel o el cartón comprenden unos medios (26, 28) para medir el rizado diagonal de un papel con un dispositivo de medición del rizado diagonal inmediatamente mientras el papel deja la línea de contacto (16) vertical o después de dejarla.
25. Aparato según la reivindicación 24, en el que el dispositivo de medición (26, 28) del rizado diagonal comprende al menos un láser dirigido al papel o al cartón.
26. Aparato según la reivindicación 18, en el que la línea de contacto vertical es una línea de contacto (16) sustancialmente vertical calentada.
27. Aparato según la reivindicación 18, en el que la línea de contacto (16) vertical está a una temperatura mínima de 66ºC (150ºF) .
28. Aparato según la reivindicación 18, en el que la línea de contacto (16) vertical está a una temperatura máxima de 232ºC (450ºF) .
29. Aparato según la reivindicación 18, en el que la línea de contacto (16) vertical está a una temperatura de entre 93ºC (200ºF) y 204ºC (400ºF) .
30. Aparato según la reivindicación 18, que comprende además unos medios (38) para calentar el papel o el cartón mientras el papel o el cartón deja la línea de contacto (16) vertical o después de dejarla.
31. Aparato según la reivindicación 18, que comprende además unos medios (38) para calentar el papel o el cartón a una temperatura mínima de 10ºC (50ºF) .
32. Aparato según la reivindicación 18, que comprende además unos medios (38) para calentar el papel o el cartón a una temperatura mínima de 10ºC (50ºF) mientras el papel o el cartón deja la línea de contacto (16) vertical o después de dejarla.
33. Aparato según la reivindicación 18, que comprende además unos medios (38) para calentar el papel o el cartón a una temperatura máxima de 177ºC (350ºF) mientras el papel o el cartón deja la línea de contacto (16) vertical o después de dejarla.
SMAXPREDICHA
Patentes similares o relacionadas:
Dispositivo para realizar ensayos de rozamiento entre cuerpos sólidos, del 4 de Marzo de 2020, de UNIVERSIDAD DE EXTREMADURA: 1. Dispositivo para realizar ensayos de rozamiento de materiales, donde el dispositivo comprende: un portamuestras móvil provisto de ruedines para […]
Grupo de presión para abrasímetro., del 10 de Octubre de 2019, de GABBRIELLI TECHNOLOGY S.R.L: 1. Grupo de presión para abrasímetro que comprende una plancha de base que descansa en un plano horizontal y está atravesada por una guía vertical […]
Sistema y método de obtención de datos topográficos de fumado, del 8 de Mayo de 2019, de Altria Client Services LLC: Un artículo electrónico para fumar , que comprende: por lo menos un sensor configurado para medir la interacción con el artículo electrónico […]
Procedimiento de selección de una capa intermedia para amortiguación vibroacústica, capa intermedia y acristalamiento que comprende dicha capa intermedia, del 14 de Marzo de 2018, de SAINT-GOBAIN GLASS FRANCE: Procedimiento de selección de una capa intermedia plástica viscoelástica que comprende dos capas externas y una capa central y […]
Procedimiento de selección de una capa intermedia para amortiguamiento vibro-acústico, capa intermedia para un amortiguamiento vibró-acústico y acristalamiento que comprende dicha capa intermedia, del 14 de Marzo de 2018, de SAINT-GOBAIN GLASS FRANCE: Procedimiento de selección de una capa intermedia plástica viscoelástica que comprende dos capas exteriores y una capa central y destinada a ser incorporada […]
APARATO DE MEDICIÓN DE ADHESIÓN INSTANTÁNEA POR BOLA RODANTE CONTROLADO DE FORMA MANUAL O REMOTA, del 9 de Junio de 2016, de DYNASOL ELASTÓMEROS, S.A. DE C.V: Aparato de medición para medir la calidad de adhesión de una cinta o etiqueta sensible a la presión, que incluye un accionador eléctrico o neumático que se puede […]
 Dispositivo y procedimiento para la medición de la elasticidad de un órgano humano o animal y el establecimiento de una representación de esta elasticidad en dos o tres dimensiones, del 18 de Abril de 2012, de ECHOSENS: Dispositivo para la medición de la elasticidad de un órgano humano o animal, en particular un pecho, que presenta una señal ultrasónica después de iluminación […]
Dispositivo y procedimiento para la medición de la elasticidad de un órgano humano o animal y el establecimiento de una representación de esta elasticidad en dos o tres dimensiones, del 18 de Abril de 2012, de ECHOSENS: Dispositivo para la medición de la elasticidad de un órgano humano o animal, en particular un pecho, que presenta una señal ultrasónica después de iluminación […]
PROCEDIMIENTO Y APARATO PARA CONTROLAR LA CONCENTRACIÓN DE UN PRODUCTO QUÍMICO ESTERILIZANTE EN UN FLUÍDO, del 24 de Octubre de 2011, de STERIS CORPORATION: Sistema de descontaminación que comprende: una primera fuente de un primer esterilizante líquido que incluye un producto químico esterilizante […]